





Codeworx
-
Posts
93 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Codeworx
-
-
You can do this.. just select all operations.
I like the fact that i can pick and choose, files with well over 200-300 operations and any PC would stall out if i couldn't control stock models throught the process.
-
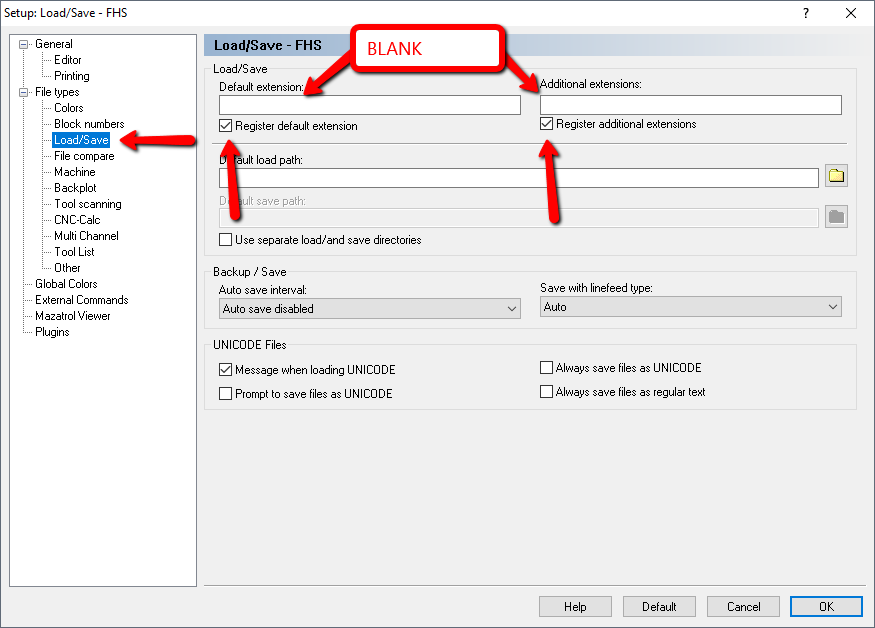
These settings will give you file with no extension, down side is Windows will not know to open it with Cimco
-
34 minutes ago, Greg_J said:
IHS_Mazak_Integrex_J_Series_Matrix.mcam-lmd and IHS_Mazak_Integrex_J_Series_Matrix.pst
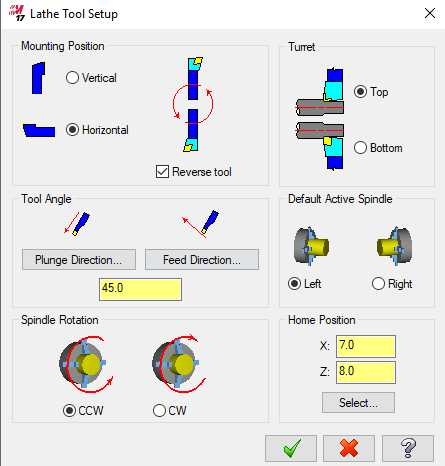
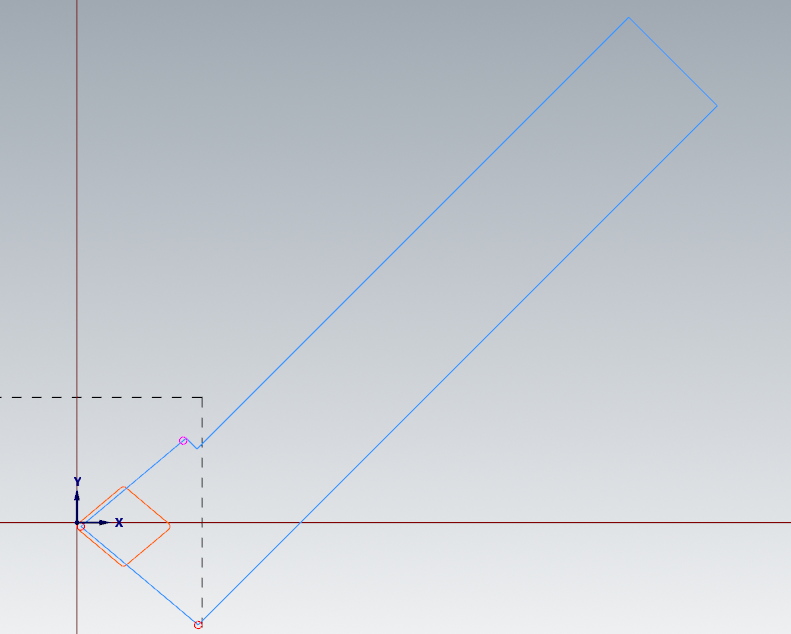
It's a Mazak J400 Integrex and when I rough turn and finish my B axis is on a +45 but it post out -45.
It's getting that value from Mastercam's tool field but if I put it to +45 the toolpath shows a crash cause the tool faces the wrong direction.
I though my machine def is set wrong but the changes I made to the b axis don't seem to have an effect.
Up to this point I just been modifying the program after I post and I don't want to any more.
Greg,
Will setting the tool as Horizontal +45 give you the results your after?
-
On 10/11/2018 at 5:02 PM, Arrow said:
Hello all,
Just got a new workstation - Lenovo P51 running latest Windows 10, 16gb ram, Xeon processor.
I've installed MCam 2017 on it (yes, I'm still stuck in the dark ages) and it refuses to start correctly. The program opens, but it says "initializing menus" and that's all.
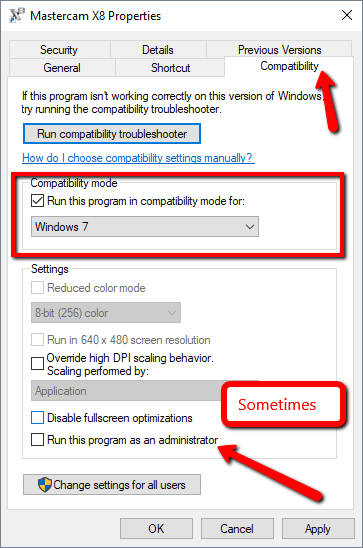
I've tried uninstalling and reinstalling it, running in compatibility mode and everything else, and still no luck.
Has anybody else had this issue? Any ideas on what i've got going wrong here?
I've uploaded a screenshot to show what I'm seeing.
Thanks in advance.
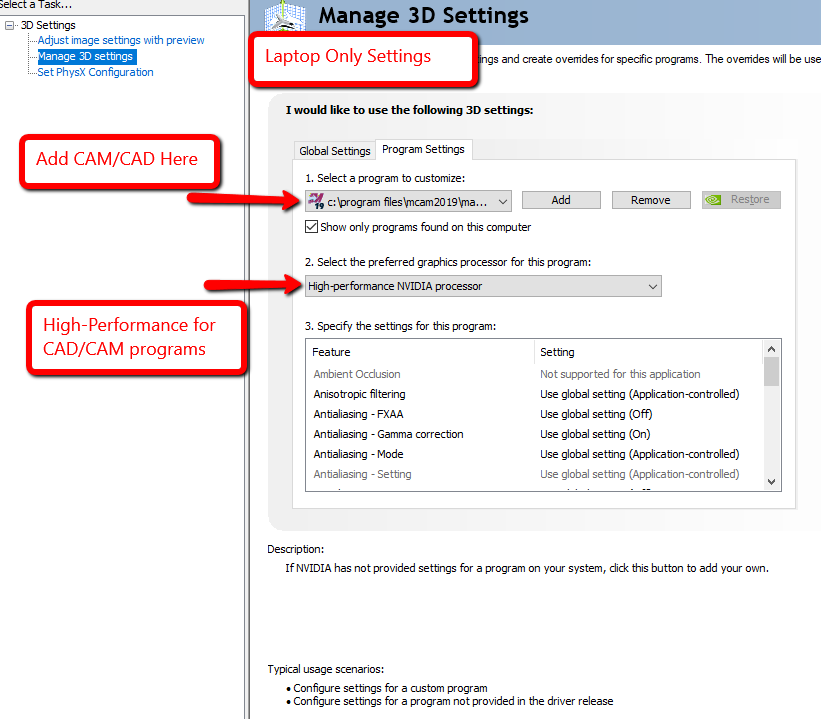
This might be happening due to using intel gpu driver on launch. Set mcx to use "high performance" gpu
-
7 hours ago, Leon82 said:
I've never seen that interface before. They just loaded the macros in the machine and we have a backup USB.
The porbes installed by yamazin are missing the 9818 macro programs
You should have a cd/usb that came with your probe that have the macro creation software. If of course your company bought the inspection + software.
-
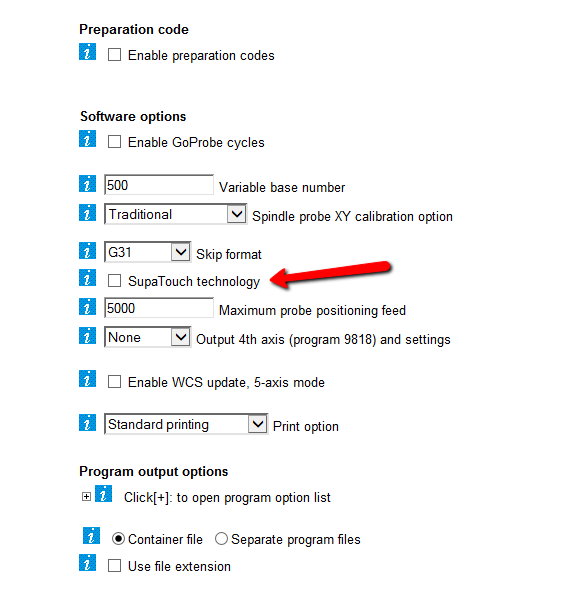
supatuch is a check box when generating the macros, there is some parameter/rensttings fine tuning involved.
-
 1
1
-
-
Create a pmesh and use it as solid geomotry for the next stop model in line. This is basically the same as using old stl method but you dont get the hollow issue and dont have to referance files outside.
-
Tell the customer to pound sand. Aslong as part is correct what does it matter how you got from point A to B. You should be more concerned about profit, accuracy, and effeciancy not X sign thats irrelevant.
Ive had stupid drawings over the years and first thing I do is do some math and dimention it correctly.
-
Dell U34127W, love it, i'll likely get a second one for the Garage when i'm programming out there.
-
Is your monitor plugged into the nvidia gpu or the onboard gpu?
-
I wanted to put together a group content page that outlines Drivers, Driver settings and issues. This is one of if not the most helpful community's on the interwebs and its a valuable place for information.
If you have found a setting or trick to improve your Mastercam performance please feel free to share your information as I'm sure we all learned a thing or two from these forums from time to time.
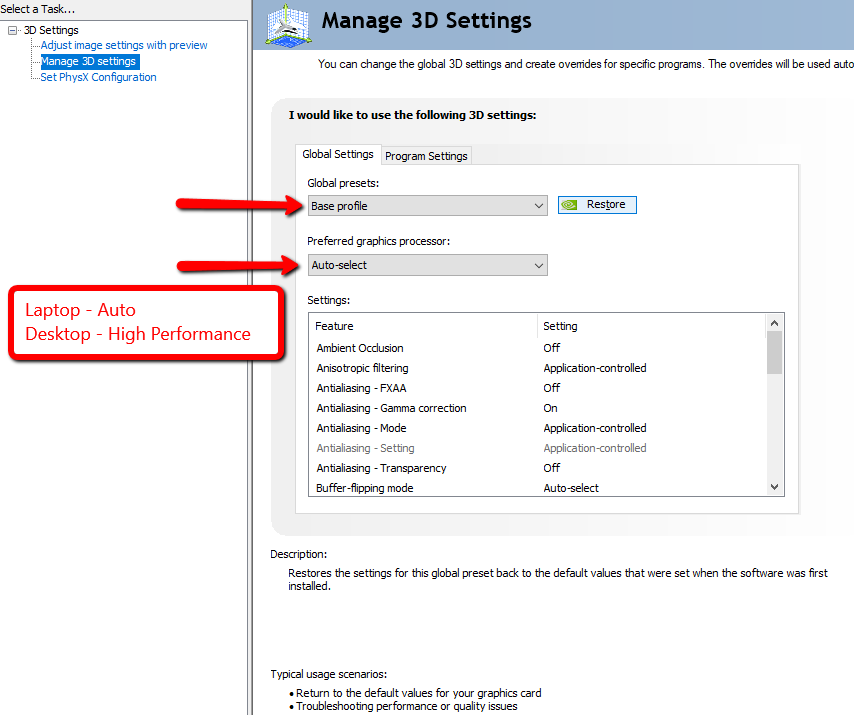
Format is as below:
Nvidia Quadro M3000M (Mobile chip)
Best/Most Stable Drivers - 391.33
Driver Settings/Profile - Base Profile
Program Specific Settings - Base Profile
Issues:
X8,X9 - Rock solid
2017 - Slow Right click on First Launch of session
2018 - Don't use (I found it very unstable)
2019 - Dialog in Modualworks Operations(advanced 5x paths) is supper laggy and font appears distorted until mousing over screen.
-
1. Turn it
2. Put a grooving Bar in your mill and use it as a fly cutter
3. What others have suggested
-
This is cool for all us fanboys
https://www.businesswire.com/news/home/20180613005933/en/Mastercam-Sets-New-CAM-Industry-Milestone
-
4
-
-
Mazak EIA sometimes is not setup very well out of the box, there are a lot of parameter changes that tell the G-code which Mazatrol parameters to use. (IE use Mazatrol wear comp or eia wear comp.
The best way I have come across is setting the machine up so that Tool and WPC are used on the Mazatrol side, Extended work offsets can be used any time by calling G54, G55, etc.
I also have customers who use Mazatrol as main program and EIA sub's for each path, as using EIA Restart on Mazak is about 12 button presses.
-
sounds like Compatibility setting is not set?
-
Nothing wrong with windows 10, Its a solid OS, likely the best Microsoft ever made.
There are however a lot of things to dial in. You have to remember OS software is made to work on every pieces of hardware configuration world wide(within limitations) so you can see there may or may not be issues.
95% of PC issues are due to setup, most people install OS a few drivers and expect everything to work 100%, sorry to break it to you but not likely not going to happen. PC's require some basic know how and a little time to set up, and some common sense.
Aside form my main Precision Laptop I use to run my business I have a 7 year old tower with an AMD gaming card that runs Mastercam like a champ, on windows 10 in 3440x1440, Zero issues it's a little slow at generating large 5x or surfacing paths but it's a good example of what the hardware is capable of if you keep control of the xxxx you install on a PC, and do a little maintenance. I even game on thing the latest and greatest games at medium settings with 40_ FPS full screen.
Ive installed MCX on brand new PC where the specs blow it out of the water, but it turns out to be a $4-5k turd because they installed some BS software to make the lights change colors, or some bloatware music service with 400+ dubious "services" or browser plugins, among other stupid xxxx people do.
I do agree with GCode about deferring updates, as its Microsoft is pushing out "Public beta, or PC1 in MC terms as you will.
My 2 gripes with W10, is when it does update I have to spend some time to redial a few things in as Microsoft will reinstall the xxxx I've stripped or turning off, and you have minimal control of when it updates, always seems to be when I'm booting up at a customer or "I need to check something quick"
There are a million resources for how to properly install and setup a PC OS, the main one I've used tweakhound.com for forever and his strategy of setting up a box is to make it fully functional but streamline it.
-
1
-
-
try to merge the part into a fresh file. you will have to redo toolpaths but it might save your geometry.
-
2 hours ago, Alex Dales said:
You might be able to accomplish this with one_rev and manually adjust the limits in pcoutrev.
Not exactly but you gave me an idea that worked a treat, Thanks Alex
I ended up putting similar logic in Toolplane positioning.
pxyzcout0 #Toolplane Positioning xabs = vequ(x$) iout = vequ(i$) if cuttype = 2 & rot_on_x = two & vmc, c$ = -atan2(vtoolx$,vtoolz$) if rot_on_x = two, csav = -c$ else, csav = c$ while csav >= 180 #added from here [ csav = csav - 360 ] while csav < -180, [ csav = csav + 360 ] #to here-
1
-
-
Thanks Ron I appreciate the input
The A travel total in mach def is not used for any calculation in MPmaster as its just used as a error check msg, and used for unwind logic.
I know re-ordering operations will give different results, but in real world application you have to have flexibility, Also if you don't have an A0 (top) operation between front/back post outputs to keep going in the same direction, +90 then +270, or -90 then -270.
-
Any ideas where I should alter MPmaster so the post only output +/- 180 Degree on A axis.
I've tried messing with some of the calculations as well as machine/control def setting with mixed results.
tyia
Ray
-
2017 - 1:11.8
2018 - 1:17.49
With average processes running in background
Dell M7710
i7-6820HQ
32Gig Ram
Samsung 960 Evo M2 SSD
-
machsim not tied to the post is verify with machine models, has its uses but is limited
-
6 minutes ago, jeff said:
CNC said they were going to do a comparison benchmark, but that was a few months ago and haven't heard from them since.
I wont hold my breath 😉
-
 1
1
-
-
55 minutes ago, jeff said:
Treadripper has the highest single core speed? I'm 99% sure Intel holds that title.
The Threadripper would blow away Intel in areas like encoding, rendering, etc... But in Mastercam I would stick with the fastest Intel you can afford.
And don't forget about FAST ram. Don't just slap in 2400Mhz ram, get 3600Mhz or so, the difference is noticeable.
i know intel core speed is faster, was curious if the extra cores and cache would offset the clock difference resualting in a net gain. Could be faster for stock models and opti/modulworks paths but defiantly slower in legacy surface.... 2D who cares regen is negligible
Ram/ssd/gpu will be top end for budget.
-
1
-
Repeat without transformation
in Industrial Forum
Posted
Use a macro variable and to jump over those one time FMS commands in you G65 call program.
Or make A B as subs and have one time commands in "main" than run a or b, or a and b based on operator requirments.
Could also use basic logig with a variable set to 0 or 1(on/off)
A hundred diffrent ways to this safely and with check conditions