Rick46
-
Posts
537 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Rick46
-
Wow I did not know that was going on..I hope this persons foolishness dosent ruin this great group of people that have come to gather over the years and help others by sharing there knowledge and helpful tips when using in my opinion your one stop cad cam package that can be the money maker in the machine dept of a company..
-
Retailer got me going in the direction I needed..just like to get other opinions as well..thanks millman.
-
first I used the search function and could not find the answer I was looking for.. Our company has finally started installing x7 on a few computers to start using and identifying any problems. First and biggest problem we have is with the tool library. our tool library's from x6 with the tools-x6 extension were not updated and imported. all that resides in our tools folder are toolsdb files which I have never used and don't know what they are really for. Is this a bug ? and is there a fix. the tools db files that did update have only a few tools in them that did update. and are missing the hundreds other tools. Is this a new format that x7 is going to instead of the old file extensions. If so how can I convert my x6 library's and import them into x7?? what is the purpose of the toolsdb file versus the standard tools-x6 file or X7 versions of these files..I assume its a database file but not sure what its used for. I have never messed with it. second questions I have a custom mastercam tool bar and also a custom mastercam config file ( copied the originals into a separate folder for backup reasons) . I copied it into the x7 directories and it seems to work fine. I was just wondering is this ok to do or will I lose important functions. I never have figured out why these files have never updated with new versions of MC releases. unrelated question. I don't have much use for the hsm paths because of the work I do, but when I do get the chance I get the error operations not found in your default ops file ( something to that extent) but then when I click ok they pop up and work.. It does this in X6 and still does in X7. I have looked at the op library's and the hsm ops are there but still get the above error when I try and use them.. thanks in advance.
-
first I used the search function and could not find the answer I was looking for.. Our company has finally started installing x7 on a few computers to start using and identifying any problems. First and biggest problem we have is with the tool library. our tool library's from x6 with the tools-x6 extension were not updated and imported. all that resides in our tools folder are toolsdb files which I have never used and don't know what they are really for. Is this a bug ? and is there a fix. the tools db files that did update have only a few tools in them that did update. and are missing the hundreds other tools. Is this a new format that x7 is going to instead of the old file extensions. If so how can I convert my x6 library's and import them into x7?? what is the purpose of the toolsdb file versus the standard tools-x6 file or X7 versions of these files..I assume its a database file but not sure what its used for. I have never messed with it. second questions I have a custom mastercam tool bar and also a custom mastercam config file ( copied the originals into a separate folder for backup reasons) . I copied it into the x7 directories and it seems to work fine. I was just wondering is this ok to do or will I lose important functions. I never have figured out why these files have never updated with new versions of MC releases. unrelated question. I don't have much use for the hsm paths because of the work I do, but when I do get the chance I get the error operations not found in your default ops file ( something to that extent) but then when I click ok they pop up and work.. It does this in X6 and still does in X7. I have looked at the op library's and the hsm ops are there but still get the above error when I try and use them.. thanks in advance.
-
Fanuc Rad error - Parameter tweak?
Rick46 replied to Newbeeee™'s topic in Machining, Tools, Cutting & Probing
thanks guys I will just email them, I was just curious for if I can change it to speed up roughing paths then change back when finishing this would be great for the machine.. -
Fanuc Rad error - Parameter tweak?
Rick46 replied to Newbeeee™'s topic in Machining, Tools, Cutting & Probing
@ Tim Markoski I currently run a toyoda FV1680 series machine with a fanuc 18i-MB control on it. It runs the G05.1 mode with no R value after words specifying the tolerance setting. If I do put a R value it errors out in the control as soon as it reads it. this machine does hold very tight tolerances though so I assume its set in a parameter some where to 10 being the best finish. on another note I use to run a tong tai topper qvm 1100 machine with a Fanuc 18i control at another shop that had both hpcc and aicc in the control and you coud go into the settings page by navigating your way there from the offset settings button and there was a page to change the settings in hpcc and aicc from 1 to 10 for roughing and finishing. I only used hpcc on that machine but it was yrs ago and did not know you could specify the value via the post but was a useful option when roughing. My question is what or where is the parameter setting on a Toyoda machine that specifies what R value tolerance my machine is using by default because we tried to make use of the tolerance option using different R values for roughing and finishing and basically all we can do is turn it on and off no value can be set. I assume it is at 10 being the best I think that's correct anyway on the 1-10 scale if not then vise versa..lol.. thanks for any info on this.. -
yes you need taper and having your tool defined right helps too..thanks millman I have seen the way, you were correct.. inserting foot in mouth now,..lol..
-
Yes these forums, text messages, e-mails,etc.. can sometimes make people come across completely opposite of what they intend, its hard to see the emotion of ones intentions in a typed response. and I agree with you totally on men being stubborn as I am one of those guys that starts putting things together and when it doesn't work right then I seek the instruction manual for help.. I think we have all been guilty of that a time or two in life. I have to work a half day tomorrow so I will put together a sample file of my approach I am using and send it to you via e-mail and would greatly appreciate your input on showing me the correct way of doing NPT threads. what I'm doing now works but I take my job very seriously and I don't like doing things that are good enough to get by with I want to know I'm doing them the correct way and they are above and beyond good enough to get by. thank you for being patient with me through all this and again I apologize for all the misunderstandings we have had, and I respect you for not keeping your mouth shut and letting me be with what I have been doing. that's what makes you that guy, you go above and beyond no matter the situation and help people when you can. so don't be mad at yourself for that. keep your head up and keep doing what you do, because you are part of what makes this forum a great place and I'm sure you are a great part in the peoples lives that you are surrounded by on a daily basis. I hope you had a great Thanksgiving and I will be sending you an e-mail tomorrow in the afternoon with what I've got going and see what you suggestions you have on what I should do differently with it.
-
@ millman I do think highly of myself always have and always will..anyone that thinks less than themselves has low self esteem in my opinion and needs a lift me up of some sort weather it be kind words or just someone to talk to. I always tell myself and even friends when there down in the dumps never think less of themselves because they are better than that and will pull through what ever it is that has them down. so yes Im guilty of reassuring myself as well as others with positivity in life. now if you've kept up with this thread I formally apologized for all the arguing that has went on between me and u mainly but others too. but now if we can forgive and forget as I am a forgiving man I don't know if you are or not for I don't know you. but I do know you are a smart individual and I have a solution to all this because like I said before I am new to this but am the only person in the shop that grasps the concept for I do most of the thread milling. so there for they come to me for answers on it. but Im having a problems grasping the concept of the not threads and the taper issue I understand what you are saying and maybe I didn't explain myself correctly when I explained how I was achieving my results without the taper. but any ways on to the solution. post a file with a simple diameter of .536 for a 1/4-18 npt thread using the the mill I posted pics of up above in previous posts so I can see whats going on and grasp the concept of milling the npt threads for they have more to them than regular screw threads do. if its off by .0017 the way im doing it and still works without taper I want to use the taper and have it be within .0002 cutting it the way its supposed to be. so if you want to really help then post an example file I can download in X6 format for the company I work for refuses to install X7 until its got the bugs worked out but that another issue of its own.. but X6 example file using this cutter mtb 0375 d06 18 npt mt7 milling it the way you are trying to expain to me and im not understanding so I can see what im doing wrong. and I will gladly tell you that you are right I was wrong. Im just the type of person when I see or hear something with my own eyes and ears I have to see it to believe it to see theres another way possible. and if you want you can pm me and I will gladly give you my email so you can email me the example file I ask for if you want to help me understand what it is im doing wrong. something is obviously close because its working now but I want it to be right and if you can show me that I will be greatly appreciative. I come to these forums out of all the rest available out there cause I know this place is full of knowledge but I just need to see whats being explained... thanks in advance..
-
ok carmex sales rep and tech guru came into our shop Tuesday and went over the thread milling techniques with us because our shop is very new to thread milling as am I. we set up a work piece to cut 1-1/4 -7 threads using their feeds and speeds as follows. 5.52 IPM and 2538 rpm using one radial pass and 4 axial depth passes. there recommendations took 1 minute and 28 seconds to run and the threads had taper in them and had to run the path two more times to get the taper out. previously were running 50 IPM using the cutter as a single tooth thread mill and using one helical rough pass one helical finish pass and one helical spring pass and were cutting the threads in just under a minute like 53 seconds. going 2 inches deep. there were speechless that we were able to run their tooling that hard and end up with better threads than they had recommended using their speeds and feeds.. needless to say the purchasing agent was not happy that there tooling was not holding up to the standards there sales rep guaranteed. so a change in tooling may be in the future for our shop. as for the 1/4-18 npt threads are you saying if I feed from the bottom up using the taper in MC that the threads will come out properly versus coming down from the top of the hole not using taper. on a side note the radial passes of any deep pitch cutter your gonna have to use a multi pass setup because if not that's a heavy cut to take and the insert wont hold up. the catalog im looking at recommends a minimum of two passes and up to four depending on the thread pitch on your larger cutters. we thread mill hundreds of holes at a time on plates and we want the inserts to hold up and have quality threads if this means using multiple radial passes going to depth using a helix or axial step down and its running un attended then that's money in our companys pocket not on the table..
-
I'm at work but will respond back to this as soon as I get home cause I actually cut threads faster than the carmex guru that came with there sales rep..Jim I think was his name..he was amazed we were cutting well beyond there speeds and feeds as well as I'm only taking two radial passes and no axial depth cuts..but good info but still need my one question answered lol..thanks G code and mike..
-
while the feeds and speeds are not the ones I use just ones that were thrown in there when the tool was created for library purposes because I have to change them a lot from cutting alum, tool steels, and hardened steel..I normaly run this tool in steel at 30 ipm at around 4000 rpm and takes around 15 or 20 secs per hole. but if all of you are referring cause im starting from the top down instead of from the bottom up that's just a personal preference. I know climb cutting is the preferred method when doing any kind of machining but I choose not to in blind holes so Im not slamming into a hole filled with chips. I cant clean them out when im sitting at home drinking a cold one and my machine is running unattended. plus you cant climb cut in all situations. are you gonna climb cut engaging all teeth on your cutter when you using a 6 inch extension on your tooling..I bet that's will chatter like crazy plus shatter the insert.. @ manuel don't see what you have anything to be mad about you just chimed in on the situation with a bunch of rants and agreeing with other peoples methods if you got answer spit it out or leave your 2 cents at home. Im looking for educated answers here and waiting on one person that I believe to be very knowledgeable to chime in on this subject so if all you want to do is try and start argument which im to the point where if I cant get someone to give me an educated answer with out being a smart arse about it im gonna send a message to the moderator to see about closing this thread down cause all its turned into is a big mess...
-
if you have the answer with all your rants please share..by all means...
-
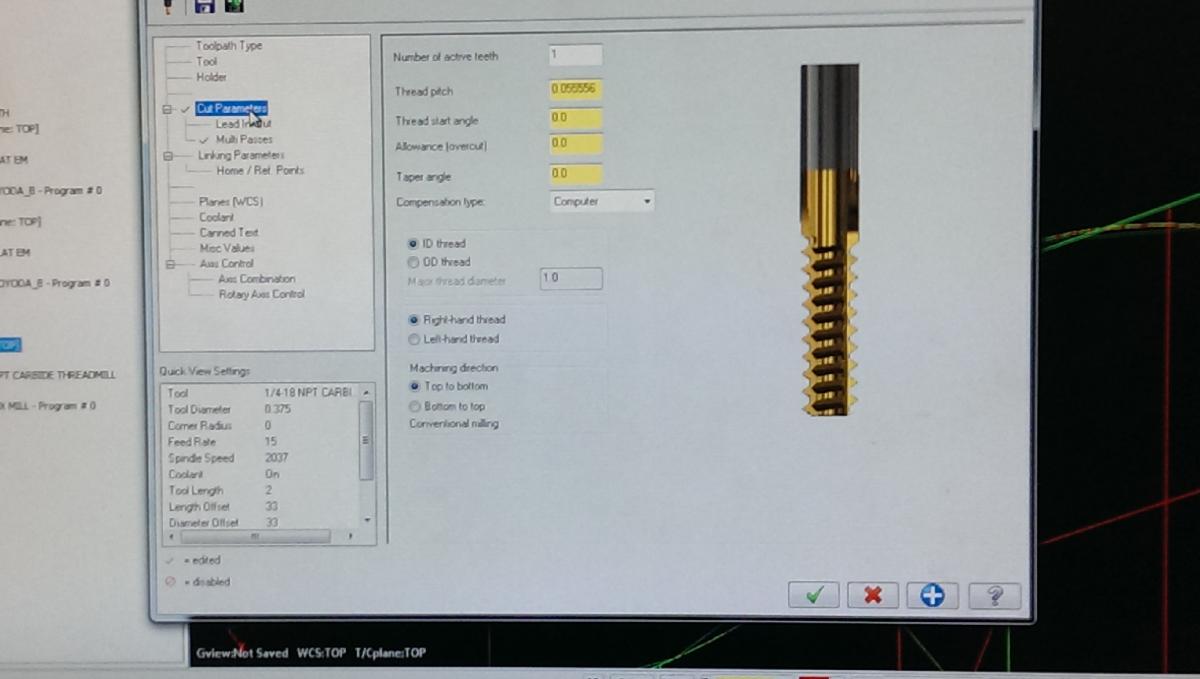
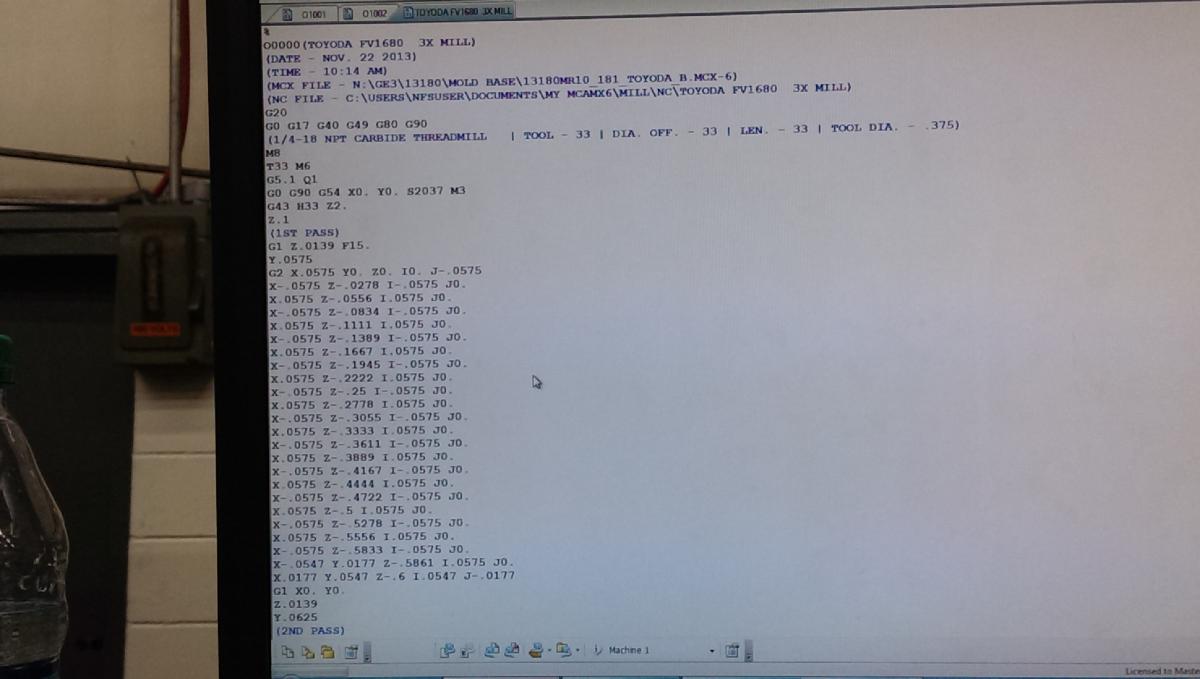
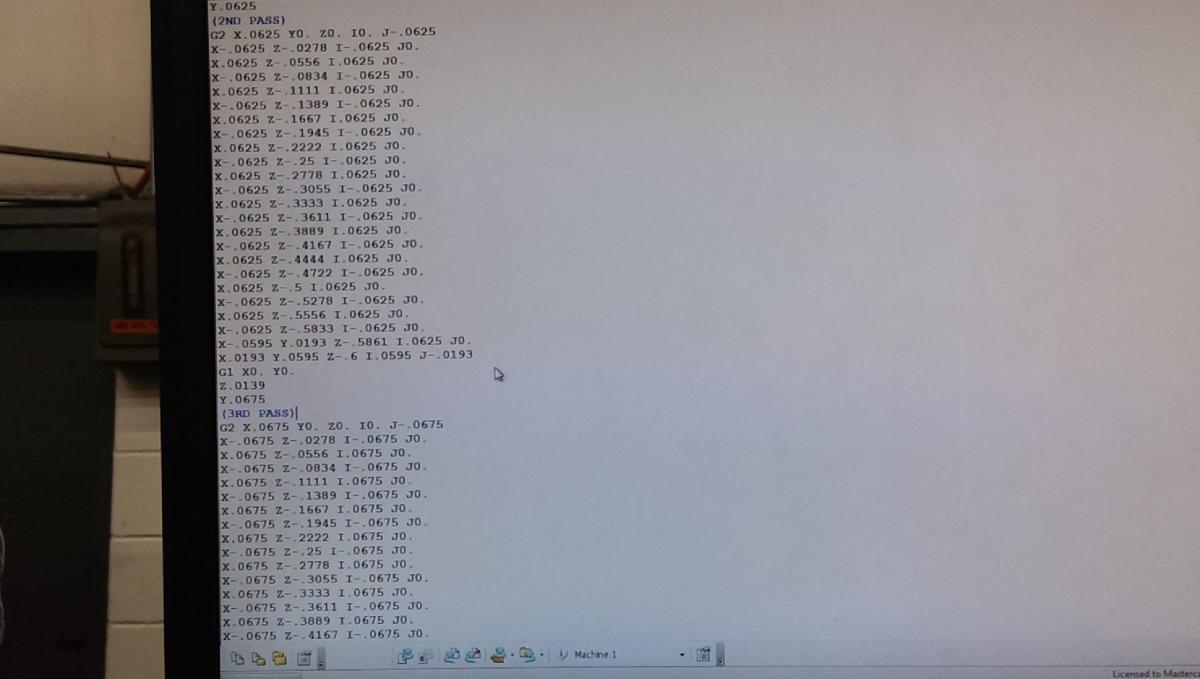
of here are some pictures of the code that MC generates for me and MC settings showing no taper and this is how I cut my threads with great results. If I add taper it screws them up..so now maybe I can get an explanation on why what Im doing is working..oh and I use a .536 diameter for by cutter to follow when using this code to cut 1/4-18 npt threads. hope the pics work cause its only way I can get stuff out of the minimum security prison I work in..lol..





-
Ok I took pictures of master cam settings and also the nc code I use to cut my threads. I will post them when I get home cause I honestly want to know... On a side note I'll be the bigger man and apologize for all of the arguing and bickering back and forth with crazy millman. I just know what my eyes see and that the results I get are correct. If they are not then hopefully when I get the code I have posted I can get some explanation as to why they have been coming out right not using taper..again apologizes to all..
-
Got your nickel for u right here..remind me of a lot of people I've worked with in my 23 and lets say quarter yrs and they sure talk the talk but when it comes to producing they screw it up and end up in management cause they are bull sh@#%rs...and for one the code u posted is using the wrong cutter..but as to original question awnser it for them I didn't poet it..but if you want to get cocky about it then prove me wrong with your 5 cents as u put it..and if you can do so then great I'll learn two ways of cutting npt threads. I'm not arguing here but if everyone wants to call it that so be it..I'm just trying to get you to show me how it's done if I'm doing it wrong that's all if that angers you that I'm able to do it other than your ways then that's on you I care less who likes me in life..I just when it comes to machining complex parts my opinion is highly valued where I work and it's a big firm no hole in the wall shop .
-
Tell me this then your 25 yrs experience how are my threads coming out accurately being cut with out taper and using code from carmex as well as mastercam code without taper. Tool defined as per specs in catolog and everything set correctly with the taper. Why does it come out wrong but yet if I use no taper wether it's code from carmex or mastercam it comes out right...answer me that correctly and I might take thought into what you are saying on this subject..people reading what they want and not the whole post and now your saying I'm getting code from sales rep..the whole reason we bought these cutters were because they cut the taper for you.but you explain to me how what I'm doing is coming out correctly and not just pasting some code up there for who knows what and then I'll admit I'm wrong. But when I've done it both ways and only one way works then what would you go with...no brainer there...
-
I don't know where you came up with the code and it was the companys research and design tech not sales rep that explained to me and also illustrated on his pc with a video of how it works, but I have to put food on my table as well and if I run opposite of what I am without the taper I'm gonna be standing in the unemployment line...and again for I don't know how many times I've said this you have to have the tapered cutter. We have code from carmex that I would have to take picture of due to not having internet but it includes no taper..I've even proven it by making test cuts with and without taper. So keep using your 25 yrs experience and do what works for you but I'm gonna run the cutters we have the way they are meant to be without the taper so I get correct results..I don't know how else to get this through to you I've got only few less yrs in the trade than yourself but I advance with the technology not stay set in my dinosaur ways...
-
I don't know if the "you win" comment was aimed towards me but thanks... ...But like I said earlier in the thread the best bet would be to take the advise of the "company technician, test technician or what ever title they are given" that you purchase your thread mills from for they can tell you the best and proper way to achieving your desired results with the tooling your using. They get paid big bucks to aid in designing and testing the tooling for their company, so they are going to be able to give you the best advice when using the tooling you purchase from them. I think this thread is full of useful and informative information but just some of it can be misleading and if used with wrong cutter can leave a person with undesired results. nothing more nothing less trying to be proven here..
-
Works just like a traditional tap that can be used in place of thread mill..and they cut the taper just fine..and comparison has been done as you say and was shown to me no difference what so ever.common sense should tell you if you cut with a tool having draft or angle on it that if you add the angle in your path as well that your compounding it.. As far as spiral path goes all thread milling is done with a radial or spiral path with one pass or several passes just depends on your preference..and as far as I'm concerned I know what works and what the end result is on our materials using cutters with the angle on them and it's perfect and have seen demo comparing geo comparing what you guys don't want to seem to grasp all I can tell you is call carmex or your tool sales rep and have then explain the physics cause you will change your thoughts on the matter...technology has changed my friends and change is good...like I said before if I run the path with taper in master cam I get a screwed up thread..run it like manufacture recommends and threads are fine no error of any amount...
-
why all your points are valid and correct. I know for a fact they make cutters with the 1.78 degrees taper on them and therefore not needed in the parameters in mastercam when using them. if you do so its compounding the angle and thus leaves stock in your threads.. if you were to cut the taper then try to use the tapered thread mill with the angle entered it wouldn't cut anything but air.. also carmex tech was in today showing us some new thread mill tooling and I presented him with the same question that's going on here about weather to use taper with there cutters or not and again if you have a cutter that has the taper form on it then you just run it straight down into the material and the taper will be formed from the cutter. I also tested this myself with and with out taper using a carmex tapered thread mill and you do not want to input the 1.78 degree if you want your threads to come out right. if you were using a single point cutter or a thread mill that does not have the taper on it then yes you do need the degree input in master cam, but if you use thread mills designed to shape the taper as well as the threads for you then its a no brainer and you will see real fast what happens if you do use taper on a tapered thread mill for NPT thread milling...
-
I think the best answer would be to listen to your tool supply company on how to properly run the thread mill weather the taper degree need me included or not and a lot of this also depends on what software you use to generate your code for the thread mill path. but I do no the carmex npt thread mills are full form thread mills that include the taper on them and can be run like cutting a screw thread to achieve your npt thread needs. I also know now after some research there are thread mills out there that do not have this feature and do need the taper degree box filled out with the 1.78 degree on it when using the thread mills that are not designed to be run straight down to form the threads. and again software also plays into this so In my opinion I would talk to the tool sales rep and see what their recommendations are.. as all have said technology has changed and they do make multi tooth as well as inserted cutter thread mills for npt threads that cut the angle for you using a straight down tool path motion without needing the tool taper degree included in your software if your software has this option available. just because an option is there doesn't mean it has to be used. its there to compensate for tooling that doesn't include the angle when forming the threads..
-
NM lol
-
If u start at top and cut to bottom with a cutter that has taper using it as one cutting tooth it won't need the taper angle only if you get fancy with multiple teeth and step down engagements. The seal is better than with threads cut with a hand tap. They will dry deal fine but we use thread tape just as a common practice on all pipe plugs..
-
Yes I meant conventional cutting sorry got my self mixed up in long post. Yes I agree climb cutting is best way to go but I don't like the plunge to the bottom of the hole and working it's way up. Just a personal preference I guess when thread milling..