





Jacob79
-
Posts
11 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Jacob79
-
trunnion table 4th axis alignment HELP
Jacob79 replied to Jacob79's topic in Machining, Tools, Cutting & Probing
I think you are right that it is to much weight on this small machine, but I cannot explain it to my boss. I will check the alignment of the two ends of rotation, align everything again and take it from there. -
trunnion table 4th axis alignment HELP
Jacob79 replied to Jacob79's topic in Machining, Tools, Cutting & Probing
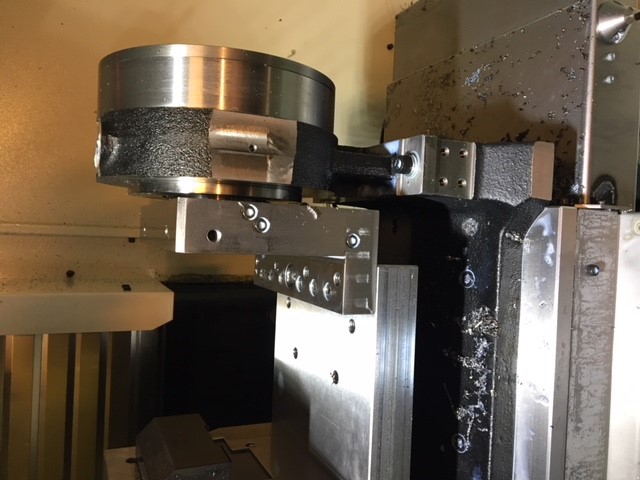
I have enough stock on the on my baseplate of the trunion to make parallel to the Z axis, and I have done that and my fixture is parallel and perpendicular. If I check the axis in A0, A90, A270 I have a total error of 0,07mm which is way to much. My problem is that I need to make a rod/shaft that I can put through the center of the bearings ( bearings on the trunion) to check if they are in line with each other. Because the machine can't reach. I just assumed that they were, but I can see from all of your comments that my problem is probably there. We bought the machine directly from Fanuc, and you would not believe the kind of trouble we have had. The service are close to non existing so we have been forced to consult others to help us out because we just couldn't wait for Fanuc. Sometimes there has been over 1month wait on a technician.

-
trunnion table 4th axis alignment HELP
Jacob79 posted a topic in Machining, Tools, Cutting & Probing
Hi GuysI have a brand new Fanuc Robodrill with a Fanuc Trunnion factory installed.My problem is when I tilt the table. In 0° I align it perfectly, but when I tilt in 90° and 270° and facemilling it, it does not make those sides parallel to each other.I believe it is some adjustment of the table that is necessary. The 2 points in the bearings of the trunnion is in alignment, so it must be the baseplate or something of the table itself.How is right way to make a complete alignment of the trunnion? Jacob -
That sounds exactly what i'm looking for, but maybe i have been staring myself blind in Mastercam settings, because i can't seem to figure this one out. Is there any possible way you can tell me how to do that please?
-
Ok thank you
-
Hi Colin thank you for your reply I am aware of those 2 options in Mastercam and i am currently using the 1. example that you gave. I am actually thinking of asking Fanuc to customize the M06 if possible and the Tool registers. I am not sure that i undertsand your example of this solution: The maximum number of digits of a T code can be specified by parameter No. 3032 as '1' to '8'. When parameter No. 5028 is set to '0', the number of digits used to specify the offset number in a T code depends on the number of tool offsets. When the number of tool offsets is 1 to 9: Lower-order one digit When the number of tool offsets is 10 to 99: Lower-order two digits When the number of tool offsets is 100 to 999: Lower-order three digits Is it possible for you to make a small example? In my manual i can only see that you can make 3 digit tool numbers only if you asign them to tool groups when using the tool life management function.
-
Thank you for your reply. Yes that is properly the way i am going to do it. The problem here as I see it, is that you have to manually edit the program to put in the D and H numbers for each tool. I cannot see there is any possible way of making a post capable of doing that for you = Chance of human error....
-
Mastercam 2017
-
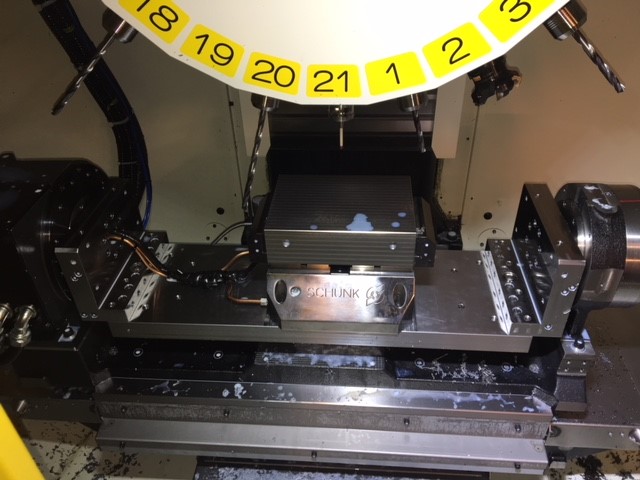
Hi guys I'm new to the fanuc controller, but have 15-20 years of experience with Siemens and Heidenhain. My workplace bought a brand new Robodrill with 21 tool holders. On both Heidenhain and Siemens you can have e.g. T50 in holder nr.1. and you just call T50, but on the Fanuc I can only have T1 in holder nr.1 etc. Is there any way to get about this, because we have a rather comprehensive tool library already setup in MasterCam and we are used to identify our tools by their respective number? On Heidenhain/Siemens you save the length etc. with the tool number. On Fanuc you save it under a H-number. Do you save the tools used, along with a tool offset list with every program, like a project? If so, how is this done? Regards Jacob
-
New Fanuc Robodrill G53.1?
Jacob79 replied to Jacob79's topic in Machining, Tools, Cutting & Probing
Thank you very much. Yes the 4th axis i along X and it makes perfectly sense that it should be I57 instead. We have had some issues with the builder because they're very very slow to reply when contacted. Fanuc will send a technician tuesday because they suspect that the parameters on the machine is not set up properly. -
Hi Guys Anyone in here with programming experience on Fanuc Robodrill with 4th axis? It's an 31i B5 control. I'm new to programming on Fanuc and i'm trying to get the MasterCam Post Processor working. I've made a simple program with tilted "B" axis in 57degrees. (I know i should be "A" but apperently thats the way Fanuc makes it!) If I delete G53.1 it works, but isn't it necessary? Also if you see any other problems in my program please let me know Regards Jacob test.txt