ikertx0
-
Posts
97 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by ikertx0
-
who can share file?
-
Hi Gunther I'm using the X+ license, now I just updated to version 2023. Why don't you make a version in Spanish? All versions I have to translate the DLLs. I am willing to help you make the Spanish versions if you want Best regards
-
Check Rotary settings - Haas ST30Y
ikertx0 replied to ikertx0's topic in Post Processor Development Forum
Thanks Colin! So maybe it's easier to adapt MPLMASTER to work on haas st30y right? -
Check Rotary settings - Haas ST30Y
ikertx0 replied to ikertx0's topic in Post Processor Development Forum
Thank you!! I see that with MPLMASTER it does post-process it, although the code is somewhat more generic. I would like to know why the haas generic does not post-process in non-rotation mode, neither in Y axis nor in C axis. Is it possible to add part of the MPLMASTER code to the HAAS postprocessor? -
Hello I have a problem post processing operation 6 of this program. Mastercam 2022 It throws an error. I want to machine on a haas st30Y lathe with a 90º live tool. Can someone guide me or explain the problem? Best regards Attach a zip2go, I have removed my license information so that it does not circulate on the internet, I will talk to Colin over the weekend, thanks DESBASTE-TORNO-50.rar
-
GENERIC HAAS VF-TR_SERIES 5X MILL post question
ikertx0 replied to gcode's topic in Post Processor Development Forum
Hello, I have the same problem as you. It does not make a continuous turn, it only increases 1º each time. If I change the value to -40 it rotates continuously? I do not understand why brk_max_ang : 1 #'brk_mv_head' maximum angle move, applied if chordal #calculation angles moves are greater (negative disables) skp_rdnt_ck : 0 #Skip 'brk_max_ang' redundant angle check Can somebody help me? -
GENERIC HAAS VF-TR_SERIES 5X MILL post question
ikertx0 replied to gcode's topic in Post Processor Development Forum
Hello, I have the same problem as you. It does not make a continuous turn, it only increases 1º each time. If I change the value to -40 it rotates continuously? I do not understand why brk_max_ang : 1 #'brk_mv_head' maximum angle move, applied if chordal #calculation angles moves are greater (negative disables) skp_rdnt_ck : 0 #Skip 'brk_max_ang' redundant angle check -
Thank you. I already have a post-processor encrypted by my reseller for my license number, including the machine simulation, but I would like to make one in my own way, since the current one is configured in a different way than I have and to work. It is the reason why I was looking for a generic free 5 axis.
-
I don't think they (reseller) will send it to me for free, even if it is the generic 5axis. That is why I was asking if it is available somewhere to download and be able to configure it myself
-
I didn't find any either. There is an option to pay for reseller but they send it encrypted. I want it decrypted so I can configure it my way https://www.mastercam.com/support/post-processors/a-heidenhain-tnc-5x-mill-post-processor/
-
Good morning and happy new year Is there a generic pst for heidenhain 5 axes? I have to make one for a machine, but I can't find the base of any generic 5 axes, I only find up to 4 axes. It is for tnc640. I have only got 5-axis generic fanuc and haas. Regards and thank you
-
Hello!! Is it very difficult to learn to make setup sheets? I have an SST inside report for mill, but I want to learn with net.api to have mill and lathe. I have original license of mill 3 + 2 / lathe C + Y / wire
-
Heidenhain 530 Post Processor
ikertx0 replied to ikertx0's topic in Post Processor Development Forum
With that option, I have managed to make it work, and that always after an FMAX the programmed F appears -
Heidenhain 530 Post Processor
ikertx0 replied to ikertx0's topic in Post Processor Development Forum
@X_IHS @crazy^millman Hello! I could not answer before because I think I am a new user. First of all, thanks for responding and helping, I am licensed until version 2021 and within January I renew the maintenance. Secondly, in heidenhain, after FMAX an FXXX must go otherwise always work in FMAX. I was aware of the modal_feed option, but I don't like the preview showing on all lines. I have created a new variable, sm_fmax, set it to fedérate output, and added to all lines after smaxrate replaced by smaxrate,sm_fmax=1 I am doing tests and I think I have already solved it, what do you think? sm_fmax : 0 pfeed # Feedrate output if modal_feed = no$, *feed else, [ if fmtrnd(feed) <> prv_feed , feed, sm_fmax=0 # Has Feedrate changed? else, strf0 if sm_fmax=1, [sm_fmax=0, *feed] # No, just output an 'F' ] -
Heidenhain 530 Post Processor
ikertx0 replied to ikertx0's topic in Post Processor Development Forum
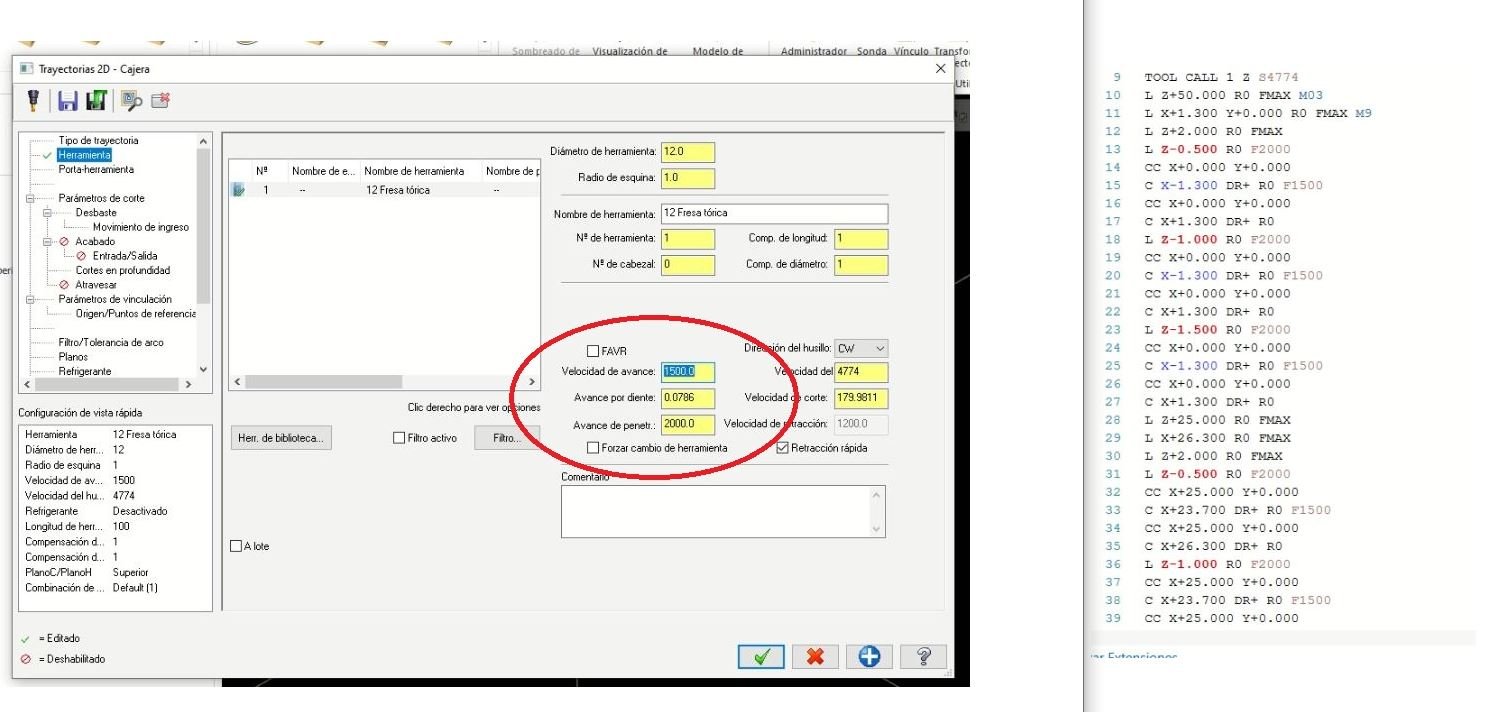
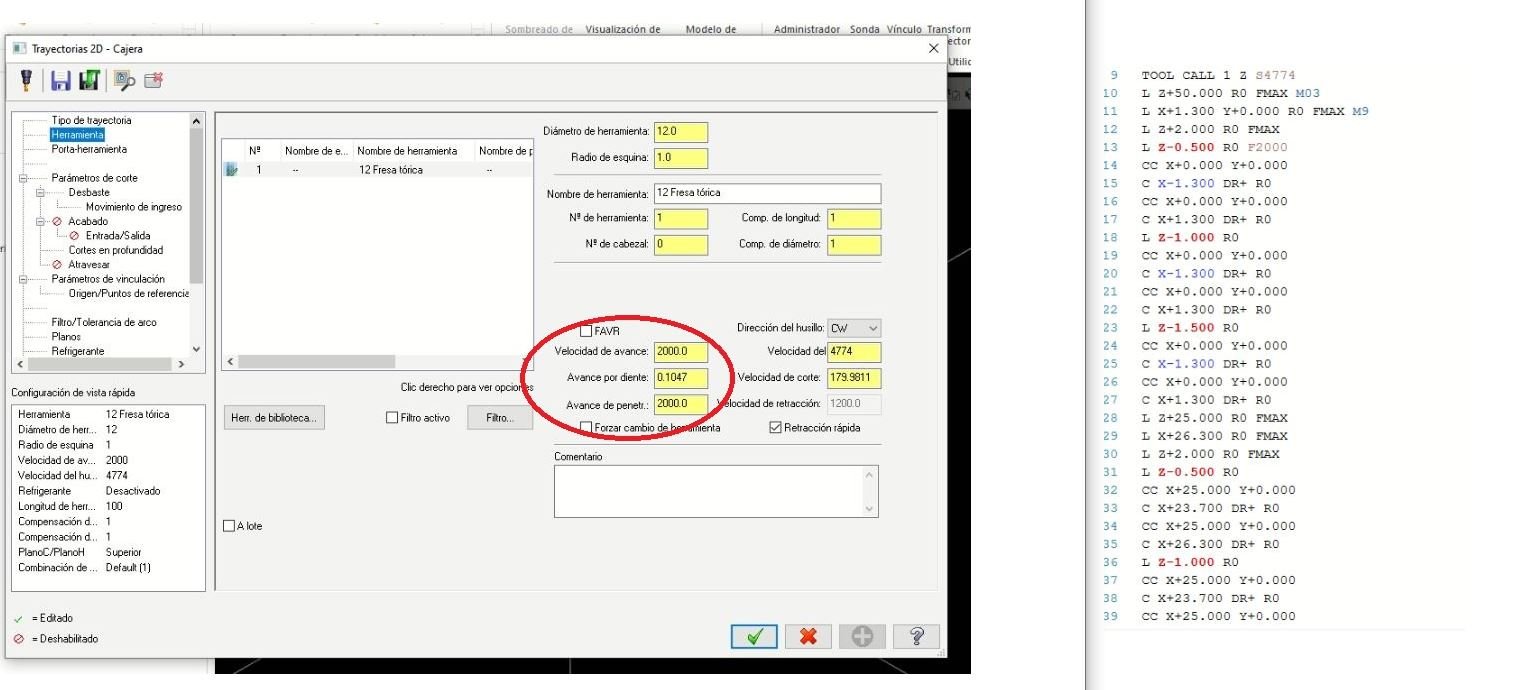
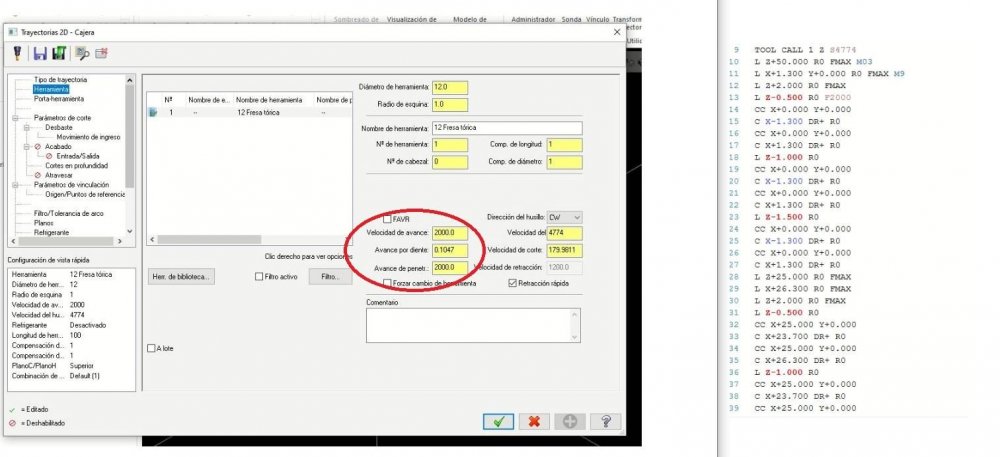
Could it be a BUG? I just discovered that, if the advance speed, and the penetration advance is the same value, Fxxx does not appear after FMAX, while if the values are different it is postprocessed fine.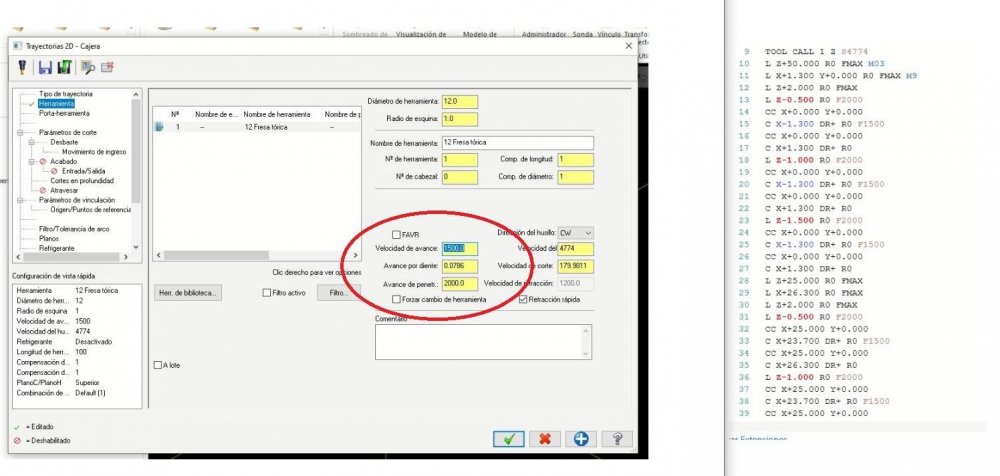
-
Heidenhain 530 Post Processor
ikertx0 replied to ikertx0's topic in Post Processor Development Forum
Thanks Attached zip2go. I still have not gotten a response from the reseller. It is a PST that I am doing without reseller -
Hello! I use a generic heidenhain tnc 530 post processor with various modifications made. But I found a bug. Sometimes after an FMAX it does not show the programmed advance F. I attach a video of the machining, and the generated file. It can be seen in T.H that after FMAX in the second hole there is no work advance Best Regards VID_20211204_171234.mp4 T.H