Werktuigbouwer
-
Posts
56 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Werktuigbouwer
-
I use MPMASTER POST and an alarm occurs.
Werktuigbouwer replied to kindb's topic in Post Processor Development Forum
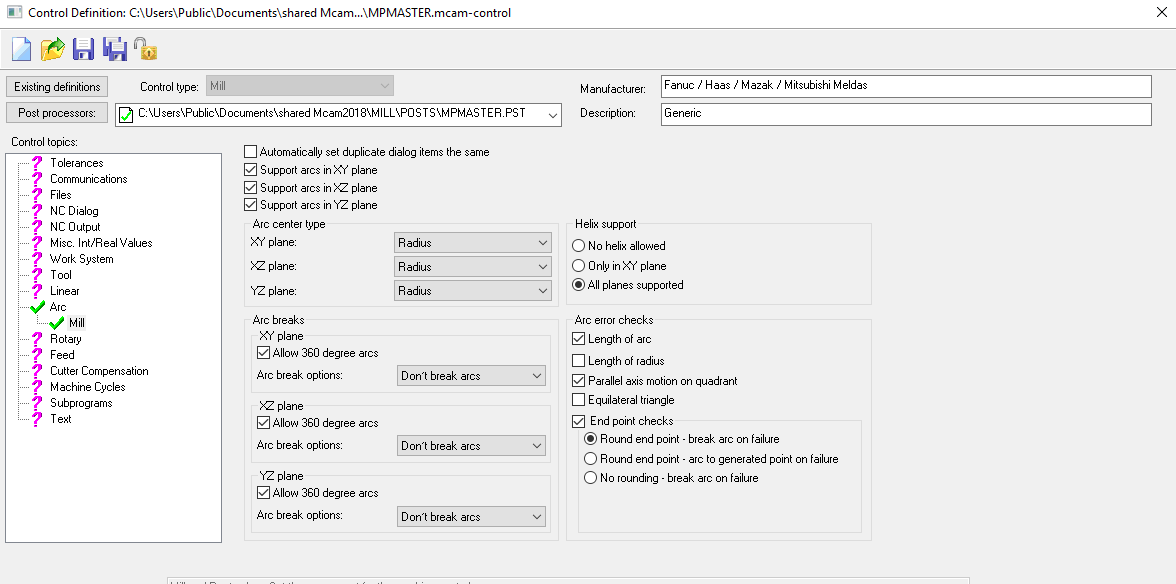
When using a fresh MPmaster post, I had to set the control definition (I opened this from the machine definition) to the following settings on the arc page: This resulted for me in the code below: G41 D16 X-204.707 Y201.172 F300. X-147.078 Y143.543 G03 X-143.543 Y147.078 R2.5 G01 X-201.172 Y204.707 G40 X-202.869 Y203.01 G00 Z99.51 Which does not show the 0.001 difference where you we're talking about and i guess it should work on you're machine. May by it helps.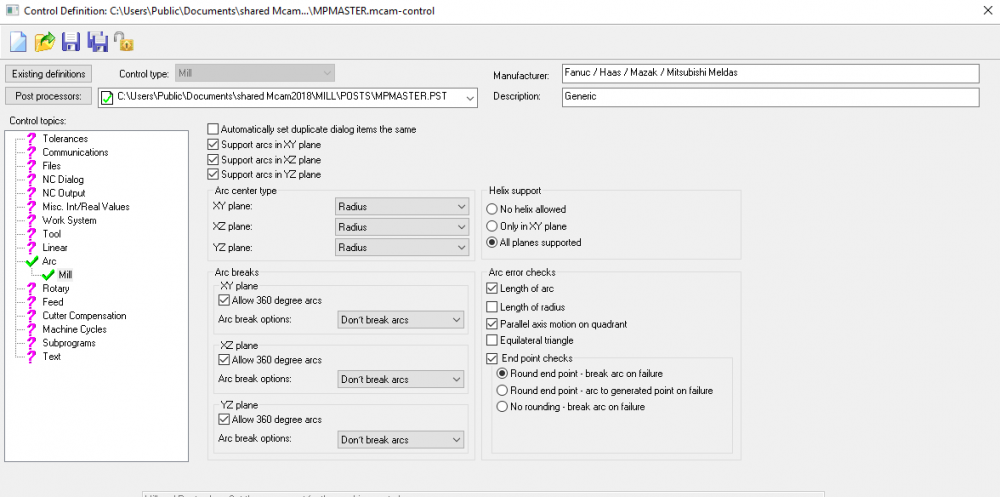
-
lathe tool inspection
Werktuigbouwer replied to Rocketmachinist's topic in Post Processor Development Forum
The coolant is probably not starting because using CoolantX. My work around is as follows: ptool_insp #Tool inspection point #Modify following lines to customize output for tool inspection points #Shut down coolant, M00 does not work on Fagor control if posttype$ = two, #Lathe tool inspection point [ if all_cool_off, [ #all coolant off with a single off code here if coolant_on, pbld, n$, sall_cool_off, e$ ] else, [ local_int = zero coolantx = zero while local_int < 20 & coolant_on > 0, [ coolantx = and(2^local_int, coolant_on) local_int = local_int + one if coolantx > zero, [ coolantx = local_int pbld, n$, scoolantx, e$ ] ] ] pbld, n$, "M05", e$ #stop spindle sopen_prn, no_spc$,"MSG", no_spc$, '"', no_spc$, "TOOL INSPECTION POINT", no_spc$,'"', no_spc$, sclose_prn, e$ if prmcode$ = 29999, #Only output tool insp comment if one was entered with this insp point [ sparameter$ = ucase(sparameter$) pbld, n$, *sm00, sopen_prn, sparameter$, sclose_prn, e$ ] else, pbld, n$, *sm00, e$ #Output just the stop if no comment sopen_prn, no_spc$,"MSG", no_spc$, '"', no_spc$, stoppcomment, no_spc$,'"', no_spc$, sclose_prn, e$ #added 24-4-2018 opperation comment on screen pbld, n$, *t$, *tloffno$, e$ #Restate tool number #pbld, n$, pfsgplane, e$ #Restate plane code pcss # Output programmed CSS # Restart spindle #prpm # Output programmed RPM #Restate spindle, removed 24-4-2018 prv_feed = c9k #Set prv_values to c9k to force them out with next moves prv_gcode$ = c9k prv_workofs$ = c9k #Restore coolant 2019-02-06 JHM if coolant$, prv_coolant$ = c9k #Restore coolant 2019-02-06 JHM local_int = zero coolantx = zero while local_int < 20 & coolant_on > 0, [ coolantx = and(2^local_int, coolant_on) # if coolantx > zero, [ coolantx = local_int pbld, n$, *scoolantx, e$ ] local_int = local_int + one ] ] else, #Mill tool inspection point pbld, n$, *sm00, "(TOOL INSPECTION POINT - POST CUSTOMIZATION REQUIRED)", e$ Hope this will help. -
tool inspection
Werktuigbouwer replied to Rocketmachinist's topic in Post Processor Development Forum
To generate G96 line of code change prpm to pcss -
How is the tool defined at the machine? With older controls i program a tool definition. If a radius is inputted there it can explain the error. Try setting the radius of the tool to zero. If it still does not work try to add RL to every CP Line. Tomorrow i try to add a working example.
-
In the Okuma control G71 is a canned threading cycle. It will probably not feed because the encoder is not reading the start position. At my company we use just a macro program, something like: (Broaching program) N1 (ACTIVATE VARIABLES) V1 = 1.475 (START VALUE X) V2 = 0.75 (START VALUE Z) V3 = 1.6 (END VALUE X) V4 = -1.0 (END VALUE Z) V5 = 0.002 (DEPTH OF CUT ON DIAMETER) V6 = V1 (DEPTH COUNTER) X20. Z20. T0101 G50S500 G94 M5 M19 N1111 G00 X=V1 Z=V2 G00 X=V6 G01 X=V6 Z=V4 F13.0 (INSERT FEED HERE) G00 X=V1 G00 X=V1 Z=V2 IF[V6 EQ V3] N8888 V6 = V6-V5 IF[V6 GT V3] N1111 V6 = V3 GOTO N1111 N8888 G95 X20. Z20. M2 Be aware that I have not tested this program. This is a derivative of a program that we use, for more complex shapes.