LucasGC
-
Posts
146 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by LucasGC
-
Did you ever have to change your mcam tolerance to match your post tolerance? the standard units match, but metric has different values. I asked them about this and why this was and just got the reply that different machines work differently and this is a common 5 ax post for all, i just don't know what the advantage of having different tolerance values would be between post and mcam. Was also told the tangency equation is proprietary, and i'm guessing so is minimum arc radius - bummer... Does anyone know if there is a way to tell mcam to break arcs into lines during toolpath creation in non-major planes? I would like to do this because i think it will give me a closer representation of what the post will look like
-
Hey, thanks. No worries, i think the most of the problem was that the tolerances weren't the same between mcam and post. I didn't know if i should be able to make arcs in other planes, so it's good to know i can't and that they will definitely be split into lines. this explains the jagged steps, it was just not what i was seeing in mcam. I am a bit confused about what i'm seeing in mcam vs what i post out and what i would see in cimco edit. If i have my tolerances the same as in the post, then other than my arcs in non-major planes and c unwinds shouldn't i be seeing the same thing? I'd also like to know some things about the geometry the machine can handle, this will be my next email. such as, what's the minimum size radius the machine can run through before slowing down, and if i have my tangency factor set to 10, what should i set my break angle to to avoid sharp corners
-
So it's jittery because the post only creates arcs in the major planes. are all 5-ax machines like this?
-
I agree, i was very disappointed with this response. And they sure never said anything about changing this tolerance value. I emailed them saying I was going to change it hoping for a 'oh yes it should have been that way to begin with' or 'well that might cause problems with something else' - but more or less just got an 'okay'. This changed helped a lot, thank you. it does still studder step a little bit, which is strange to me since it's just a roughing toolpath. I'm thinking I still want the cimco for the convenience, and it still seems to me the post is breaking down the toolpath smaller than what i'm seeing on mcam - why else would there be studder steps where I'm seeing smooth curves? when i backplot i see the curve only having two points, which makes me think it's an arc, but i guess it could be a spline. Anyway, much better, could be a little better thanks a ton
-
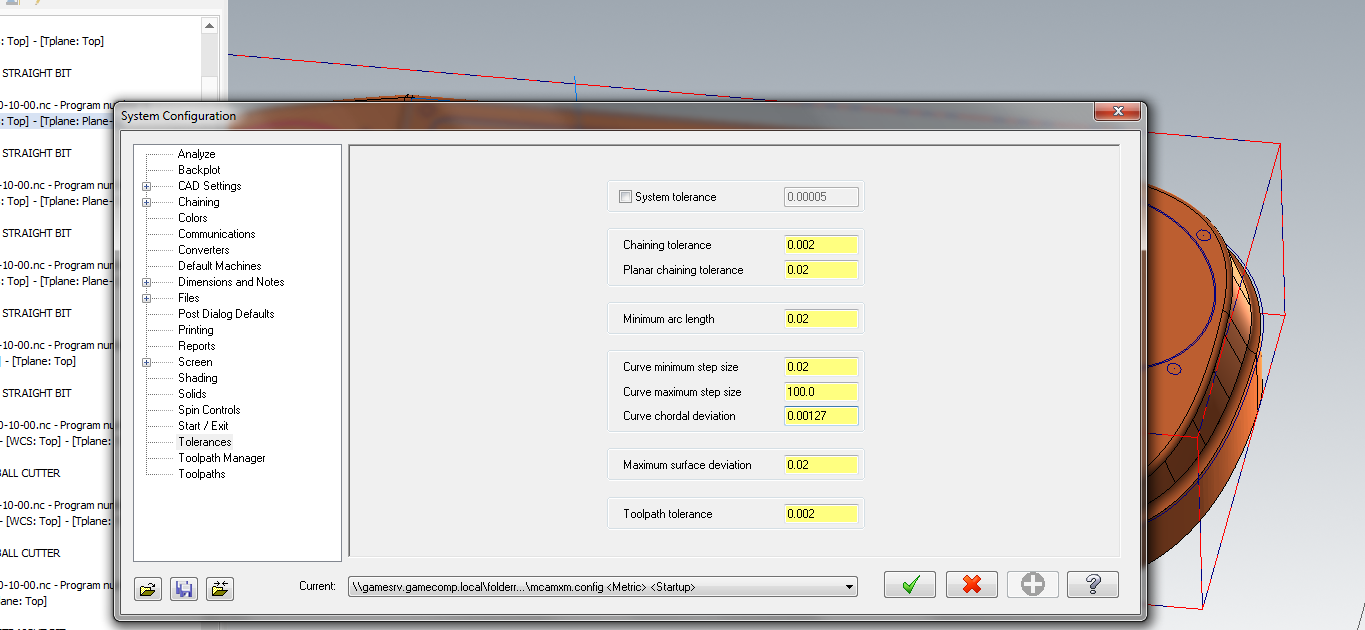
oh shoot, was looking in mcam config - now i see you're in control def. Thanks, will try this now.
-
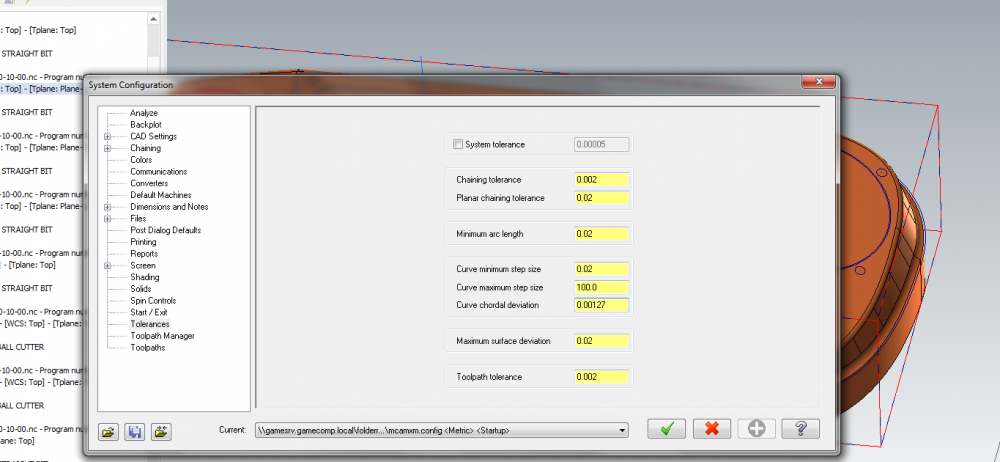
Husker thanks so much, how did you go about finding this? I feel like i have googled every question to this and have not found an answer like changing chordal deviation. Unfortunately, it didn't help. I changed it from .02 to .00127, which was the default on the post. My tolerance page does look slightly different, and my curve chordal dev does not say 'used in post' like yours does, but i'm sure it still is. Next i will go through my post and see if i can set any of the other tolerances in mcam to the post tolerance value. Just got another email saying 'every customer experiences this and has to learn what settings work best' Is this not a matter of setting the tolerance in mcam to be the same as the tolerance in the post?? Do i absolutely need cimco edit do guarantee that my toolpaths will run smoothly?
-
Yeah, so is it possible that I have a smooth 3d arc in mcam and then my post breaks it down into non-smooth lines?
-
I've been emailing, nothing about the control yet. They sent me back a cimco edit picture of my toolpath after it posts, and the curves are very jagged. First of all upset I don't have cimco Second how the heck what
-
that last post has a video file too as a demonstration for how SLOW it is I'm cutting foam, i need this thing flying through it fnasdgnfasganga
-
Man I'm still having problems getting this thing to move smoothly... Was using the parallel stepover toolpath for pocket cuts because the high speed creates more complex toolpaths and generates slower motions, thought I had figured out the filtering a little better so I went back to try the high speed again. Same problem except now I know my toolpaths are smooth the machine just isn't having it. agnuagiagasernjernqrjnq IMG_0568.3gp
-
Thank you, I did not know this! I started over because i've already cut one of these and now I just need to optimize it. I created surfaces from my original solid to get only the surfaces I needed, and then converted those back into a solid. However, the edges of my solid are already broken into tiny segments, so when I go to curve one edge i have to pick each little segment. I can curve all edges, but the break angle is grayed out. I can then create a spline from curves, which has the sharp corner smoothing, but gives bad results with this enabled. Would you suggest to not create curves on the edges at all and just use the solid edges?
-
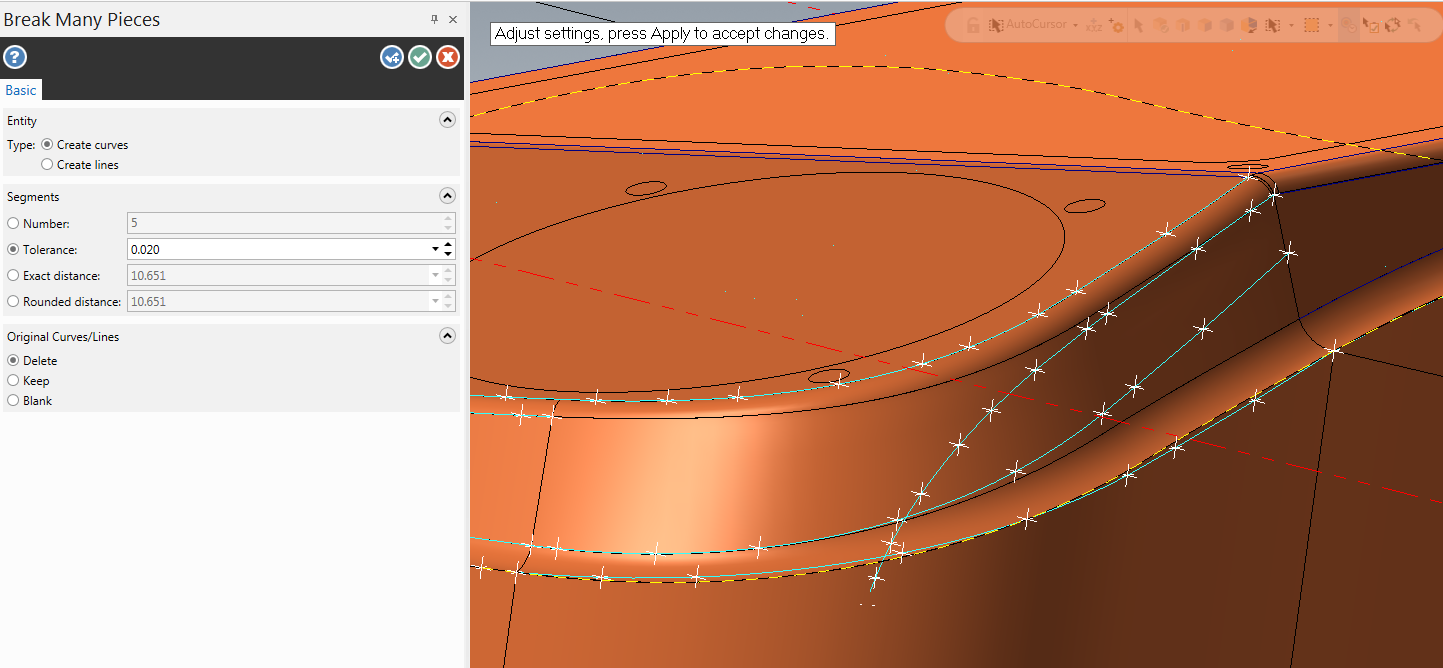
for the boundary curves? I've tried a couple, the first set was curve from edge splines that were refitted, the second was those same splines broken many into lines with a .1mm tolerance, they didn't 'lie on plane' so i couldn't break into curves
-
for the operation or in my mcam settings? GB1-3920-10-00.mcam
-
surface
-
Also I'm in metric
-
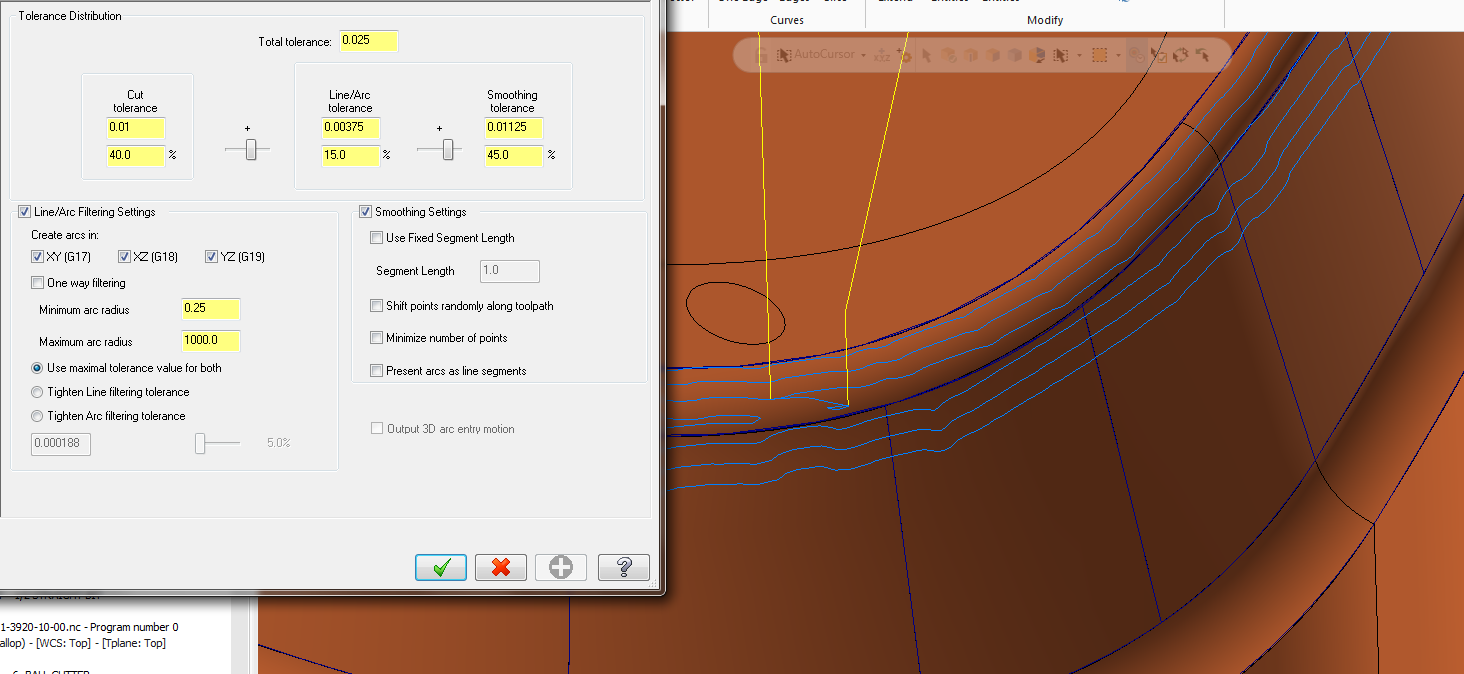
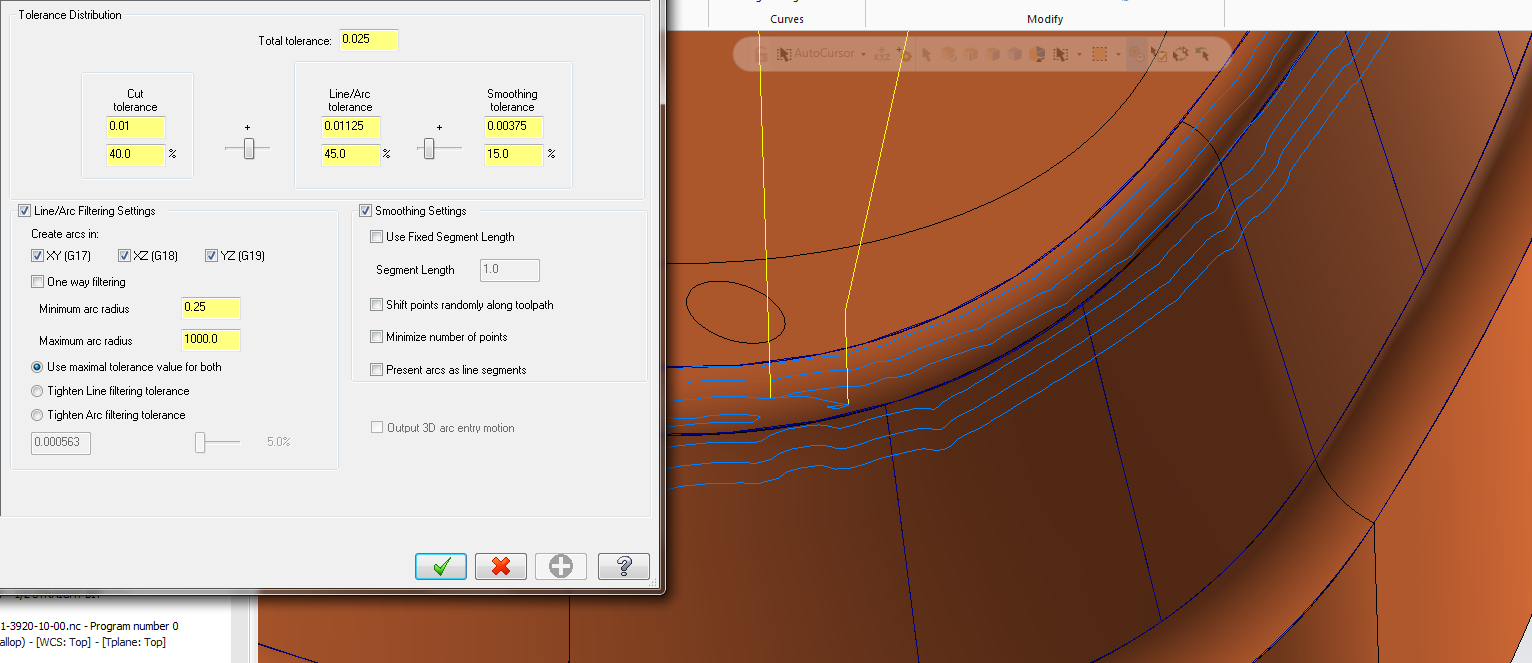
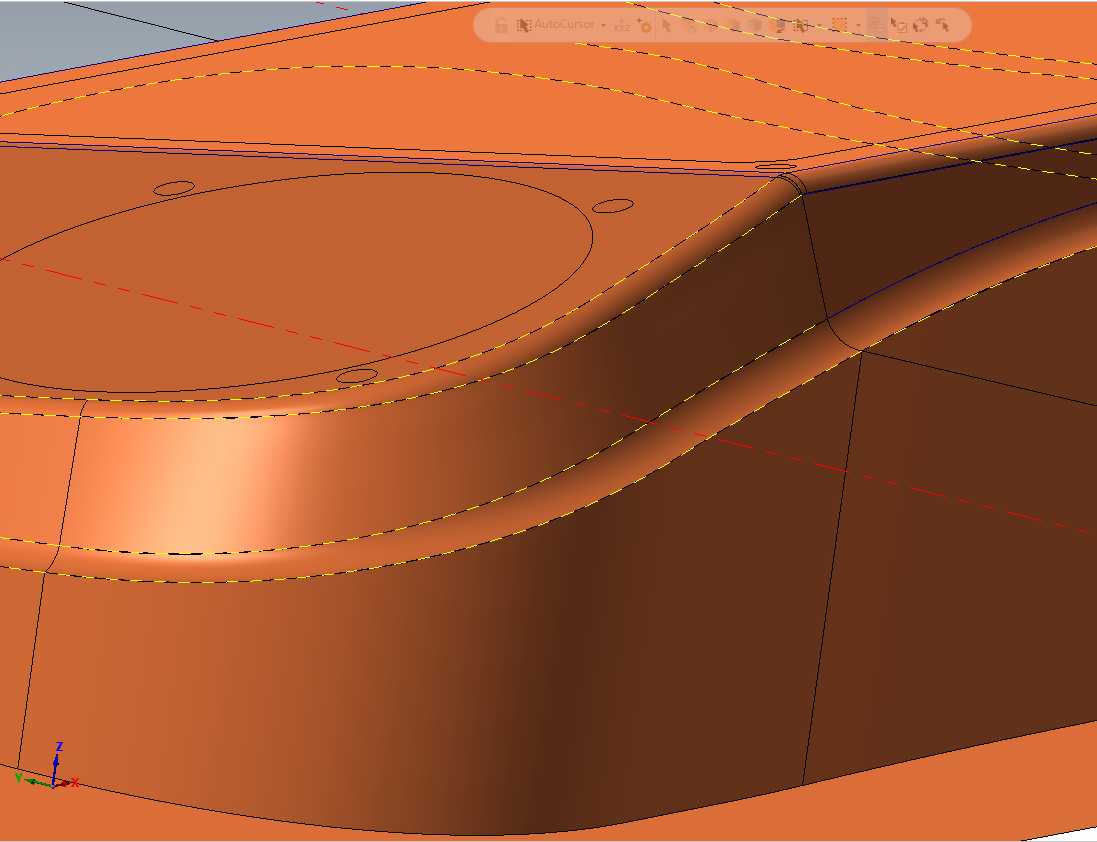
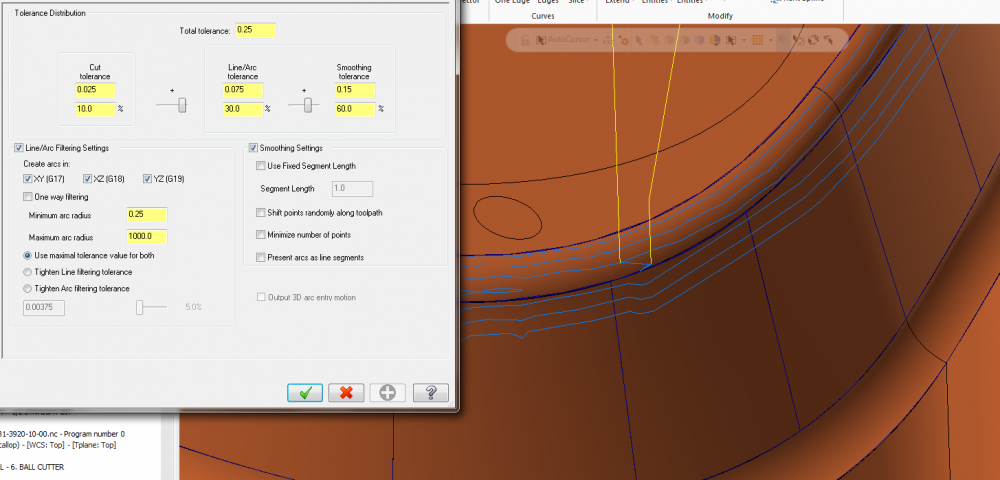
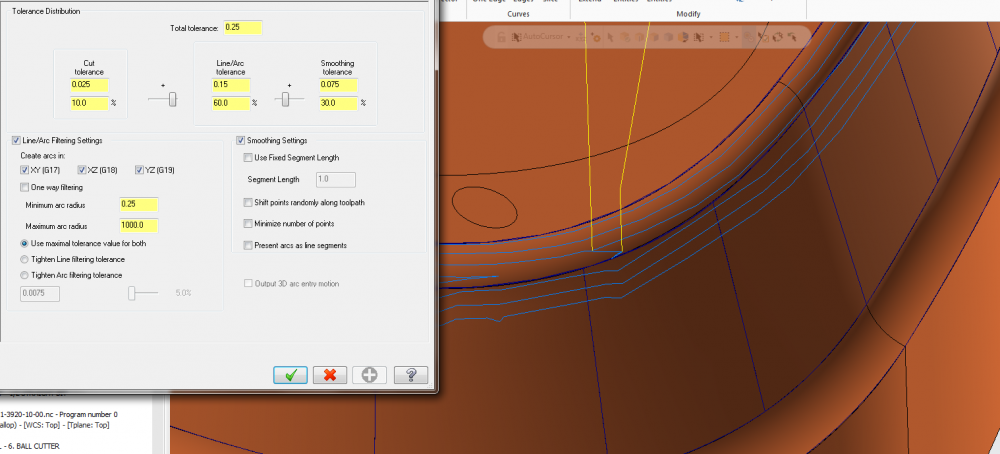
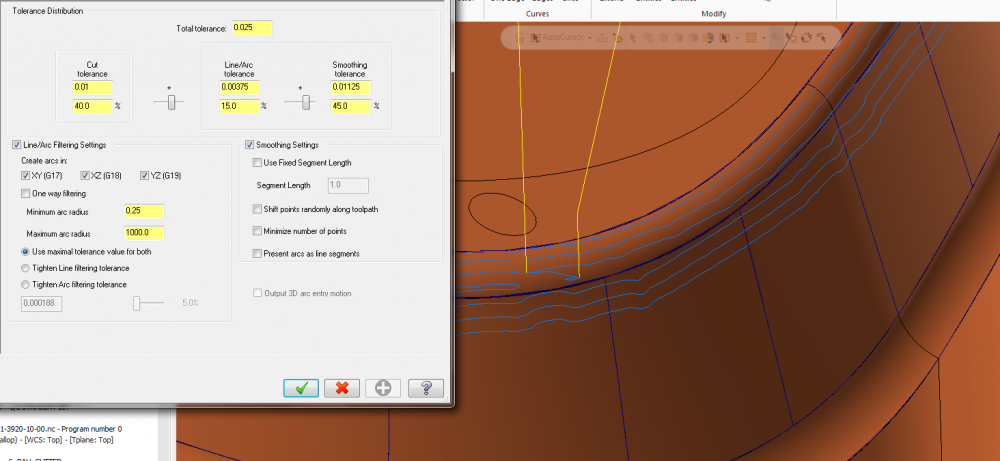
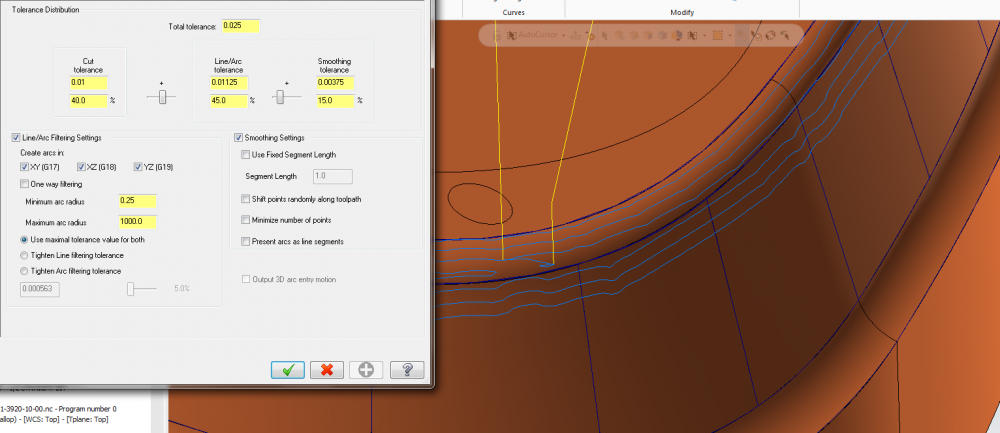
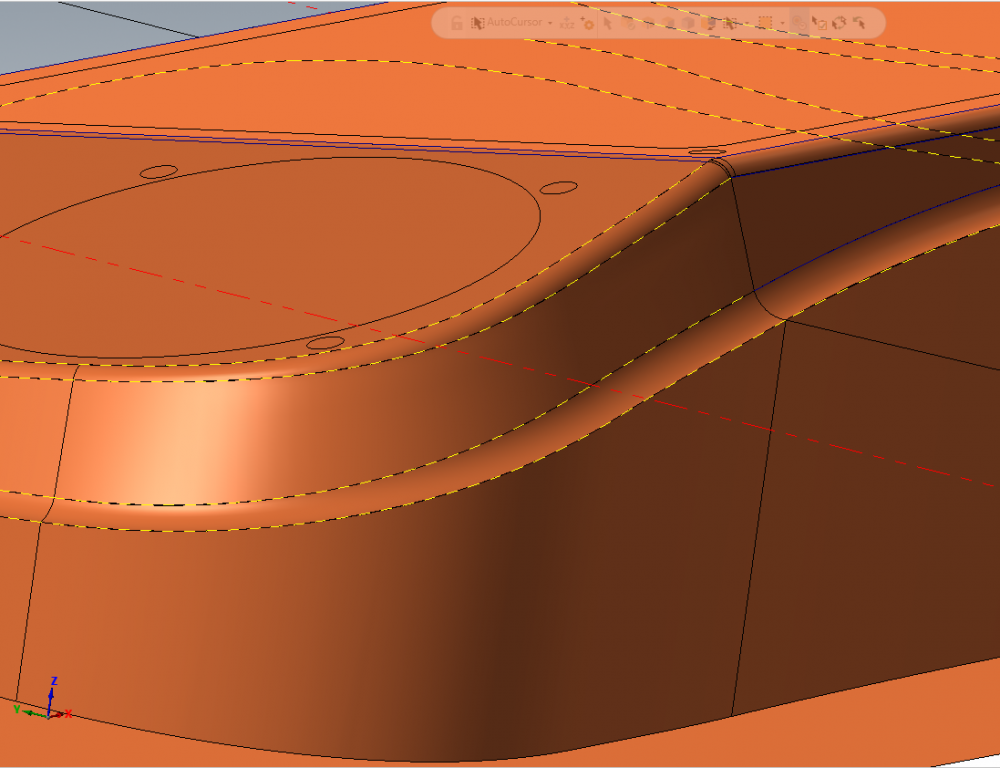
Hi All, This is probably my third or so post about arc filter / tolerances. I just can't figure it out and it's getting frustrating. I have this part right now that I just want to get a fillet with minimal passes, the scallop height doesn't matter. If I could just make 4 contours that run smoothly along the fillet that would be great, but right now I am using the scallop tool, and have so many wavy lines and random small cut paths. I was hoping I could smooth it out with the filter page but I've tried so many options and I don't know how to get what I want. Could someone take a crack at this and show me their ideal settings? Would appreciate thx
-
4 years -
-
Thanks, I have a Thermwood and I've been told to give it lots of code, so I'll have to try that. I wonder what difference this would make on a 3 to 5 ax conversion - after filtering the toolpath in the 3d scallop, then adding max step to the 3 to 5 would break it back down
-
Hi all, Was hoping for more of an explanation for this option. I've been using it with distance 5(mm) and it's helped the transition but I'm not sure what it affects. Does this mean that the movement it takes to get to the next angle is spread out over 5mm? Or is it averaged every 5mm and blended? Does this change the tolerance at all? Any extra info on this option would be appreciated Thanks
-
tried that, tried going even smaller - .001mm no change
-
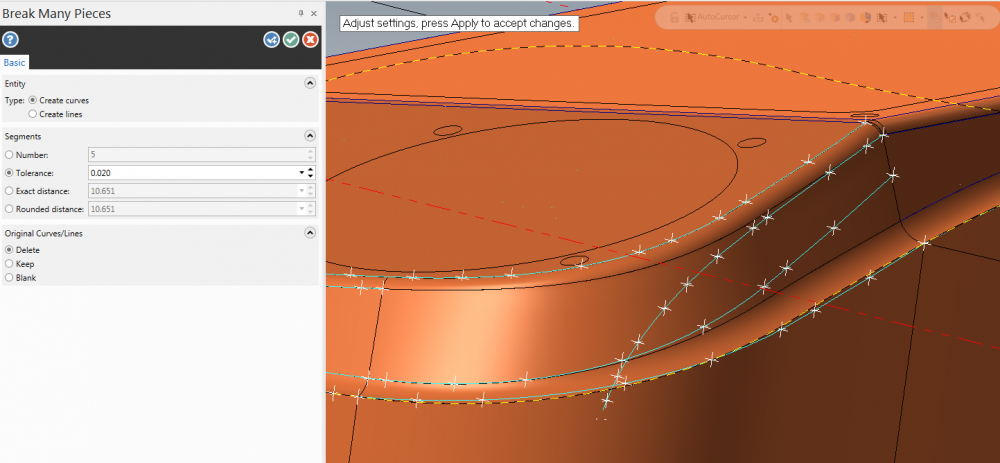
Hi friends, I've been struggling with smoothing out my geometry, whenever I go to break a spline into arcs by tolerance the new curve is much further off the old curve than the tolerance should allow. When I do it with the break into lines option it breaks it along the curve, but I am unable to change the tolerance this way. I've tried it both before and after I've refit the spline, both with the same result. Could someone look at this and show me a way to break it into arcs? Also I've not been able to see a clear result from the 'simplify spline' feature if someone could provide a reason why this might not be working? GB1-3920-10-00.mcam
-
I've tried all the feed rate modes - g93-96 - with no luck I have my acceleration set to default G800 And my tangency is now back to default 1 - playing with this I found that no matter the value it always stops at the points, but with a higher value it slows down further before it reaches the point. IMG_0561.3gp
-
I'm going one way at the angle I am going because the material I am cutting is aramid honeycomb. I don't want to zig-zag because a big stepover while in the material could stretch/distort it. I am machining at the angle I am because it pushes the material down toward the vacuum board, which is nice because the only thing holding the honeycomb is a piece of paper vacuumed to the top. Contacted Thermwood and sent a file, just thought I would get input from two sources and try everything.
-
So at this point I've got my toolpaths pretty minimalized, very few points. However my machine is still slowing down at each of these points, it's like the tangency factor isn't working. Would someone like to look at this part and give me some ideas for optimizing? Again, I'm happy with the points along my toolpath, just looking to speed it up. Changing feedrate doesn't seem to help, might be an acceleration problem but I have it set to default G800. Specifically, on the 3d curve toolpath it almost stops at every point, and the lead in/lead out curve is broken into lines as well, is there a way to break it into one smooth curve with two points? Any help is appreciated. Thanks GB1-5314-10-02 Lower.mcam GB1-5314-10-02 Lower.nc GB1-5314-10-02 Lower T4.nc
-
Found the problem, had been selecting the bottom of the part as the floor surface instead of creating a surface that extends past the bottom of the part.