





Bill Henderson
-
Posts
260 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Bill Henderson
-
-
Harvey Tool , (I love these guys!)

-
If you are going into corners I would suggest a 1/8 2fl bull with a .02-.03 rad. Or at least run a 1/8 flat endmill into the corners first. If not you will get some deflection.
As far as speeds and feeds, 7000 RPM and 30 or 35 on straightaway runs max. Unless you have more RPMS available. Step downs probably get away with .01
Typically I would cut something like that with varying tool lengths. ie. maybe standard length to a depth... next longer etc from the previous cuts.
-
Sorry Brian haven't used Moldplus in a long time. Glad you figured it out.
-
Thanks for the link.
-
Is X+ out now for X6? I miss the chaining selection.
-
Anytime.
-
Technically ordinate is origin (0,0) so I would say no.
You probably could make a print look like that though if you hide or maybe change the level of the referenced origin. Not sure why you would want that though? Typically on a print you would see a reference start point dimensioned and then any ordinate from there.
-
Yesterday before I left I was opening up my machine def/control def quite a few times trying to find a solution to some other post.
Today I fired up X6 from my desktop (open not double click) and my config had changed.
I reset my config to how I like it and saved it as bill.config. Closed X6 and tried double triple and quadruple clicking and could not get it to reset to default.
Prior to this morning though I had noticed every time I opened X6 it was prompting me for a toolpath group name before it would fully load. Started doing that about a week ago. What could I have done to get that, so I know what to look for if it happens again.
Thanks
-
And I too. Thank you Mr. Mayette and also Jay.
Really everyone who has given helpful insight and shared their knowledge.
This forum has been educational and full of laughs and great debates over the years.
-
Also see the thread and its counter thread in it's entirety.
If you change or edit an existing tool verify the D and H values changed accordingly.
If you are editing a tool you must select the edited tool for each operation that uses the edited tool. That make sense? It will prompt you to change all operations that use this tool... hit yes and reselect the tool per operation prior to regenerating.
It does to me anyhow.
-
Except for resident tool libraries,all other tools don`t match the tool # for diameters and height.
Any advice would be helpfull.
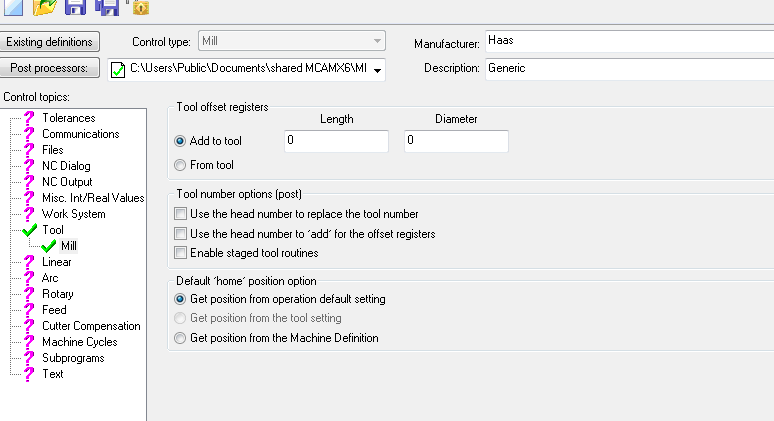
In Control Definition see tool register.
Also see my posting at this thread...
If the tool library is assigning numbers from said library and you want them in order i.e. T1 T2 T3
see the pictures at that thread.
-
If you already have the operations and tools picked and then try to change the control def it will not change what was already generated. If you do reselect as Gcode the tool register will set those numbers for you.
I will mess with it when I get the time. I am sure there is an easier way and less dangerous.
Wouldn't necessarily say it is a glitch in the software. The tools were pre-chosen under a different set of rules. Changing the rules after the fact would require some messing around. Although I was under the impression the control def was controlling the post output regardless of tool register settings for already used tools.
My impression was wrong apparently.
-
Sorry, But I have never seen that before in my life. And I have posted out programs with the same tool number for totally different tools before a few times too.
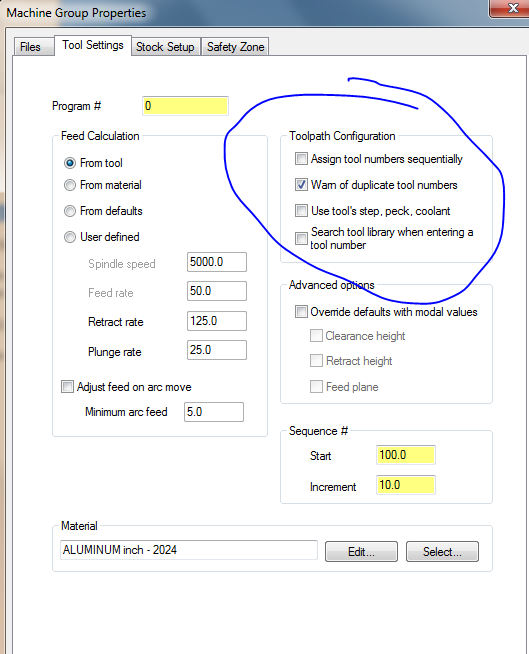
Well now you can set it. Should help you a lot.
-
Like this or something different?

-
Does it say add to tool?
-
Curious to what your control definition is set to as far as tool registry?
-
Thanks gcode, but I check it and it is set already
Why are there two original operation defaults and how do I rectify
what Stephen said in his last post?
How is even finding a 2nd operation default, better yet, how are all the
tools paths not in the operations default anymore?
I just don't understand if I never changed anything, why is it erroring and doing this behavior?
with 2 op defaults?
I am getting that too Rick. I posted it on a new topic. No replies.
-
On X5 it would give you the warning at posting.
On X6 for whatever reason??? It warns you at tool creation or editing a tool number and NOT at post.
-
Are you telling me MC is supposed to tell you if you have 2 tools set as the same number? Because this happens to me sometimes when I have to renumber tools and it just posts out with no warnings at all.
Actually it will make all my tools the same number if I tell it to and it doesn't make a peep about it.
Mine does.


-
 1
1
-
-
Its been an old habit of mine to always have the NC edit on when I post. I have gotten in the habit of tool next all the way down just to double check.
I used to work at a place that had a funky post and this was back when you could leave the the D values Zero. Back then the post would spit out the tool number on all offsets. (if the post was setup that way).
Where I am now I find myself using the same tool and using different D values for various operations (similar but different sized holes or slots with tight tolerances).
Limited tool holders and limited tooling makes this work. So... forcing the post to make the value wouldn't help me.
However, anytime I edit a tool or a program I re-check all of my settings. I figure we are paid to make sure what we send out is what we intend on sending out, so better safe than sorry.
If it gets past me and the setup sheet, my setup guys should find it on the setup sheet.
I have used a few other cam packages and granted they may not be the super high dollar high end packages available but they have their issues as well. For instance, not even noticing that I have two different tools with the same tool number and it posts it out anyway.
There are a ton of shops out there that can not afford the highend stuff someone else keeps spouting off about.
We are the programmers we are the failsafe.
Even if someone sets up my job on a machine... I double check their setup. Why? Because it all falls back on me.
-
We have 8 HAAS and everyone is a different year. I never know before hand what machine it will end up on.If it is an older one I kept having to change the feedrate output to a gut wrenchingly low number 150. I started using the full vertical retract... a lot of time the parts are so small you can hardly see any time difference seeing I use a very short entry exit loop.
This particular was large by our standards and I just had a brain fart not realizing (remembering) the dogleg. Completely my fault.
-
I should have remembered that Tom.
Such a dope.
Been bitten on Fadals once.
I have posted G1 out at high feed rates and these old Haas do not like them.
-
do an experiment
MDI
G0 G91 X10. Y5.
a machine that doglegs will rapid at a 45 degree angle to X5 Y5 then run in a horizontal line to X10
if your machine does this you have to make sure you're in clear blue sky when you rapid or you risk crashing into the stock.
Verify will NOT show these crashes as verify rapid motion is a straight line ..
When you are using the new high speed toolpaths you can force G01 rapid motion and that will eliminate this problem
Gotcha. It does dogleg.
That would explain it.
-
So Rick you mean use minimum distance instead of minimum vertical retract?
I can try that on a cheaper piece of 6061.
The next block is going to be full vertical retract.
Thanks.

Bounding box troubles
in Industrial Forum
Posted
Is it happening with just one part or file? Or on any of them?