rgrin
-
Posts
108 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by rgrin
-
Any way to insert formulas into Active Reports setup sheets?
rgrin replied to nholcom's topic in Industrial Forum
Happy to help. I think you're probably at the same knowledge level I am as far as the Reports Designer goes. I never got past the "just modify an existing one" stage. -
Any way to insert formulas into Active Reports setup sheets?
rgrin replied to nholcom's topic in Industrial Forum
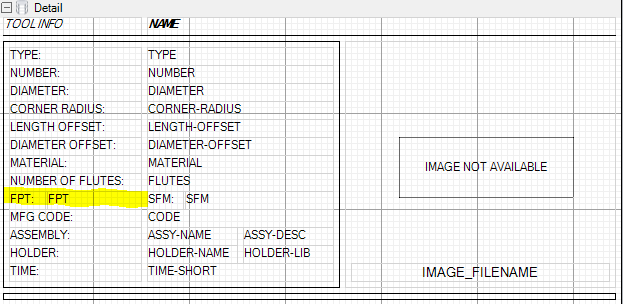
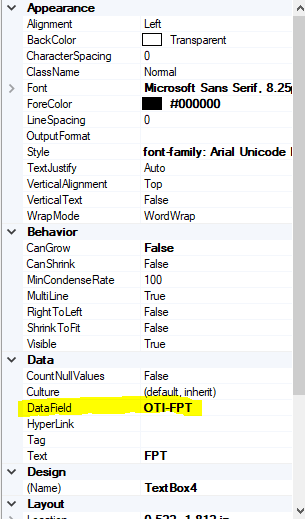
I'm fairly lost when it comes to setting up new sheets in active reports since I've got mine setup the way I like. It appears the default setup sheet (mill) report has FPT displayed. You might be able to track down how they did by going through that one? In the -Setup Sheet (MILL-TOOL) rpx file, they have FPT datafield listed as OTI-FPT. Maybe try that?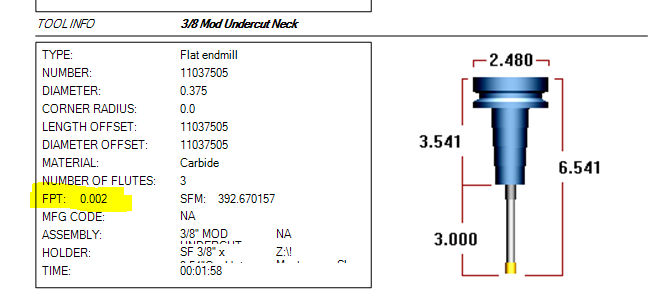
- 12 replies
-
- 1
-

-
- activereports
- active
- (and 4 more)
-
Too true. Another thing is availability. You could be purchasing the most ballin machine for your part, but if it's a 10 month factory build.... Lol, I posted a follow up at the same time as this. It has been pretty excellent for us. I think it took 1 guy about 2 days to commission the c400 which is fairly impressive IMO
-
I currently program and run a Yasda H40i with a 24 pallet pool. Works well and we got at a very competitive price. I find their software to be extremely lacking. Makino has MAS-A5 software which is an extremely powerful production management tool. Currently working with our local reseller to get a quote for a A61nx/A500z pallet pool line for a large upcoming project and very excited about. Matsuura has been doing automated 5 axis forever. I have personal experience with Hermles and they make a stout machine and have good service. All of their machines are essentially the same, so any of their service techs can work on all of their lineup. Okuma is probably the best bang for the buck MTB. I would say they're almost as good as all of the others on the list, but they make up for it by also being insanely reliable and long lasting. Not to say the others aren't tho....
-
I would agree that Hermles spindles is their weakspot. I'm not a fan of greased spindles and moving to their higher RPM air oil spindles loses alot of power. Unfortunately, I can't compare their performance vs high performance as we don't have one of their high performance lines. I also am not a huge fan of their automation as it's thru the main cabin door which kind of sucks from an ergonomics stand point. If I had to pick my favorite MTBs right now, it would be Yasda, Makino, Matsuura, Hermle, and Okuma. I think they all have their pros and cons and you just need to figure out which ones you prefer and which ones does the work you need it to do the best.
-
Here are some links to a couple of previous topics regarding this subject New 5axis machine questions New 5x mills The DMU 50 and C400 are very different beasts as far as workspace and floor space. Are you guys considering getting both at the same time or comparing one against the other. IDK much about the DMU but previously Mori's service here in the Midwest has been lackluster. We have a C400 without automation and it's been a good/accurate machine. But it really hasn't been pushed hard for production work. I recall a previous quote for a C42 with a pallet pool being pretty ludicrously expensive compared to other options.
-
Any way to insert formulas into Active Reports setup sheets?
rgrin replied to nholcom's topic in Industrial Forum
You should be able to pull the Feed per tooth straight from the Mastercam operation.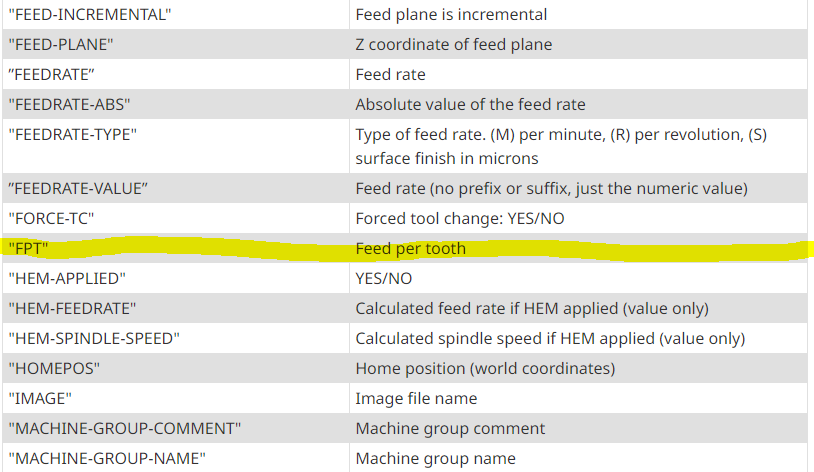
- 12 replies
-
- 1
-

-
- activereports
- active
- (and 4 more)
-
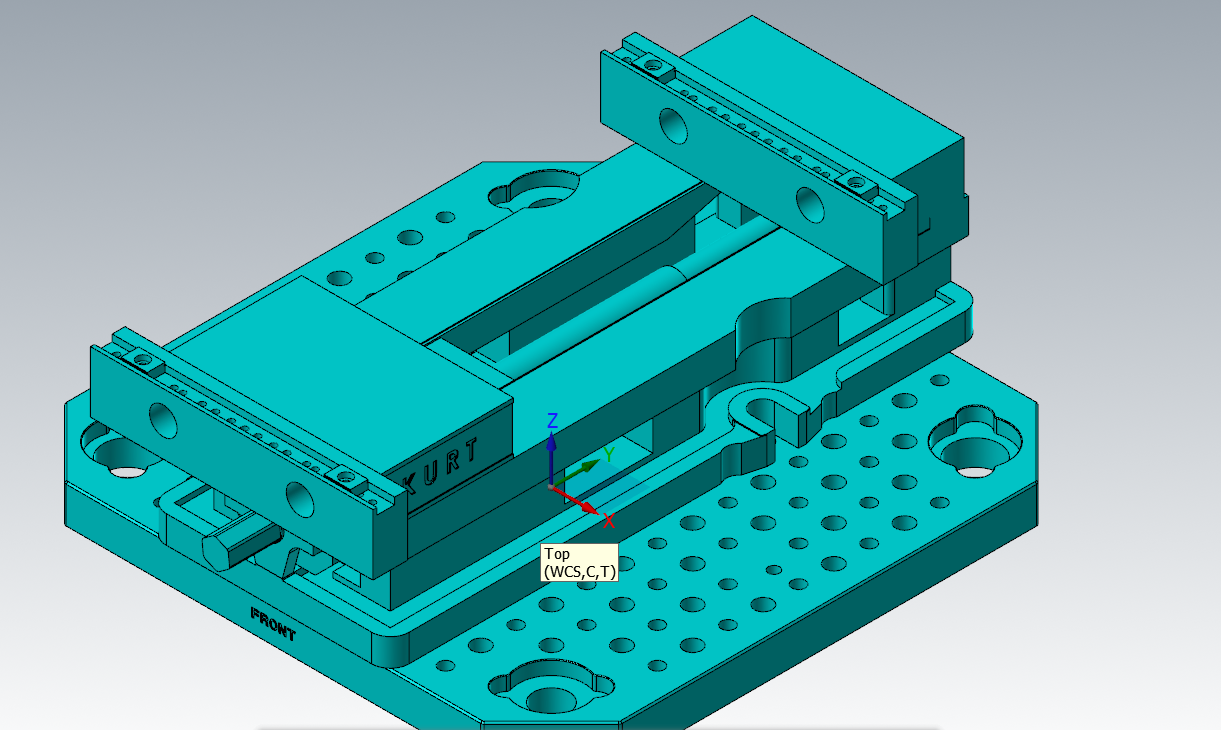
OT - Subplates, Grid Plates for Kurt vises, what are you using?
rgrin replied to volitan71's topic in Industrial Forum
I personally think this is the better way to go. It requires a bit of forethought how you want it arranged. But it allows quite alot of flexibility with the grid and also just swapping out to a different plate if the first one isn't what you like. Definitely more expensive tho... -
OT - Subplates, Grid Plates for Kurt vises, what are you using?
rgrin replied to volitan71's topic in Industrial Forum
Just don't overshoot the tolerance... That's the sketchiest part of machining the bushings into the table IMO. You only get 1 chance to get it right. -
OT - Subplates, Grid Plates for Kurt vises, what are you using?
rgrin replied to volitan71's topic in Industrial Forum
So, funny story. I basically copied/adapted Saunders plates for my own purposes. And then I clamp a vise on top of it as needed. A previous shop I was at, we bored the flanges of the vise to accept the ball lock and just mounted the vise directly to the table that way. I think Orange Vise uses something similar, but they ball lock in the center of the bed? Per Jergens catalog, a single 20mm shank ball lock has 3000 lbs of hold down force and you always run 2 or more. So, I would say they are plenty good for 99% of applications. If you're exceeding 6000 pounds of tool pressure, you're on a much more substantial machine than I am and I pray for your holders lol
-
OT - Subplates, Grid Plates for Kurt vises, what are you using?
rgrin replied to volitan71's topic in Industrial Forum
Ball locks is how I like to do it. Either make a sub plate that has a pattern or even machine them straight into your table. I have seen it done both ways. Saunders I think still does custom plates as well, so if you have something specific he might be able to accommodate. He's also coming out with his own zero point quick change system that integrates with his subplates. Might be interesting for you if you use alot of fixtures -
Looking for a toolpath to surface a partial cylinder
rgrin replied to rgrin's topic in Industrial Forum
No need. I had honestly forgotten about Triangular Mesh since Unified Came out. Might be time to take another look at it since it has some different pattern options... -
Looking for a toolpath to surface a partial cylinder
rgrin replied to rgrin's topic in Industrial Forum
Apparently, "Industrial" licenses can't open "Educational" files. Any way to convert that? -
Looking for a toolpath to surface a partial cylinder
rgrin replied to rgrin's topic in Industrial Forum
Not a bad suggestion, but the Surface Contour gets weird with the stepovers as it gets towards the apex of the cylinder. I think Aaron's suggestion with Morph is the way to go here. Although, seeing how Surface Contour works, I may have uses for it on another part.... -
Looking for a toolpath to surface a partial cylinder
rgrin replied to rgrin's topic in Industrial Forum
Clutch! Thanks! -
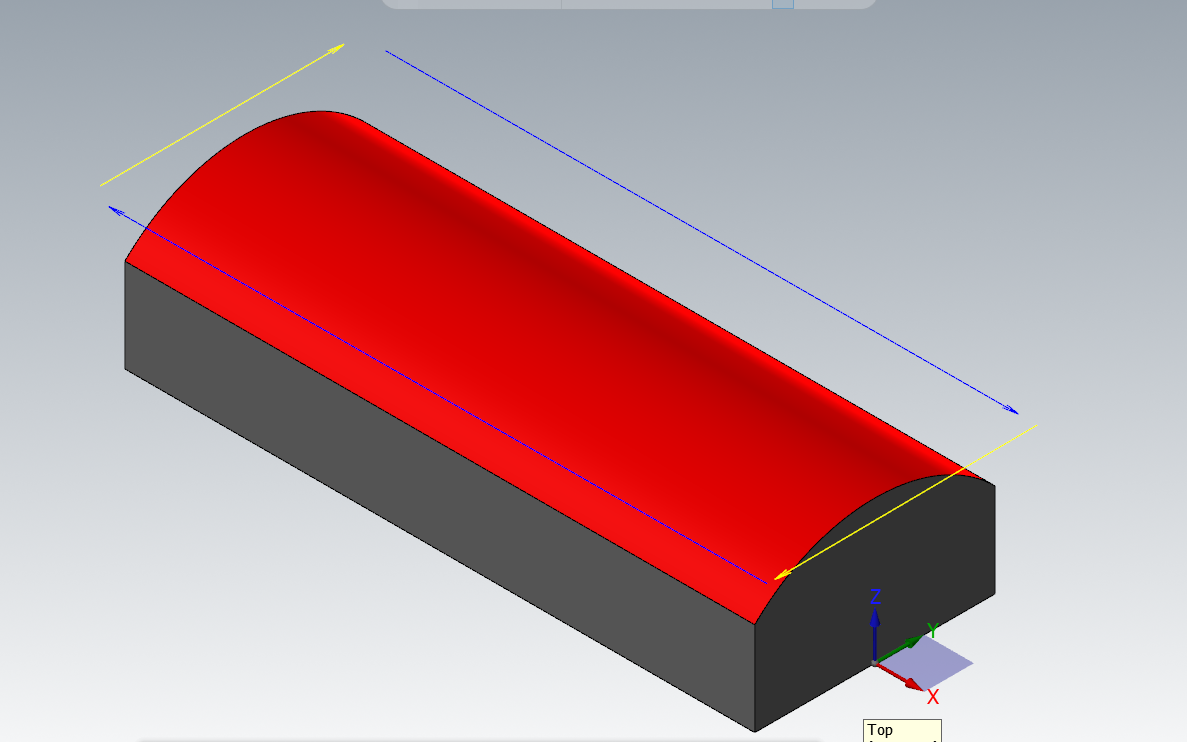
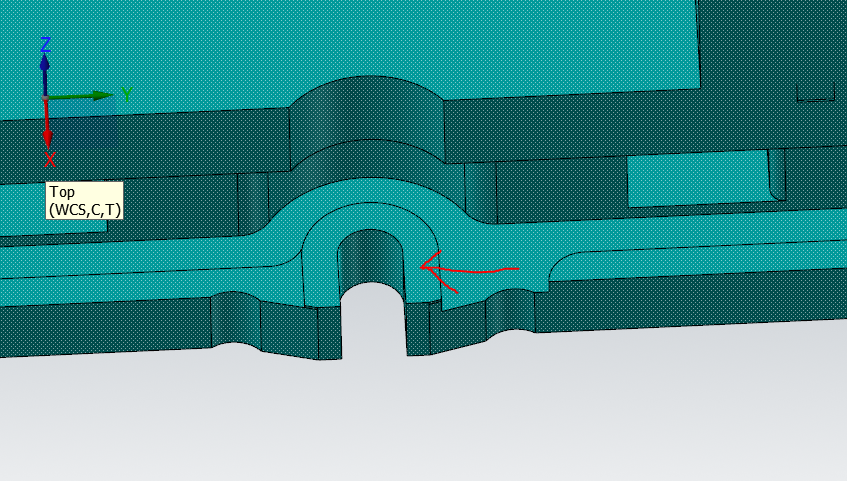
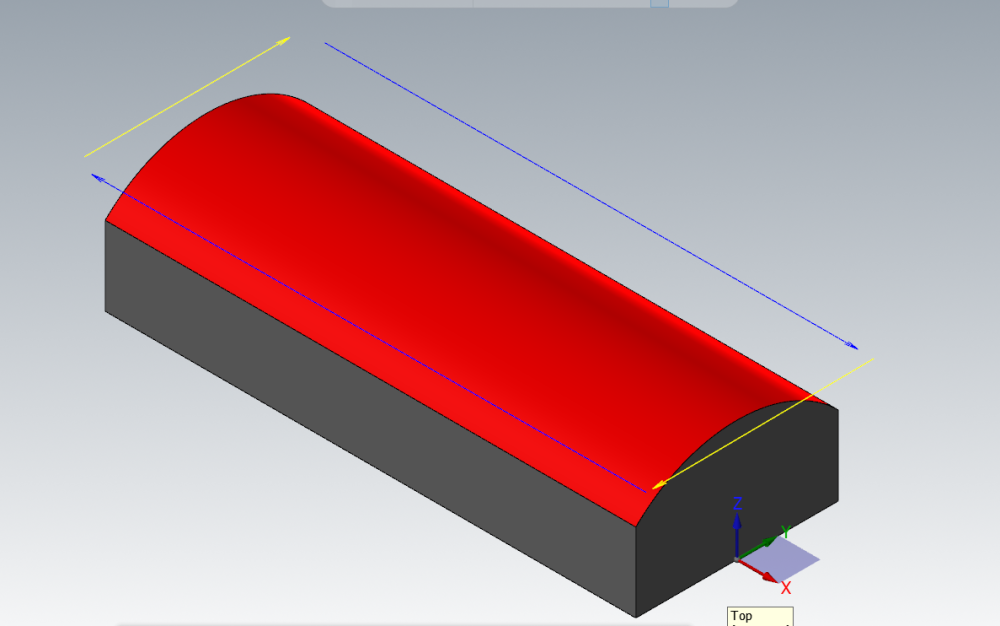
Just want to know if there is a surfacing path that allows me to climb cut, but go both directions. I can get a toolpath to zig-zag both ways easy. And I can get a path that rapids the full length of the part over and over again. What I would like is for it to cut one way, jump to the other side, then cut its way back. Is this possible? I'm in MCAM 2024 with all 3D toolpaths and 5 axis paths available. This is just a segment of what I am cutting. There are other avoidance geometries that aren't shown in the other segments. So, whatever path I use needs to be able to avoid geometry. Thanks! Roughing Test.mcam
-
4th axis setup on a Okuma M560 with a Midaco Pallet Changer
rgrin replied to rgrin's topic in Industrial Forum
So, were you guys disconnecting the cables every pallet change? -
4th axis setup on a Okuma M560 with a Midaco Pallet Changer
rgrin posted a topic in Industrial Forum
Hi All, I'm looking into the feasibility of putting one of our 4th axis units onto our Midaco Pallet Changer. The only hang up is having to remember to connect/disconnect it during pallet change. I know that this is kind of a half baked solution and not a good substitute for a more dedicated machine like a horizontal. But I'm trying to maximize the capabilities of the machines/equipment we have on hand. I am thinking though, if one were to get a long enough cord, you could just keep it wired in. Maybe get clever with wire management. Has anyone done anything like this? Google search shows Midaco has their own way where they keep the rotary in the machine and then have it interface with the "tombstone" as it gets shuffled in. Trying not to spend more money if I don't have to. I already have a 4th axis from a previous machine and a trunnion table sitting on a shelf. -
Lol, this is how 99% of the people at my place of work do it. I think it's an old school holdover from when our computers were not as powerful and nobody sees any reason to change. I was in the same boat as you guy's using 1 machine group to program a part start to finish. For the same reasons, I liked sharing 1 tool library for a part. But I have been dabbling with using the machine group setups and it is nice selecting a "master model" for each op and stock setup/fixturing for each op. The tool library hasn't been AS important as I thought since I have large magazine and I just program all my parts with the same tools. I think I am probably just fortunate that way. Like Millman said, we all need to be exposed to all the different ways of doing something and figure out the way that works best for us.
-
Pneumatic Self centering vice with replaceable jaws
rgrin replied to AMCNitro's topic in Machining, Tools, Cutting & Probing
Yes. The guy who runs Gimbel Auto all but confirmed on a podcast that Haas and him buy the same ones and then Re-badge em.... I couldn't remember where they got em, but I am like 99% certain it is the ones you linked -
Pneumatic Self centering vice with replaceable jaws
rgrin replied to AMCNitro's topic in Machining, Tools, Cutting & Probing
https://gimbelautomation.com/pages/pneumatic-vises https://www.haascnc.com/haas-tooling/mill_workholding/self-centering_vises.html?op=/haas-tooling.html&oh=mill-workholding These are basically the same vises -
The SwiftCarb endmill that I tried it with previously is stated to have a wiper
-
I'll keep the Plura line in mind. Those TTWs look interesting. Website is quoting $70 per for 4 3/8" endmills. Not terrible Why would an insert cutter work if a regular endmill doesn't? Trying to wrap my head around it.
-
Any variation on the Vs would twist the part while clamping and likely throw the part out of tolerance after releasing. I didn't model it, but we have tooling lugs on both sides that we fixture with. They get remachined flat prior to the finishing operations.
-
If that is all I needed, imma be pretty upset. I thought about looking for those, but we just did not have enough time. Do you have any you recommend?