Matt Berube at Ferron Mold
-
Posts
1,467 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Matt Berube at Ferron Mold
-
 There is no B rotation in this program but I kinda expected it to post a B0 on this line: N160 G00 G17 G90 G54 X-4.5691 Y1.4999 S850 M03 Should I force that output or not worry about it? O0000 (Makino Post Test 1) (MAKINO A-61) (MACHINE GROUP-1) (MCX FILE - S:\MCX\MAKINO\MAKINO POST TEST 1.MCAM) (PROGRAM - Makino Post Test 1.NC) (DATE - DEC-07-2017) (TIME - 10:50 AM) (T54 - 2.00 ISCAR INS MILL - H54 - D54 - D2.0000" - R0.0300") (T15 - .500 CARB FIN. MILL - H15 - D15 - D0.5000") (T9 - 1.125 CHAMFER MILL *.625 SM.DIA.* - H9 - D9 - D1.0440" - R0.0200") (T2 - .250 CTR DRILL - H2 - D2 - D0.2500") (T4 - .159 DRILL NUM21 - H4 - D4 - D0.1590") (T50 - 10-32 TAP - H50 - D50 - D0.1900") (T36 - 1.00 B BAR - H36 - D36 - D1.0000") (OVERALL MAX - Z2.) (OVERALL MIN - Z-.5) N100 G00 G17 G20 G40 G80 G90 N110 G91 G28 Z0. N120 (COMPENSATION TYPE - COMPUTER) N130 T54 M06 ( 2.00 ISCAR INS MILL) N140 (MAX - Z2.) N150 (MIN - Z0.) N160 G00 G17 G90 G54 X-4.5691 Y1.4999 S850 M03 N170 G43 H1 Z2. T15 N180 Z.1 N190 G94 G01 Z0. F20. N200 X3.5691 F11.5 N210 X3.575 Y.5 N220 X-3.575 N230 Y-.5 N240 X3.575 N250 X3.5691 Y-1.4999 N260 X-4.5691 N270 G00 Z2. N280 M05 N290 G91 G28 Z0. N300 M01 N310 (COMPENSATION TYPE - WEAR COMP) N320 T15 M06 ( .500 CARB FIN. MILL) N330 (MAX - Z2.) N340 (MIN - Z-.5) N350 G00 G17 G90 G54 X2.5 Y-2.3 S4000 M03 N360 G43 H1 Z2. T9 N370 Z.1 N380 G94 G01 Z-.25 F50. N390 G41 D2 Y-2. F100. N400 G03 X2.25 Y-1.75 I-.25 J0. N410 G01 X-2.25 N420 G02 X-2.625 Y-1.375 I0. J.375 N430 G01 Y1.375 N440 G02 X-2.25 Y1.75 I.375 J0. N450 G01 X2.25 N460 G02 X2.625 Y1.375 I0. J-.375 N470 G01 Y-1.375 N480 G02 X2.25 Y-1.75 I-.375 J0. N490 G03 X2. Y-2. I0. J-.25 N500 G01 G40 Y-2.3 N510 Z.1 F50. N520 G00 X2.5 N530 G01 Z-.5 N540 G41 D2 Y-2. F100. N550 G03 X2.25 Y-1.75 I-.25 J0. N560 G01 X-2.25 N570 G02 X-2.625 Y-1.375 I0. J.375 N580 G01 Y1.375 N590 G02 X-2.25 Y1.75 I.375 J0. N600 G01 X2.25 N610 G02 X2.625 Y1.375 I0. J-.375 N620 G01 Y-1.375 N630 G02 X2.25 Y-1.75 I-.375 J0. N640 G03 X2. Y-2. I0. J-.25 N650 G01 G40 Y-2.3 N660 Z.1 F50. N670 G00 Z2. N680 M05 N690 G91 G28 Z0. N700 M01 N710 (COMPENSATION TYPE - WEAR COMP) N720 M08 N730 T9 M06 ( 1.125 CHAMFER MILL *.625 SM.DIA.*) N740 (MAX - Z2.) N750 (MIN - Z-.13) N760 G00 G17 G90 G54 X2.772 Y-3.0409 S2000 M03 N770 G43 H1 Z2. T2 N780 Z.1
There is no B rotation in this program but I kinda expected it to post a B0 on this line: N160 G00 G17 G90 G54 X-4.5691 Y1.4999 S850 M03 Should I force that output or not worry about it? O0000 (Makino Post Test 1) (MAKINO A-61) (MACHINE GROUP-1) (MCX FILE - S:\MCX\MAKINO\MAKINO POST TEST 1.MCAM) (PROGRAM - Makino Post Test 1.NC) (DATE - DEC-07-2017) (TIME - 10:50 AM) (T54 - 2.00 ISCAR INS MILL - H54 - D54 - D2.0000" - R0.0300") (T15 - .500 CARB FIN. MILL - H15 - D15 - D0.5000") (T9 - 1.125 CHAMFER MILL *.625 SM.DIA.* - H9 - D9 - D1.0440" - R0.0200") (T2 - .250 CTR DRILL - H2 - D2 - D0.2500") (T4 - .159 DRILL NUM21 - H4 - D4 - D0.1590") (T50 - 10-32 TAP - H50 - D50 - D0.1900") (T36 - 1.00 B BAR - H36 - D36 - D1.0000") (OVERALL MAX - Z2.) (OVERALL MIN - Z-.5) N100 G00 G17 G20 G40 G80 G90 N110 G91 G28 Z0. N120 (COMPENSATION TYPE - COMPUTER) N130 T54 M06 ( 2.00 ISCAR INS MILL) N140 (MAX - Z2.) N150 (MIN - Z0.) N160 G00 G17 G90 G54 X-4.5691 Y1.4999 S850 M03 N170 G43 H1 Z2. T15 N180 Z.1 N190 G94 G01 Z0. F20. N200 X3.5691 F11.5 N210 X3.575 Y.5 N220 X-3.575 N230 Y-.5 N240 X3.575 N250 X3.5691 Y-1.4999 N260 X-4.5691 N270 G00 Z2. N280 M05 N290 G91 G28 Z0. N300 M01 N310 (COMPENSATION TYPE - WEAR COMP) N320 T15 M06 ( .500 CARB FIN. MILL) N330 (MAX - Z2.) N340 (MIN - Z-.5) N350 G00 G17 G90 G54 X2.5 Y-2.3 S4000 M03 N360 G43 H1 Z2. T9 N370 Z.1 N380 G94 G01 Z-.25 F50. N390 G41 D2 Y-2. F100. N400 G03 X2.25 Y-1.75 I-.25 J0. N410 G01 X-2.25 N420 G02 X-2.625 Y-1.375 I0. J.375 N430 G01 Y1.375 N440 G02 X-2.25 Y1.75 I.375 J0. N450 G01 X2.25 N460 G02 X2.625 Y1.375 I0. J-.375 N470 G01 Y-1.375 N480 G02 X2.25 Y-1.75 I-.375 J0. N490 G03 X2. Y-2. I0. J-.25 N500 G01 G40 Y-2.3 N510 Z.1 F50. N520 G00 X2.5 N530 G01 Z-.5 N540 G41 D2 Y-2. F100. N550 G03 X2.25 Y-1.75 I-.25 J0. N560 G01 X-2.25 N570 G02 X-2.625 Y-1.375 I0. J.375 N580 G01 Y1.375 N590 G02 X-2.25 Y1.75 I.375 J0. N600 G01 X2.25 N610 G02 X2.625 Y1.375 I0. J-.375 N620 G01 Y-1.375 N630 G02 X2.25 Y-1.75 I-.375 J0. N640 G03 X2. Y-2. I0. J-.25 N650 G01 G40 Y-2.3 N660 Z.1 F50. N670 G00 Z2. N680 M05 N690 G91 G28 Z0. N700 M01 N710 (COMPENSATION TYPE - WEAR COMP) N720 M08 N730 T9 M06 ( 1.125 CHAMFER MILL *.625 SM.DIA.*) N740 (MAX - Z2.) N750 (MIN - Z-.13) N760 G00 G17 G90 G54 X2.772 Y-3.0409 S2000 M03 N770 G43 H1 Z2. T2 N780 Z.1 -
Much better! Thanks!
-
Next issue: The H & D seem great on OP#1... Then Op#2 is missing the H altogether... O0001 (4 AXIS HMC TEST) (MAKINO A-61) (MACHINE GROUP-1) (MCX FILE - S:\MCX\MAKINO\4 AXIS HMC TEST.MCAM) (PROGRAM - 4 AXIS HMC TEST.NC) (DATE - DEC-07-2017) (TIME - 9:26 AM) (T15 - 1/2 FLAT ENDMILL - H15 - D15 - D0.5000") (T16 - 2" FACE MILL - H16 - D16 - D2.0000") (T14 - 6 CENTER DRILL - H14 - D14 - D0.5000") (T17 - 27/64 DRILL - H17 - D17 - D0.4219") (T18 - 1/2-13 TAPRH - H18 - D18 - D0.5000") (T19 - 3/16 FLAT ENDMILL - H19 - D19 - D0.1875") (OVERALL MAX - Z8.937) (OVERALL MIN - Z4.3856) N100 G00 G17 G20 G40 G80 G90 N110 G91 G28 Z0. N120 (COMPENSATION TYPE - WEAR COMP) N130 T15 M06 ( 1/2 FLAT ENDMILL) N140 (MAX - Z8.937) N150 (MIN - Z6.687) N160 G00 G17 G90 G54 B0. X.375 Y-1.3 S1069 M03 N170 G43 H1 Z8.937 T16 N180 Z7.037 N190 G94 G01 Z6.687 F6.42 N200 G41 D2 Y-1. N210 Y1. N220 G40 Y1.3 N230 Z7.037 N240 G00 Z8.937 N250 X-.375 N260 Z7.037 N270 G01 Z6.687 N280 G41 D2 Y1. N290 Y-1. N300 G40 Y-1.3 N310 Z7.037 N320 G00 Z8.937 N330 M05 N340 G91 G28 Z0. N350 M01 N360 (COMPENSATION TYPE - COMPUTER) N370 T16 M06 (2" FACE MILL) N380 (MAX - Z8.3) N390 (MIN - Z5.6123) N400 G00 G17 G90 G54 B45. X-3.491 Y-3.2 S1069 M03 N410 G43 Z8.3 T14 N420 Z6.4 N430 G94 G01 Z6.2018 F1.07 N440 Y3.2 N450 G00 Z6.3018 N460 Y-3.2 N470 G01 Z6.1035 N480 Y3.2 N490 G00 Z6.2035 N500 Y-3.2 N510 G01 Z6.0053 N520 Y3.2 N530 G00 Z6.1053 N540 Y-3.2 N550 G01 Z5.907 N560 Y3.2 N570 G00 Z6.007 N580 Y-3.2 N590 G01 Z5.8088
-
Gotcha, thanks!
-
Ok, not sure I did all (any) of this correctly... Also not sure what the number "51999" is doing for us but now the .nc file has the 51999 in it. O0001 (4 AXIS HMC TEST) (MAKINO A-61) (MACHINE GROUP-1) (MCX FILE - S:\MCX\MAKINO\4 AXIS HMC TEST.MCAM) (PROGRAM - 4 AXIS HMC TEST.NC) (DATE - DEC-07-2017) (TIME - 9:15 AM) (T15 - 1/2 FLAT ENDMILL - H15 - D15 - D0.5000") (T16 - 2" FACE MILL - H16 - D16 - D2.0000") (T14 - 6 CENTER DRILL - H14 - D14 - D0.5000") (T17 - 27/64 DRILL - H17 - D17 - D0.4219") (T18 - 1/2-13 TAPRH - H18 - D18 - D0.5000") (T19 - 3/16 FLAT ENDMILL - H19 - D19 - D0.1875") (OVERALL MAX - Z8.937) (OVERALL MIN - Z4.3856) N100 G00 G17 G20 G40 G80 G90 N110 G91 G28 Z0. N120 (COMPENSATION TYPE - WEAR COMP) N130 T15 M06 ( 1/2 FLAT ENDMILL) N140 (MAX - Z8.937) N150 (MIN - Z6.687) N160 G00 G17 G90 G54 B0. X.375 Y-1.3 S1069 M03 N170 G43 H#51999 Z8.937 T16 N180 Z7.037 N190 G94 G01 Z6.687 F6.42 N200 G41 D#51999 Y-1. N210 Y1. N220 G40 Y1.3 N230 Z7.037 N240 G00 Z8.937 N250 X-.375 N260 Z7.037 N270 G01 Z6.687 N280 G41 D#51999 Y1. N290 Y-1. N300 G40 Y-1.3 N310 Z7.037 N320 G00 Z8.937 N330 M05 N340 G91 G28 Z0. N350 M01
-
Hey smart people! I need a lot of help with a post. Looks like it's going to be at least 2 weeks before I can get my hands on a functional post but I need that spindle turning TODAY! Can anybody explain what I must change to get the Makino recommended "H1 D2" output for every tool? I was able to hardcode it in the toolchange section but when it turns on comp, the D is wrong.
-
I have contracted somebody to make a custom post over this weekend. Should have some code to test out Monday It really is amazing all the features they've packed in the Pro6. I've never been exposed to anything like this before!
-
While awaiting the creation of our Makino post, I've started playing around with Mastercam's 4 - Axis HMC to get a feel for programming a horizontal. I've made a quick file to get my bearings and after lots of youtube help, I have the B axis posting out values that make sense after setting the WCS to "TOP" and the toolplane to planes I defined for my rotations - B0, B45, & B-45. I was surprised to see G54, G55, and G56 being used as I expected to need only G54. This seems to be happening because the Toolplane Work Offset is set to "automatic" which I am not sure is desireable behavior or not... If anyone has some example files or any tutorials on how to program a horizontal properly, I'd love to see them. Go ahead, show off a bit and impress me with all of your mad skills! If anyone wants to check out my *.Z2G file and provide some feedback, I'd be very grateful. Curious how you folks are setting your "linking parameters" page. I have always had Z0 at the top of the part in 3X VMCs but now, it seems that with Z0 being the center of the Tombstone, things are going to look a lot different. It seems that using incremental values in linking parameters makes the numbers a lot easier to look at. NC Code and .Z2G attached below: % O0001(4 AXIS HMC TEST) (DATE=DD-MM-YY - 30-11-17 TIME=HH:MM - 11:41) (MCX FILE - S:\MCX\MAKINO\4 AXIS HMC TEST.MCAM) (NC FILE - C:\USERS\MATT\DOCUMENTS\MY MCAM2017\MILL\NC\4 AXIS HMC TEST.NC) (MATERIAL - ALUMINUM INCH - 2024) ( T15 | 1/2 FLAT ENDMILL | H15 | D15 | WEAR COMP | TOOL DIA. - .5 ) ( T16 | 2" FACE MILL | H16 ) ( T14 | 6 CENTER DRILL | H14 ) ( T17 | 27/64 DRILL | H17 ) ( T18 | 1/2-13 TAPRH | H18 ) ( T19 | 3/16 FLAT ENDMILL | H19 ) N100 G20 N102 G0 G17 G40 G49 G80 G90 N104 T15 M6 N106 G0 G90 G54 X.375 Y-1.3 B0. S1069 M3 N108 G43 H15 Z8.937 N110 Z7.037 N112 G1 Z6.687 F6.42 N114 G41 D15 Y-1. N116 Y1. N118 G40 Y1.3 N120 Z7.037 N122 G0 Z8.937 N124 X-.375 N126 Z7.037 N128 G1 Z6.687 N130 G41 D15 Y1. N132 Y-1. N134 G40 Y-1.3 N136 Z7.037 N138 G0 Z8.937 N140 M5 N142 G91 G28 Z0. N144 B0. N146 M01 N148 T16 M6 N150 G0 G90 G55 X-3.491 Y-3.2 B-45. S1069 M3 N152 G43 H16 Z8.3 N154 Z6.4 N156 G1 Z6.2018 F1.07 N158 Y3.2 N160 G0 Z6.3018 N162 Y-3.2 N164 G1 Z6.1035 N166 Y3.2 N168 G0 Z6.2035 N170 Y-3.2 N172 G1 Z6.0053 N174 Y3.2 N176 G0 Z6.1053 N178 Y-3.2 N180 G1 Z5.907 N182 Y3.2 N184 G0 Z6.007 N186 Y-3.2 N188 G1 Z5.8088 N190 Y3.2 N192 G0 Z5.9088 N194 Y-3.2 N196 G1 Z5.7106 N198 Y3.2 N200 G0 Z5.8106 N202 Y-3.2 N204 G1 Z5.6123 N206 Y3.2 N208 G0 Z7.6123 N210 G56 X3.491 Y-3.2 Z8.3 B45. N212 Z6.4 N214 G1 Z6.2018 N216 Y3.2 N218 G0 Z6.3018 N220 Y-3.2 N222 G1 Z6.1035 N224 Y3.2 N226 G0 Z6.2035 N228 Y-3.2 N230 G1 Z6.0053 N232 Y3.2 N234 G0 Z6.1053 N236 Y-3.2 N238 G1 Z5.907 N240 Y3.2 N242 G0 Z6.007 N244 Y-3.2 N246 G1 Z5.8088 N248 Y3.2 N250 G0 Z5.9088 N252 Y-3.2 N254 G1 Z5.7106 N256 Y3.2 N258 G0 Z5.8106 N260 Y-3.2 N262 G1 Z5.6123 N264 Y3.2 N266 G0 Z7.6123 N268 M5 N270 G91 G28 Z0. N272 B0. N274 M01 N276 T14 M6 N278 G0 G90 G55 X-3.491 Y.4 B-45. S1000 M3 N280 G43 H14 Z7.6123 N282 G98 G81 Z5.1623 R5.7123 F5. N284 Y-.4 N286 G80 N288 M5 N290 G91 G28 Z0. N292 B0. N294 M01 N296 T17 M6 N298 G0 G90 G55 X-3.491 Y.4 B-45. S633 M3 N300 G43 H17 Z7.6123 N302 G98 G83 Z4.3856 R5.7123 Q.1266 F4.26 N304 Y-.4 N306 G80 N308 M5 N310 G91 G28 Z0. N312 B0. N314 M01 N316 T18 M6 N318 G0 G90 G55 X-3.491 Y.4 B-45. S534 M3 N320 G43 H18 Z7.6123 N322 G94 N324 G98 G84 Z4.6123 R5.7123 F41.0769 N326 Y-.4 N328 G80 N330 G94 N332 M5 N334 G91 G28 Z0. N336 B0. N338 M01 N340 T19 M6 N342 G0 G90 X3.4158 Y.4744 B45. S2852 M3 N344 G43 H19 Z7.6123 N346 Z5.7123 N348 G1 Z5.6223 F6.16 N350 X3.3095 Z5.6205 N352 Y-.4744 Z5.6039 N354 X3.6725 Z5.5976 N356 Y.4744 Z5.581 N358 X3.3095 Z5.5747 N360 Y-.4744 Z5.5581 N362 X3.6725 Z5.5518 N364 Y.4744 Z5.5352 N366 X3.3095 Z5.5289 N368 Y-.4744 Z5.5123 N370 X3.2995 Y-.4843 N372 X3.6825 N374 Y-.3962 N376 X3.2995 N378 Y-.3082 N380 X3.6825 N382 Y-.2201 N384 X3.2995 N386 Y-.1321 N388 X3.6825 N390 Y-.044 N392 X3.2995 N394 Y.044 N396 X3.6825 N398 Y.1321 N400 X3.2995 N402 Y.2201 N404 X3.6825 N406 Y.3082 N408 X3.2995 N410 Y.3962 N412 X3.6825 N414 Y.4843 N416 X3.2995 N418 Z5.6123 N420 G0 Z5.7123 N422 X3.3972 Y-.4075 N424 G1 Z5.5123 N426 G41 D19 Y-.4375 N428 G3 X3.491 Y-.5313 I.0938 J0. N430 G1 X3.7231 N432 G3 X3.7293 Y-.525 I0. J.0063 N434 G1 Y.525 N436 G3 X3.7231 Y.5313 I-.0062 J0. N438 G1 X3.2589 N440 G3 X3.2526 Y.525 I0. J-.0063 N442 G1 Y-.525 N444 G3 X3.2589 Y-.5313 I.0063 J0. N446 G1 X3.491 N448 G3 X3.5847 Y-.4375 I0. J.0938 N450 G1 G40 Y-.4075 N452 Z5.6123 N454 G0 Z7.6123 N456 M5 N458 G91 G28 Z0. N460 G28 X0. Y0. B0. N462 M30 % 4 AXIS HMC TEST.ZIP
-
I contacted FCS for some more information
-
Very nice fixturing equipment, Sticky! Thanks for sharing.
-
It's possible but our next largest tool changer is a 40 tool and the machine this Makino replaces had a 24 tool magazine so for us it feels pretty spacious at the moment. Thanks for all the compliments, y'all. Definitely feeling pretty lucky to have a machine of this caliber. Makino has too much inventory on the A51 and A61 so the prices are reeealy competitive right now.
-
For real! We looked at a Hyundai Wia that I immediately shot down for that reason. My thought was that getting used to the horizontal layout would be hard enough without looking at it from the "wrong" side.
-
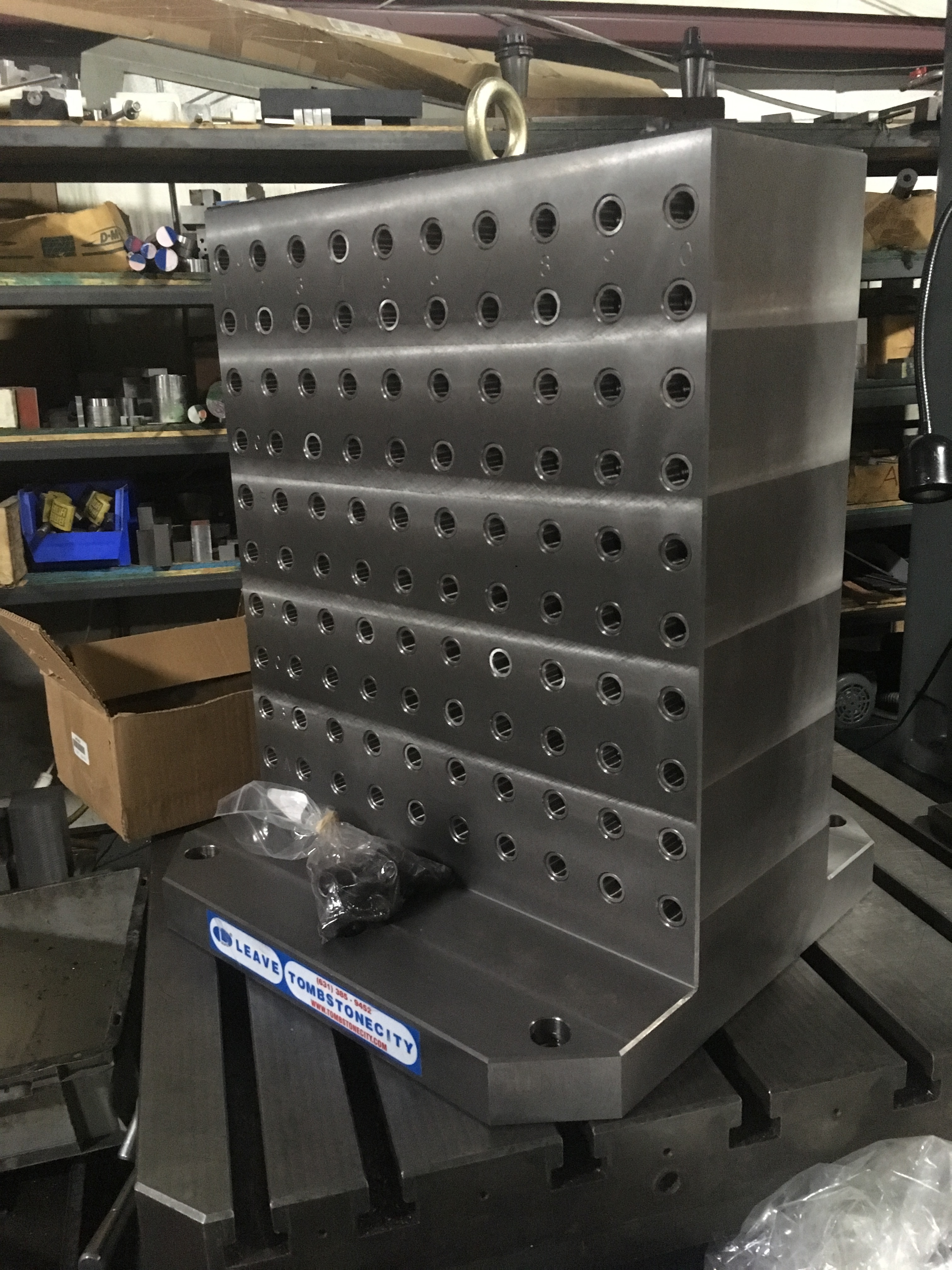
Something like that may work. Our first tombstone is pictured below. I am hopeful that since it's only 8" thick, we won't be too far off center. I am picturing the addition of some heavy rails doweled and screwed to the sides of the tomb and then a 1" thick aluminum subplate over the tomb and rails with the workpiece screwed to that. That puts the work surface about 6 inches from the center line. How much do I have to worry about things being balanced over the center line of the pallet on this machine?

-
Our work is going to be exactly the opposite of what you are doing. Mostly single piece setups of low quantity mold components. Right out of the gate, I need to figure out if a particularly large job (32 x 32 x 1.0 - 210 cavity mold plate) will fit into this machine. It's gonna be close.
-
Horizontal help (new machine porn too)
Matt Berube at Ferron Mold posted a topic in Industrial Forum
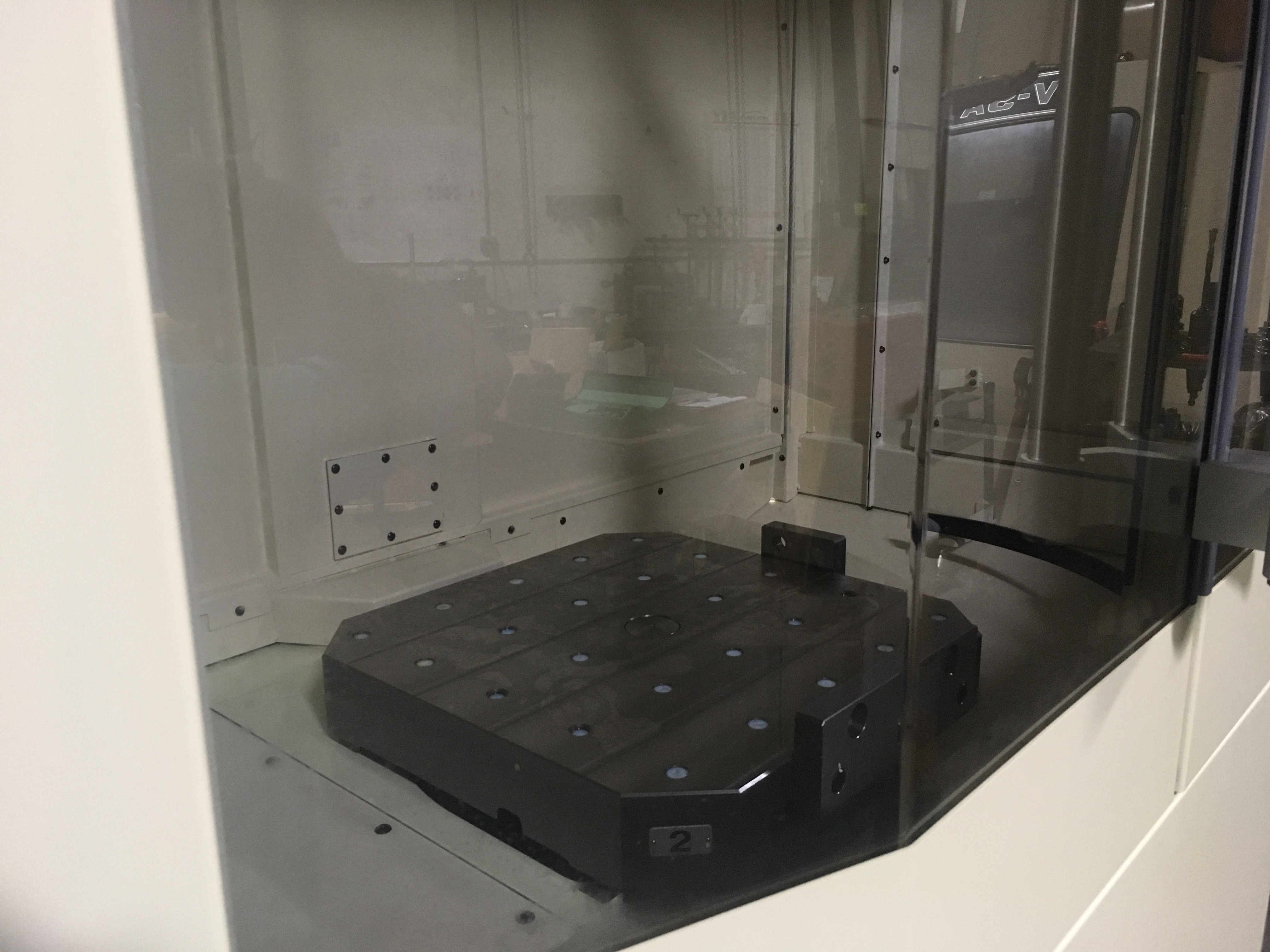
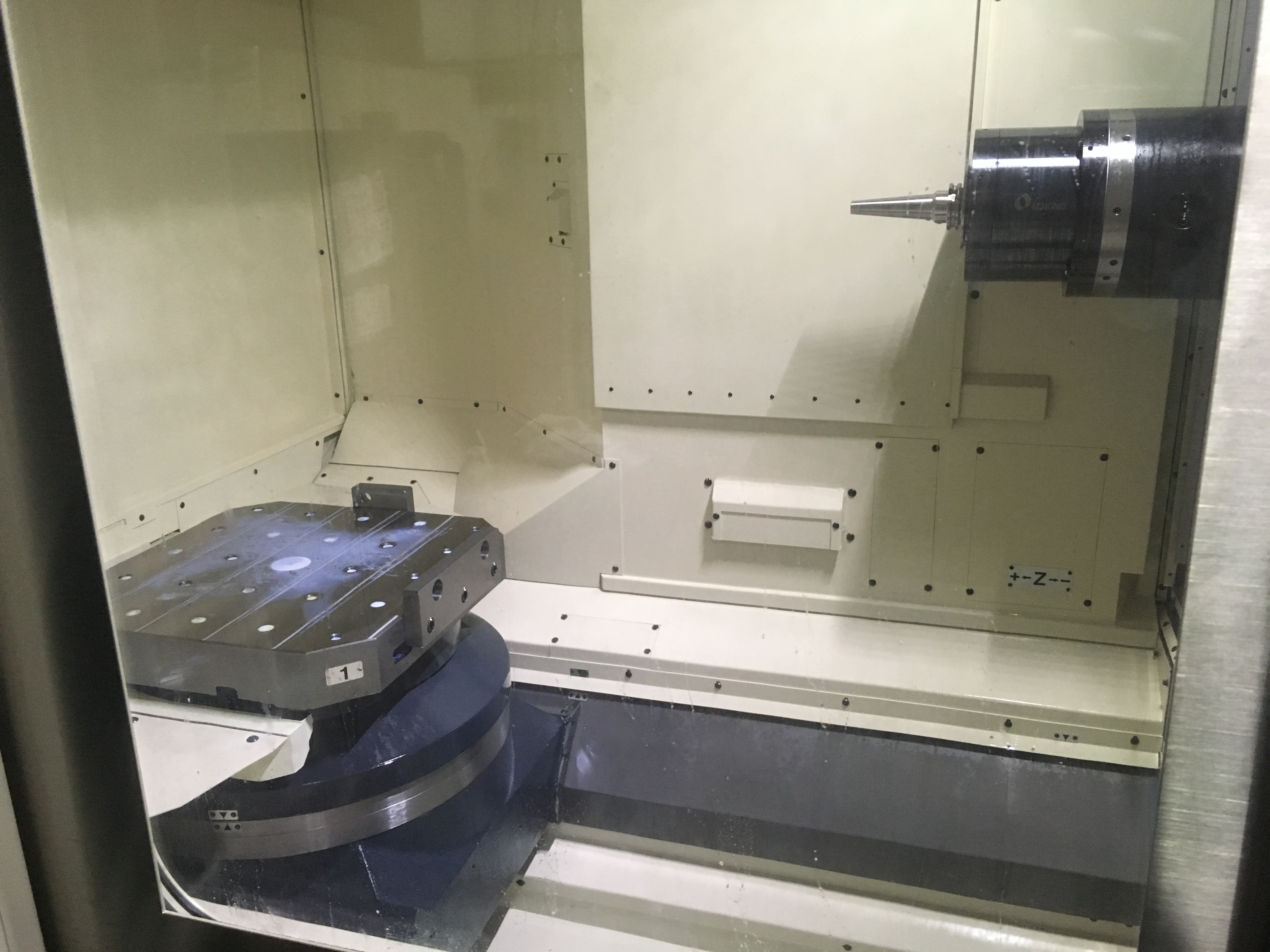
For some years, Ferron Mold and Tool has been way behind on our milling capabilities. After much machine shopping over the past several months, I am very pleased to introduce our new Makino A-61nx! 60 Tool ATC, 500mm Pallet, 14,000 RPM CAT 40 spindle, Makino Pro 6 control. Arguably our first premium quality machine tool and our first horizontal. I'd also like to ask for any and all advice from Horizontal Machining experts here. I am in the process of figuring out machine simulation and plan to start playing around with the MPMaster post today to see if that will work for us. I am still not sure exactly what I even need for a post and whether or not macros or other complex features will be necessary. I am in a little over my head and will need some help getting things all set up and working properly. Without further delay, here is your porn:


-
And now it seems to be "sticking" like I wanted. :confused:
-
Is it possible to make the "follow rules" STICK for every session? For example, I have decided my preference is to have the top 2 items checked which requires the C-Plane, T-Plane, and G-View to all follow the WCS. I make my selections, save my file, re-open the file and my choices are gone back to the default settings, apparently? Is this the intended behavior?
-
Thanks G
-
Thanks for this post, Colin! I've been fighting with this for years and I will now be able to fix it properly.
- 44 replies
-
- 1
-

-
- defaults
- Control Definition
- (and 3 more)
-
Hi everyone, One of my favorite features in the conventional releases of Mastercam is "Dynamic WCS" Is there an equivalent in MCFSW? If not, what is your personal easiest/preferred way you have for setting the WCS origin of a workpiece in MCFSW with X-Y at center and Z at top of part?
-
Flowline hangs Mastercam 2017
Matt Berube at Ferron Mold replied to Matt Berube at Ferron Mold's topic in Industrial Forum
Ugh, nevermind. Now I can't get any of the surface toolpaths to work at all. Going back to X9. -
Can anybody successfully create a Flowline toolpath in MC 2017? My system just hangs whenever I try. Have tried from a solid face and also from a surface.
-
Mastercam 2017 Toolpath Gallery
Matt Berube at Ferron Mold replied to Matt Berube at Ferron Mold's topic in Industrial Forum
Thanks G-code! So it seems that there are some toolpaths that do not show up in "milling toolpaths" pulldown and are only visible under "Commands not in the ribbon" or "All Commands" Also confusing is the name of some of these toolpaths - "Create One Surface Finish Shallow Toolpath" made me think I would only be allowed a single drive surface but it seems to work just like the old "Surface Finish Shallow" Really loving MC 2017 so far - just needs a few tweaks, I guess -
Mastercam 2017 Toolpath Gallery
Matt Berube at Ferron Mold replied to Matt Berube at Ferron Mold's topic in Industrial Forum
Yes, they are still there. In the Toolpaths Manager, a Right-Click will get you to the legacy toolpaths. How can I add them to the toolbar (or "gallery" as it's now called, if I am not mistaken)? File >> Options >> Customize Ribbon >> Then I switch the pulldown under "Customize The Ribbon" from "Main Tabs" to "All Tabs" andd then I can see "Mill" "Toolpaths" 2D, 3D, Multi-Axis, Utilities.... Then I turn my attention to the left side of the window... Switch the pulldown to "Mill Toolpaths" Now I can see all of the milling toolpaths... EXCEPT THE ONES THAT ARE MISSING!!!!!!!!! Anybody know where to find Surface Finish Contour and Surface Finish Shallow icons? -
Hello Everyone, Just getting started with 2017 and I find it strange that my old standby toolpaths are not included in the 3D Toolpath Gallery... Surface Finish Contour Surface Finish Shallow I note that I can access these toolpaths via a right-click in the Toolpath Manager but I question why they are not in the "gallery" and also it seems that most of the galleries can be customized but not the Toolpaths Gallery... Have I missed something?