





Bob W.
-
Posts
1,914 -
Joined
-
Last visited
-
Days Won
20
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Bob W.
-
How do you name your tools in a programmer/operator setting
Bob W. replied to ThisGuy's topic in Industrial Forum
We enter the data manually. When tools are set, tags are printed which stay with the tool until they are physically put into the machine. The tool data is entered into the cell controller immediately. -
How do you name your tools in a programmer/operator setting
Bob W. replied to ThisGuy's topic in Industrial Forum
We actually send very little information to the operators. No comments, no tool information. Most things are checked by the machine... We have multiple tool databases (Mastercam, Vericut, etc...) but our Vericut database is king, meaning if there is ever a question about a tool's geometry Vericut is the record of reference. This is because we have a policy of 100% of our programs passing Vericut before going to the machines so if a tool is constructed to the Vericut spec it is safe to run. We have a software application in our tool crib where the tech enters the tool number and it pulls the tool information from Vericut and displays it on the computer. This includes cutter information, holder information, stickout, and min OAL plus a graphic of what it looks like. The tools are stored in a locked cabinet (Western Tool's FTS system, it is a 10!). When the tool manager needs a cutter he types in the tool number and it tells him the location of the tool by cabinet, drawer, row, and column. We set our tools using a Speroni presetter and the values are entered into our cell controller which will not accept a tool that is out of spec to its definition in the cell controller. The minimum length of the tool definition is equal to the length of the tool in the Vericut library. When the tool is loaded into the machine it triggers a first use macro, so the machine measures the tool with the laser the first time it goes into the spindle. If the tool is out more than .01" it is flagged as broken and prevented from further use. We have one tool library in our shop and that covers turning and milling, CAT40, CAPTO C6, C4, etc... We aren't a huge shop so it isn't an issue yet. These are all SOPs in our shop and they are written into our quality manual for AS9100. The main driver behind most of the processes is the lack of skilled labor in this field and also the fact that even skilled labor folks have bad days and can $hit the bed with the best of them, myself included. Qualified machinists seem to be a dying breed and some of the folks I have seem present themselves as a 'machinist' were really disappointing. Our toolroom manager started with zero machining experience and he started running the toolroom after about three months on the job. This is because he is VERY good at the details but the machines still check his work. Most of our machinists started with zero to less than two years experience and that includes our entire metrology department. The processes are all designed with that in mind. With this system we haven't had a tooling issue in a few years and yes, I'm knocking on my desk right now. I'm not sure this answers the question given above but I figured I'd share our processes on how we handle tooling. We have similar processes for every other aspect of the shop (first article, program prove out, program control, etc...) and they are followed to the letter and thus they work well.- 22 replies
-
- 10
-

-
Our Fanuc31 machines have an option enabled that eliminates dog leg rapid. I think it was something like a $1k Fanuc option. It was called linear rapid, or coordinated rapid, or something like that. All of our 5-axis machines have it and there are zero dog leg rapids ever.
-
I really with the plane and level managers could be set up to operate like the operation manager where levels and planes could be grouped by operation and expanded or contracted as needed. When I have a part using 40-50 levels and 30-40 planes spanning 5-6 operations it can be a pain getting the right plane, especially if they are added out of order. I know in the grand scheme of things this isn't that complex. I could only imagine some of the huge files some people deal with. Just my $.02
-
I don't know about the Siemens controller but I do know that my Makinos run much better and smoother with linear code, NO arcs. If looking for an amazing finish on a mold, 100% linear code, NO arcs. My Haas machines were the opposite as is my Makino PS95 with the Fanuc 0i control. They perform better and smoother with arcs and studder/ shudder with linear code because they can't process fast enough. At the end of the day you need to figure out what the control and machine like. Reach out to an AE for your machine maker and ask them what produces the fastest, smoothest machine motion and go with that. We typically run linear code with .004-.01 max segment length if we want to really haul @ss. Makes for huge programs though. For this application it isn't really about speed, it is more about smooth but the two are connected. Speed=smooth.
-
I would take a good machine over a CMM 100% of the time. From my experience CMMs don't produce revenue, they open doors to aerospace work and for that they are a necessity. As a new shop you would need revenue above all else. Doing aerospace work on a 3-axis VMC would not be fun at all and it would be hard to turn a profit with a shop with ANY employees. Due to the documentation and quality requirements of aerospace work the shop would need to be VERY efficient in other areas to make up for this overhead. My shop has one person on quality full time and three full time people in inspection so in a shop with 11 employees those are the resources going to these areas. This pretty much means multi-axis machining of tight tolerance parts because that is where the $$$ are. If we had only low end VMCs we wouldn't be able to stay in business with aerospace. You could only really do it as a one man operation but this is just my opinion and I could be wrong. Rather than invest a nickle in a CMM, spend the $$$ on a nice 5-axis machine that will be the cornerstone of your shop. Use the revenue that produces to build out from there. My $.02. Employee wages are a lot more than a machine payment so you would want to put the pieces in place that will not only make the machine payment but also produces the revenue to support employees. Years ago one of my employees demanded a raise to $34/hr (20 year old kid with 3 years experience) and I was a little offended but I did give him a clear path to get there over the course of six months. That included taking courses in GD&T and learning to run and program the CMM, mostly on his own time but 100% on our dime. He wasn't willing to do those things and a few weeks later we parted ways and he did ultimately get a job at a shop running VMCs and he started at $25/hr. He has been there a few years and I'd guess he is probably now making $26/hr. That shop isn't running equipment or processes capable of generating the revenue to pay its employees well... The efficiency and throughput of the shop is where your pay comes from, not the boss. Something to think about when job hopping.
-
Sounds like that shop is trapped in no man's land. He has enough employees that he can sort of manage things but he has no extra capacity to develop new systems or implement new processes because 100% of his time is dedicated to just running the shop as-is. The new processes and systems are EXACTLY what the shop needs to move to the next level. The only way to do this is to effectively delegate and to do that there needs to be a very competent person that can take on high level projects and move them forward. That costs $$$... It is a very tricky trap to navigate through because financially it can be a step back and that is hard to swallow for an owner, they need to have a clear long term vision and a clear understanding of the short term challenges to get over the hump. I can totally relate to this because we went through it in 2018-2019. I never worked so hard and it was extremely frustrating and expensive to establish management and a solid business structure. The benefit is that now my work load is 30-40 hours a week, the shop is more profitable than ever, and I get to have a life and take vacations. To accomplish this I hired a good friend from college, made their pay commission based and provided incentives for them to earn equity in the shop if certain milestones were reached, which they were. It was a pretty unconventional approach but it did work. This agreement was reached in 2017 and we started to see light at the end of the tunnel in 2020. I should also add that we had a legal contract/ agreement from day 1.
-
How big is the shop? If the shop is 3-4 employees ERP would be a tough sell because it requires a significant amount of time and resources to implement and run. At 3-4 employees the cost is lost productivity would outweigh the benefit from ERP. If the shop is 10+ employees and there is a management structure starting to form ERP becomes a valuable tool the the benefits outweigh the cost. We didn't have ERP until this year and we use Microsoft's Business Central which is bad@ss. It is a LOT of work to set up but it is extremely configurable and powerful. MUCH better than E2 or Jobboss, etc... Prior to this year we used Quickbooks for accounting and that was enough. As for managing the tool crib and other shop related stuff. We have detailed SOPs (standard operating procedures) and employees are expected to follow them. If they don't follow them they get fired pretty quickly, end of story. We have ZERO patience for guys on their own program. If they don't like how things are we discuss how to make them better but they are always expected to follow the processes in place. We are an aerospace shop and we run a really tight ship and all process violations are documented and resolved. Three strikes and off to become another shops problem. The result of this was quick turnover initially but we now have a very stable group of employees that operate at another level. I wouldn't trade one guy (or gal) in my shop right now for anyone.
-
Yes, this is great! Thanks!
-
How would you bore these? Feed in/ feed out, or feed in, stop spindle and rapid out? I usually feed in and out but in this case I'm not sure how the insert rubbing on the way out would go. Do people write custom macros for these that stop and orient the spindle, offset in X or Y by a few thou, then rapid out? It seems like that would be the best method.
-
The 32 finish is on a curved surface that is surface machined. It has some really tight features requiring a .031" ball mill with a 1" reach. We are using clearance cutters from Harvey tool (tapered shank with stubby ball mill at the end) but they aren't very rigid. On the next part we plan to have a look at the die/mold cutters from RobbJack which appear to be a lot stiffer. Great idea on the boring heads! The holes are pretty small (.25") but nothing a boring head wouldn't do with ease. We'd just need two of them for this part so that isn't bad either.
-
Yes, we are given a raw casting along with a text file with a number of point coordinates to reference for machining. We use these points to establish the datums and when done we need to reinspect these points back to the datums and they ALL need to be within .005 TP along with the other features called out on the drawing. It has been a fun project but a pretty good source of stress because you just don't knw how it is going to go. When the first part came off the machine with a max TP of .0015 it was a huge relief to say the least. The process works and after centering and tuning we should be able to get all TP under .001" because that is how we roll There were a number of custom macro probing routines we developed for this and when all is said and done we should be able to ship these in under two days from receipt. Typically we are turning around castings same day. They are really interesting and present a whole different set of challenges. A really good inspection department is a must. The blue etch inspection is a whole different animal though, totally in the dark there...
-
Optirough toolpath crashes my whole computer...
Bob W. replied to jeremy7440's topic in Industrial Forum
I used to have those issues when I overclocked my computers, which are all water cooled. Unless you get the settings just right it can make the computer unstable. I value stability over everything so I backed it off. I use the extra calculation time to get a cup of coffee. It can be a nice, forced break. -
The main things I am curious on are boring precise holes with end mills or ream with carbide reamers? What sort of tool life to expect? Speeds/ feeds? The tolerances aren't very tight with the tightest being +/-.002". True positions are pretty tight though at .005" on a part that is ~30" long and fairly thin and flimsy. We have produced one part that met all tolerances but didn't meet the surface finish requirement on a surface machined feature (32 finish req is at 40 in places.) This could be fixed by hand but there are tight limitations on that, needs to be done in an automated process... That is just a tooling issue though and we are working on it. It wasn't easy by any means to hit the tolerances but it is a good process and will repeat. It will be a real bummer if it fails the blue dye inspection however. The biggest risk is going through all of the qualification parts, which we will be paid for, and not end up winning the work.
-
Without going into too much detail, there are three parties. There is the casting supplier and the OEM. We are working for the casting supplier but we need to be approved by the OEMs quality department. We have no exposure (within reasonable limits) on the casting liability but at the end of the day we do want to be approved for the OEM and win the contract. We have worked with this casting supplier for some time and have other contracts but none of the work has been done for this OEM.
-
Yep, we have asked and the answer we get is we are supposed to be the machining pros, LOL! They are right but at some point everyone was at square one. We are a pretty small operation for this customer, they are used to working with much larger shops so we feel fortunate to even have a crack at these.
-
We have a new aerospace customer that is requiring this inspection for qualification of some titanium casting machining. Basically they etch the machined part, then inspect with some sort of blue dye. I think the formal spec is RPS 675 Method B. Is anyone familiar with this process and what sort of cutting conditions would produce a pass or fail? Once this process is ironed out it will be a fixed process. We are totally flying blind on this so any input will be a huge help. Our customer will also be sectioning these parts and inspecting the sections of the machined regions under a microscope as well. In any case, they haven't offered any insight on machining tooling, tool life, cutting conditions, etc... that produces a pass or fail.
-
Optirough toolpath crashes my whole computer...
Bob W. replied to jeremy7440's topic in Industrial Forum
My only guess is maybe you are overheating/ overextending your processor or graphics card. -
I saw in your signature you were embarking on becoming a shop owner? Is this related to that quest? In any case, tool management is a critical aspect of running a shop and setting it up correctly from the beginning will open the door to smooth growth going forward. When I started we ran Haas machines which I love to bash on but in all reality they did get me off and rolling and were the right call at the time. With that said, they were limiting on tool management in that they only allowed tool numbers up to 200 or so and the pot and tool numbers had to match in the machine. The result of this was that for one part a 3/8-16 tap might be tool 5 and for another it might be tool 25. The result is that every project would need a complete teardown before moving to the next. With most high end machines tool numbers can go up to 99999999 which allows unique tool numbers for each tool you would ever buy and assemble. Currently our 3/8-16 tap is tool 84 and it will never be anything different. That is for a 2B uncoated tap in an ER32 holder with a 1.25" stick out. Our tool numbers are set by the tool, holder, and stick out combination. If any of these three parameters change it gets a new tool number. We have tool 3 and tool 667 which use the same holder and cutter but 667 sticks out 1/2" further, thus getting a unique tool number. In our tool cabinet the cutter for tool 3 and 667 is the same and will be found in a search for either. It also has 3-4 other tool numbers tied to it because it also has definitions tied to different holders. We also have different series. 6000-7000 series tools are for our mill-turn and are in capto C6 holders, 5000-5999 series are single use only. They are programmed for ONE PART ONLY because it is a critical feature and we don't want interference with other parts. 3000 series are for Ti, 4000 are for Inconel, etc... The benefit to all of this is if our machines already have tools in the machine we know were good to go and only have to load those that are missing. Instead of changing out 20 tools to get a project going we might need to add 2-3. We only have one tool library and that includes the turning tools for our mill-turn. I'd love to hear what other shops do or what systems they have come up with. We transitioned to this at the advice of a former employee and at the time we had 500 tool numbers and it took a few months to get everything straight. Currently we have ~1300 tool numbers. Getting something like this implemented on day 1 would be a massive time saver and be a concrete foundation for growth. I have contemplated doing some YouTube videos on running a machine shop. Programming and running the machines is actually a very small aspect of being profitable. Nothing says one needs to be a starving machine shop owner. If done right it could make you a multimillionaire in a decade. Maybe I'll do a series someday when I start to back away from the shop a little. In any case, best of luck and feel free to ask any questions. There is a lot I don't know but I'll happily volunteer the things I do know.
-
Having trouble cutting up to an avoidance surface
Bob W. replied to Sigurd's topic in Industrial Forum
I'll have to keep that in mind in the future. I usually leave the original solid intact and put the surfaces on another level but I guess I could copy the solid to another level and rename as a modified version. Good to know, thanks for the tip. -
I haven't read the entire thread so this might be a repeat, but one of the things I will do in ill-conditioned geometry is draw a circle or square in the middle and use that as avoidance, then go back with a second dynamic toolpath (dynamic face) to remove that circle or square. It avoids creating the sliver and makes for very reliable programs. We are running titanium parts overnight on our cell so this approach has been a must at times.
-
Having trouble cutting up to an avoidance surface
Bob W. replied to Sigurd's topic in Industrial Forum
I generally create offset drive surfaces when I want to leave extra material. Offset them by .002" or whatever extra stock you want and program it with zero stock to leave. The reason you are getting the results you are getting is it wants to leave extra material on the face and all edges of the material, not just the faces. -
Yes, it is very simple and very inexpensive. We were early adopters so Western gave us the cabinet which they still own. We bought the second cabinet and pay a $100/ month fee which is refunded if we order more then $1k in tools per month. We order something like $20k in tools per month so it ends up being free. I'm not sure the exact terms at this point because it runs entirely in the background which is how it should be. At the end of the day it is a huge win/ win because the cabinet orders the tools which saves the sales people a ton of time. Makes them much more productive as well.
-
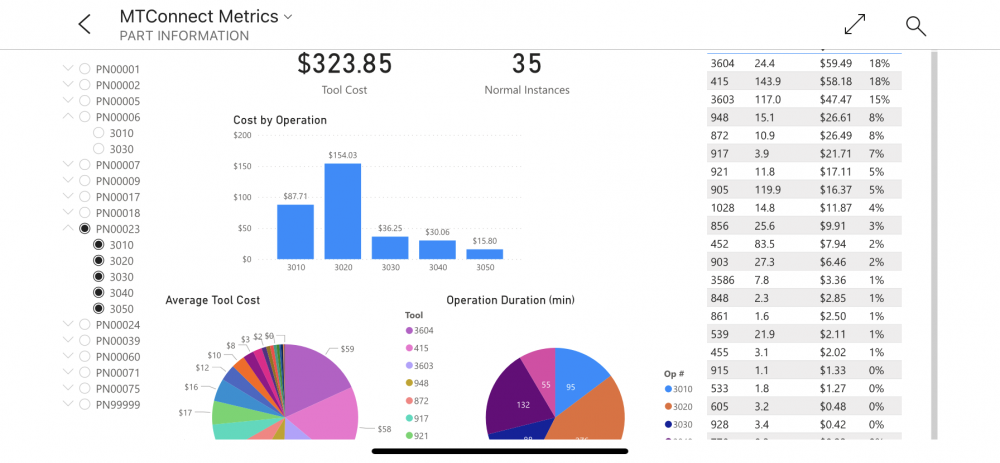
Another cool feature of this is the data is open and available. We have all of our machines exporting MTConnect data and a program we wrote to analyze it. It grabs the tool run time from the machines, tied to the part and operation, it grabs the cost of the tool from the FTS database, and it grabs the tool life data from the Makino MMC database. The result is a real time dashboard of part cost per tool and per operation. Here is a screen shot from my phone of one of the dashboard screens covering tooling costs. We have something like 10 different screens covering everything from spindle efficiency to on time delivery and we access it from our phones. I LOVE this stuff. It makes us so much more productive and it makes it so easy to see where work and attention is needed.
-
We use Western Cutting Tool's FTS system (future tool system I think). Basically the tools are stored in a tool cabinet (Lista, Stanley Vidmar, or similar) with a computer loaded with their software. Operators log in (user ID and pin), type in the tool number they need, and the software tells them the cabinet, drawer, row, and column where the tool is located. We also specify, by tool, the miniimum and maximum tool quantities to stock. When the stocked tool count drops to the minimum the system automatically issues a PO to Western and orders enough tools to bring it back to the maximum. Twice a week our rep comes in and stocks the cabinet for us. I am so happy with this system I can't say enough good things about it. It has reduced the workload in ordering tools and we are never out of tools. No panicked UPS Red overnight tool orders for at least 5 years now. We also had a software app written where our toolroom manager types in the tool number and it provides a graphic of the tool (silhouette) along with the cutter make and model, holder make and model, and stick out. It pulls this data from our Vericut database in real time. Between this app and the FTS our toolroom manager has all of the info he needs and never has to ask anyone any questions. He gets the needed too list from Makino's MMC, gets the tools from the FTS and the build specs from the app. Our databases are very tightly controlled and very accurate. For this to work that is a must. I should also add that we use this for tool holder hardware as well such as ER collets, hydraulic sleeves, thru spindle ER nuts, pull studs, etc...

