rgrin
-
Posts
112 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by rgrin
-
The SwiftCarb endmill that I tried it with previously is stated to have a wiper
-
I'll keep the Plura line in mind. Those TTWs look interesting. Website is quoting $70 per for 4 3/8" endmills. Not terrible Why would an insert cutter work if a regular endmill doesn't? Trying to wrap my head around it.
-
Any variation on the Vs would twist the part while clamping and likely throw the part out of tolerance after releasing. I didn't model it, but we have tooling lugs on both sides that we fixture with. They get remachined flat prior to the finishing operations.
-
If that is all I needed, imma be pretty upset. I thought about looking for those, but we just did not have enough time. Do you have any you recommend?
-
The part goes through 2 Roughing and 2 Semi finishing operations prior to the finishing operations. Previously I tried using a flat endmill when we were first experimenting and I could not get it to cut right. I was using a 3 Flute 3/16" Uncoated endmill from SwiftCarb that I use for finishing other parts. I think it was dragging weird on the flat of the tool and leaving awful stepover lines. I was using a swarf path. I remember trying to keep the centerline of the tool pointed at the diameter, but maybe that was the wrong thing to do? Maybe a different endmill would work better?
-
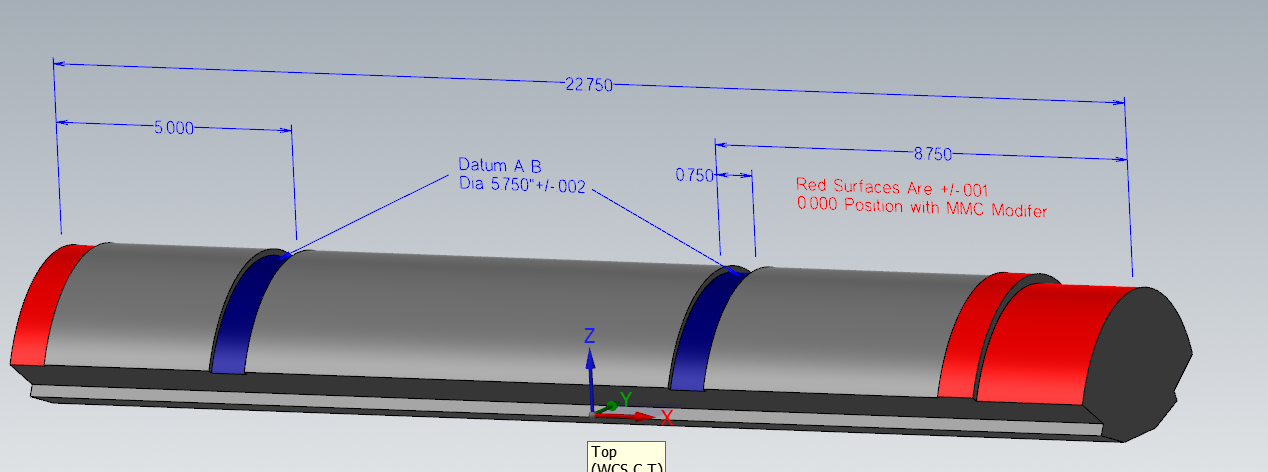
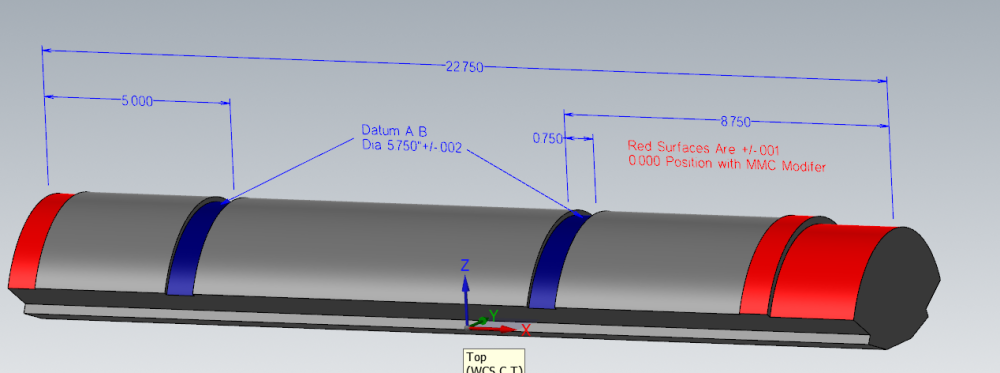
I have another production order for one of our more tight tolerance parts. The customer is getting closer to their final design and is of course forecasting "HUGE" order volumes. I am personally not sure of that, but I am looking at our process with that in mind. This new order is large enough to justify retooling/reprocessing. I made a dummy model to represent the trickiest features to get right. Dimensions in Inches. Part Material is 7075. Machine making it is a Yasda H40i in a thermally isolated room. Previously I surfaced Datum A-B and then rotated 90 and milled the red parts. This is when we discovered how big of a pain thermal drift is when going from High RPM surfacing to low RPM finishing. I was fighting the position of A-B as the tool would grow and thermal comp wouldn't keep up. I have been thinking of trying a large inserted slot mill to machine the datums while the machine is at 90. I found that Ingersoll and Seco (and I am sure others) make ones with honed and polished inserts. The issue I ran into is I could not find a Big Plus BT40 holder compatible with the tools I was looking at that was also long enough to clear the 8.75" dimension. The machine can accept up to 4" Diameter tool at 11.75" long and weighing 15 pounds. I'm wondering if I would have to ask Big Daishowa to make me a custom one? I just lack the conviction that the slot cutter would be free enough cutting at that gauge length to start that path. Any insights appreciated
-
That is the code to write to Fanuc G54 work offsets. I'm not familiar with Nicolas mill so I am just assuming it's Fanuc based control. To send the machine home you would write it out as follows: G49G53Z0.0 (Full Retract on Z-axis) G91G28X0.Y0. (Send X-Y axis home. Typically tool change position but depends on how your machine is setup)
-
Hand write a program that starts at machine home and then just G1 back and forth while incrementing spindle speed up every pass is what I did.
-
Side note. How did you get your planes and levels manager to not have all the extra junk underneath the spreadsheet? I kinda like the look of your screen layout and want to give it a whirl Edit: NVM! Found the Hide Properties buttons on them!
-
My biggest complaint with the import operations manager is it seems to leave groups open and can make the tree incredibly long to scroll through. However, I think I noticed a behavior yesterday that it saves the tree in the state that you left it. So if you save it with the groups closed, it might a little neater. Will need to play with that today.
-
Can you explain this another way? The only way I know how to do this is right click - import toolpath. It would be sweet if I could have the toolpath manager for the file I am working on and another one pulled up next to it with all of my "templated" toolpaths.
-
I get the impression that Mastercam has a lot of old software baggage. Makes me wonder if they will have to do a "split" similar to what Esprit did with their TNG release a few years ago if they want to fully implement all of the new stuff that's coming out in the future at a quicker pace.
-
Suitable Operation & Tool for Floor at 60 Deg angle
rgrin replied to Izzat's topic in Machining, Tools, Cutting & Probing
Remove the stock on the bottom and bolt it to an angle plate. Then use a key seat cutter with necessary corner rads -
Moore M48 CMM. NIST has one buried underground. Machine Thinking made a youtube video earlier this year about it. Crazy precision. Link:
-
Too True. It's why I am putting pressure on them to let me take over managing it. I'm sure they would want to check my work as I go since I'm just a machinist and not an engineer. But how hard could it be to type correct work instructions into an ERP and make sure it's actually reflective of how we do stuff
-
I think this is partially true. Depending on the type of work you want to do, might change what you put in there though. Our Quality Statement won't allow machine verification to be the final word on if a part is good. We do this because of our ITAR/DoD work we do and they really like to see green squares on a CMM report. My current plan is to verify locating features and the random tight tolerance features that are tricky to check by hand. Just to give me (and future operators) the confidence that they are making a good part. I like it, but it has some quirks that really drive me nuts. They saddled it with third party software for scheduling pallets and the tool magazine. The implementation is sub par IMO. It also has the LONGEST tool break detection I have ever seen. 30 seconds for a fast tool break with the laser and over a minute if I want to use the touch sensor. (When the tool is already inline with the sensor. It's even longer when it has to position itself) I'm almost at the point of making my own. It also has a major problem with flushing chips away from the pallet interface. I am constantly dealing with chips getting underneath and am trying to find a better way than the single coolant nozzle they set it up with.
-
Machine is a Yasda H40i. Currently setup with a 20 pallet pool. We removed 4 of the pallets so we can run larger parts for our customers on our bottom row of pallets. We are a job shop. We are using this machine to fulfill our largest customer demands and are focusing on getting as much repeat work into this machine while using the same fixturing. (Dovetails primarily and vises for stock prep). We machined a bunch of subplates and use ball locks to be able to do faster setup changes in the event we need to do that, say if our customer base changes. We run 90% alu thru this machine and some 17-4. This will likely change to almost 100% alu for the near future just based on customer demands. The main part family I have already made programs for 40 unique part numbers and I know they have a ton more made in Germany, but they won't give us more until we get our lead times down. Hence why we are running them in the Yasda. Typical job qty is 1-3. I am programmer and operator right now. But I am trying to put pressure on management to let me take over process changes for this part family so that I can make adjustments to it as needed. We have alot of old paperwork that is way out of sync for how we make these parts. We are extremely bad at keeping things up to date since our engineering team is more worried about quoting new work as opposed to updating old work. My personal goal is to not be running this machine by end of year and to have enough work for someone to be able to keep it running. Currently, inspection is our bottleneck. We have 1 inspector and 1 CMM that services 10 machinists all making one off parts for the most part. I could see us getting another CMM for the shop floor this year just to inspect our repeat work.
-
1. As of right now, I don't think I will ever be able to get this machine to run past 24 hours unattended. Due to size of work we run, we typically can only load 1 part per pallet and I only have 20 pallets. Average cycle time is 1-2 hours. So, I think there is room to add some probing. We have a heavy emphasis right now on making the first part right. We are no longer planning on ordering extra material with jobs and instead relying on having a small inventory of extra stock on hand in case something does go wrong. 2. That is something to consider. Our parts are running on dovetails and this really helps prevent the parts from being overly distorted from workholding.
-
About a year ago I was tasked with setting up a pallet changing 5 axis. I was pretty green then and have learned a ton since then. I have convinced management that it is time for a refresh on our processes with the end goal being to get an operator level person able to run this machine. One thing I am keen on implementing (and have started doing so) is using the probe to ensure the correct stock was loaded for the given program. We run a family of parts that vary from 10"x10" to 14"x14" and it would be easy to either select the wrong program or load the wrong material and cause a crash. I am now exploring adding probing to at least verify the critical features at the end of the program. The main thing is that we use the tight tolerance holes inherent to the part to locate on our 2nd op fixture. I don't think its wise to replace a robust inspection plan with the machine probe, but it might be smart to use the probe to spot check here and there. Thoughts? Other other ideas to keep a machine like this running more are always appreciated.
-
Motion between Entry Motion and Dynamic Mill
rgrin replied to Metals and materials's topic in Industrial Forum
I'm not sure that is right. To me it looks like it is doing a profile ramp since his cutter plus his helix radius is probably too large to run that helix in between his chains. The other thing could be since he has helix Center on Point and he might not have a point selected. -
Same. I much prefer actual stepovers. I have seen some tool manufacturers showing promos that use engagement angle, but it's pretty rare.
-
It's just tool engagement angle. So, if you set it to 30 degrees, it will engage with the leading 30 degrees of the cutter. If you set it to 180, you will allow it to be slotting full diameter. If you change it, you will see your stepover percentage change.
-
New machine incoming,.. now looking at toolholding
rgrin replied to Kyle F's topic in Machining, Tools, Cutting & Probing
You definitely need to get on the horn with your MTB seller to figure out if it is a Big Plus spindle or not. I was under the impression that Matsuura had switched to only selling Big Plus but I can't even find mention of Big Plus on their online documents. Whether it is or not wouldn't change my answer too much. Could just save a few bucks by not spending the money for Big Plus holders if the machine isn't capable of fully utilizing them. -
New machine incoming,.. now looking at toolholding
rgrin replied to Kyle F's topic in Machining, Tools, Cutting & Probing
Is it a Big Plus spindle? If so I would prefer to only tool up with Big Plus compatible tooling. It just reduces the off chance of you using a non Big Plus Holder and a chip getting in between the face contact point when you go back to a Big Plus Holder. Otherwise +1 on the shrink fit. I have found that I typically get better runout with a Haimer shrink fit than I do with a PG10. I was using a Fraisa Sphero-x ball mill and in the PG10 I saw about .0001" runout on the flutes and when I switched to a shrink I got closer to half that. Every bit can help. Plus you can typically get 2 Haimer Shrink fits for the price of a PG10 holder and collet. For me, Big Kaiser is typically double everyone else's prices. But I love their milling chucks and hydraulic holders. I run in my Yasda Haimer shrink fit for all my standard tooling that stays in the machine and use PG holders for the random jobs that get thrown my way. I ruse Rego Fix Er holders for odd ball taps and drills as needed. I wish I went with the longer length Er16 holders instead of a mix and match as I find that I typically don't need a stubby ER holder... -
I feel like I had this error when I used a toolpath transform - rotate trying to drill holes 180 degrees apart from each other.... Could this be causing it in your case?