





shazam/TPP
-
Posts
510 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by shazam/TPP
-
-
just a heads up, Stock model does not compensate correctly for a 2d contour using "control" for your tool diameter offset. if you use computer or wear, it'll work fine.
-
after reading the topic, i thought this was JB.

-
looks like google chrome does not have this option yet. switch to firefox
-
If memory serves me right, there is no X+ for X4 lathe just mills
-
I noticed this and sent it in to qc and MC is looking for the "art" tool bars and you don't have art you receive this error.
this is their response:
Hi Mike.To re-iterate on what Deb said:
You are getting those errors because you do not have Mastercam Art installed on your system.
The File table is looking for Art commands and not finding them.
Those errors are nothing to worry about.
Rob Peirolo
Q.C.
CNC Software
-
Not sure in google chrome but in firefox, it's under print, then page setup. maybe chrome has a similar tab, settings?
-
do you have print background activated in your browser?
-
Just to let everyone know
I am able to duplicate the issue and have logged it as Bug #cnc00109025.Thank you for sending this in,
Dustin Peirolo
Quality Control
CNC Software, Inc.
-
great topic with a lot of useful tips

-
have it checked already, will report with qc
-
i have a facing op, then a 2d dynamic core, i then finish the outer profile with a 2d contour using control compensation. code is fine, backplot is fine. what i tried doing at that point is a stock model and select those three ops to compute the stock model and it looks good until i select the 2d contour. it won't compensate for half the end mill.
-
just a standard contour, with a 3/4 end mill. it doesn't compensate for half the tool but when i switch to wear or computer it works fine.
-
so stock model will not compensate the tool properly if you use control (don't want to get in the control vs wear debate),
anyone else see this.?
-
What software are you using to send/receive?
-
OK thanks, I'll try it that way for a few hours and see if I get the warm fuzzy feeling. I have a feeling it will basically be faster with it on but the flashing does drive me nuts.
More madness yet to come..................
also in the system config, you can change the color of the "highlight" to something better suited for your eyes.
-
Didn't they get caught for that being a pirated version? I read something on the BSA site a while ago. It was one of the chopper show places anyway.
i believe that was Jessie James and west coast choppers.
-
^^^ no foolish requirements (as9100, nadcap....etc...) so the smaller shops with the skill level were making these. a lot of capable shops but don't want to deal with the red tape, and bureaucracy. jmho

-
 1
1
-
-
Whatever you do, don't listen to the Vericut guys. With all do respect, they don't know $#!+ about the product.
 and I mean it.
and I mean it.
 oh boy this is going to get interesting.
oh boy this is going to get interesting. -
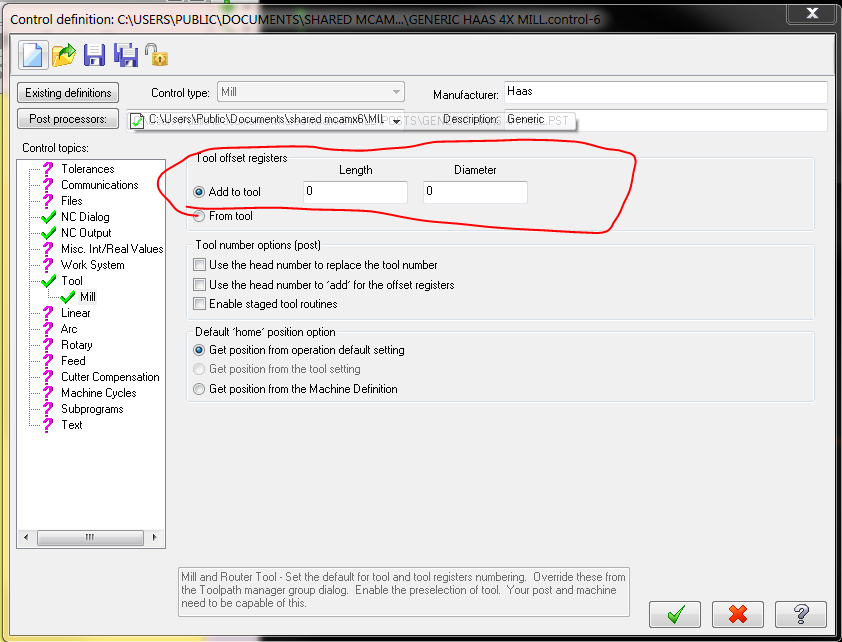
Neurosis, what if you set your control def>tool> to from tool, it'll then ask you to reload your mach def, then go to toolpaths> tool manager> select tool you want to change, change your h and d value, it will then ask you to apply to all ops using this tool, say yes and repost. i just tried it and it worked for me. hth
-
just thinking there maybe a corrupt file. i had some weird stuff happening in X5, i dumped it and downloaded it again, installed it and then it was fine, cleared up the issues i was having. did you download this from MC website? i always wait a couple days now to download less internet "traffic". i know it's a pain to do that but worth a shot you know when you're less busy
.gif) hth
hth -
never mind Bill posted already
-
in your control def under "toolL >mill do you have the length and the diameter set to zero?
if so then i would uninstall X6 and do a fresh install.

-
I completely started over with new posts (mpmaster) with X5. I do all of my post mods in FreeBSD using Meld for comparing and making necessary changes. It is very fast to see differences and make the necessary changes without changing the things that you do not want changed.
The only post that I have done a significant amount of complicated changes for is our Mori. I have added a bunch of logic for spindle probing routines.
Now one thing that I have not tried, is to use a default post that comes with Mastercam and see if it has the same issues. I have always used MPmaster posts.
The code that you see posted in my very first post of this thread, was posted using the brand new version of MPmaster for X6. I am creating a new post for our new machines and started with a fresh X6 MPMaster.
it would be interesting if you would post using the generic (not modified) X6 MPmaster and a generic mastercam X6 post and and see if that changes anything. Maybe an InHouse post issue. just trying to help narrow things down.
-
Rick,
I have been fighting with this issue since X2. Going back to X5 will not help.
have you just been updating your post since X2? maybe you've had a crappy post from the get go, just a thought.
17-4ph
in Industrial Forum
Posted
+1000000