





Bill Henderson
-
Posts
260 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Bill Henderson
-
-
You are correct John.
I went back into the utility and turned that off and the message went away.
thanks to both of you.
-
I have a program I wrote a few weeks back. At the time I ran verify and everything was fine...
However, today I opened the file and went to run verify and I got this message...
"you are accessing prototype functions...
something about beta test agreement...
I have done nothing new to this file or mastercam. I did however turn on the control panel so I could enable post debugging...
Could that have done it?
Thanks

-
Ok, I found that the sfb file can be run using the .dll file in C Hooks. This however will only bring the tree (solidworks) into your level manager minus any entities. Sort of helpful, but not really.
At least you have the list of holes etc...
-
Also, what can I do with that SFB file? Anything at all?
-
I have in Solidworks 2012 a MastercamDirect tool.
I am using X6 solids....
One is Filesave
and one is Mastercam X
The file save creates a SFB file. (solidworks feature based file) and it saves it to the public Mcam folder. Have NO idea as to what to do with this file.
If I click on the Mastercam X it opens the file in Mastercam, however even if I click off the feature-less brick option the block comes in missing almost every feature.
I tried on a different file the other day and it was great. All of my C'Bore holes etc... came in as the tree in Solidworks for the most part.
This file is a simple fixture with drill, and C'bores and some pockets thru.
What gives?
Any ideas?
Thanks
-
Or you can change it iindividually at tool settings.
-
I think you can change it in the control def.
-
Good point John.
I have never set the default values so it may be the clearance is not defined.
I will look Colin.
Thanks to both of you.
-
Sorry, Colin.
My mistake. It was the generic fadal 1_4.
-
G0 G17 G40 G49 G80 G90 H0 E0 Z0
( X 0= CENTER OF SQUARE STOCK )
( Y 0= CENTER AS SHOWN BETWEEN JAWS )
( Z 0= BOTTOM OF STOCK )
( FRONT AND BACK Z LEVEL CONTOUR )
( 1" INDEX INSERT XDGT1550PDFR G04 TOOL - 1 DIA. OFF. - 1 LEN. - 1 DIA - 1.0 )
T1 M6
G0 G90 S5200 M3 E1 X0. Y0.
H1 Z0. M7
Where in the post is this being read from?
I had altered the post to change the header and added a G43 at each tool change... which doesn't appear on the first tool for reasons unknown to me. The G43 shows up at every other and with the correct Z output.
Any help would be appreciated.
Thanks
-
I have an altered haas post I am using for a fadal.
I am getting this on the first tool...
G0 G17 G40 G49 G80 G90 H0 E0 Z0
( X 0= CENTER OF SQUARE STOCK )
( Y 0= CENTER AS SHOWN BETWEEN JAWS )
( Z 0= BOTTOM OF STOCK )
( FRONT AND BACK Z LEVEL CONTOUR )
( 1" INDEX INSERT XDGT1550PDFR G04 TOOL - 1 DIA. OFF. - 1 LEN. - 1 DIA - 1.0 )
T1 M6
G0 G90 S5200 M3 E1 X0. Y0.
H1 Z0. M7
Where in the post is this calling this? It is NOT in the the backplot, so I am assuming it is a post issue.
Any thoughts?
Thanks.
-
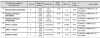
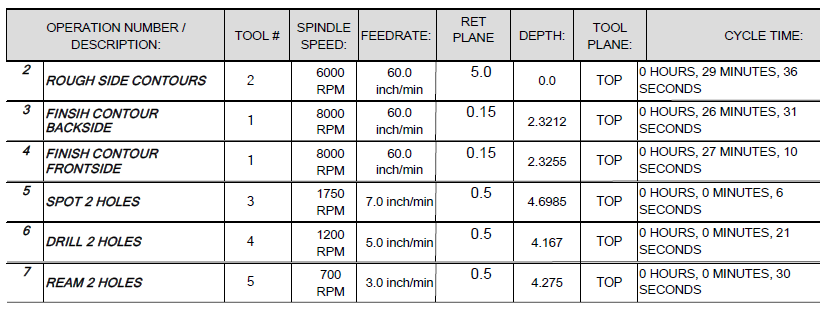
here is my ops in active reports
-
I used to use the .set file and I was able to edit that and have it show max depth for each op as well.
-
I have my active reports giving me each operations maximum depth.
Only issue I have found with this is that my retract plane sometimes output at the incremental value which scares the heck out of the operators if z zero is bottom of a 5" block and incremental value just says (retract plane .25).
I have tried to use the scan xyz in the NC editor but it seems to always put z at zero. (seems to read the G28 Z0) dont' see a way to get around that.
-
Thanks. Kind of what I was figuring.
-
Is it common for the maximum z depth to come out on the report to a strange negative number when doing a 4th axis program?
Or should I have some concern...

I will check the code thoroughly.
Is there a setting I need to change to get the correct output?
Thanks for any insight.
-
Thanks you guys.
Yes... for each op in case they try to start the program somewhere in the middle and rotation is wrong.
I would guess it would most likely be at a tool change but better safe than sorry I figure.
-
I am using a generic FADAL post. If I have mulitple ops at say A-215 it only posts that value at the first op (tool).
Where can I force that at each op?
Thanks for any input.
-
Thank you webby... seems to be working now.
-
Our IT guy said it was in house host. Still can't access from work.
Funny hardmill... And yes I thought work blocked it,but... Said they didn't.
-
Yesterday it happened. I can not get to emastercam at work. I had our it guy try on his PC...no luck.tried different browser too. Posting this with my phone. Any thoughts?
-
He is referring to what was Jay's FTP site. Although I do not where it is any longer.
Was a place where everyone would upload and download cool stuff.
If you go to users/documents/mcam shared/ common/ reports/sst/ there will be .rpx files.
If you open them and selct the design.exe in your root mcam directory you can edit and change things accordingly.
Given it was a s standard install.
-
Yes I am Keith.. right?
That's kind of what I was thinking Tom. Problem is I think Gibbs will need a new post to accomplish that...although I am not sure.
I mentioned that solution earlier and was sort of dismissed.
-
Thanks.
The situation here is that if a machine (Makino) is overbooked and we need to run in the HAAS or something other.... we have a lot more monkey(ing) around to get the (once proven program) to be golden out of the chute.

tool library
in Industrial Forum
Posted
We are currently setting a shop wide tool library.
We use two different cam packages and we want to standardize the naming convention.
I see that if I export a library in txt... I can create something similar with alot of manual input. The library itself is being created in a spreadsheet by our procurement department.
Does anyone know of way to do this easily? Take a spreadhseet and export it as txt? I think I can create formulas to apply and have it output the correct format in another table.
Anyone ever try this?
I am running X6 BTW.
Thanks.