





Jobnt
-
Posts
427 -
Joined
-
Last visited
-
Days Won
7
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Jobnt
-
-
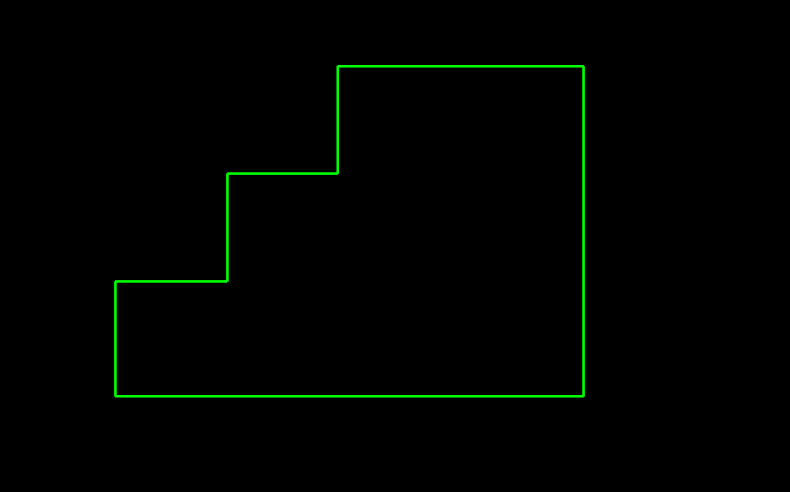
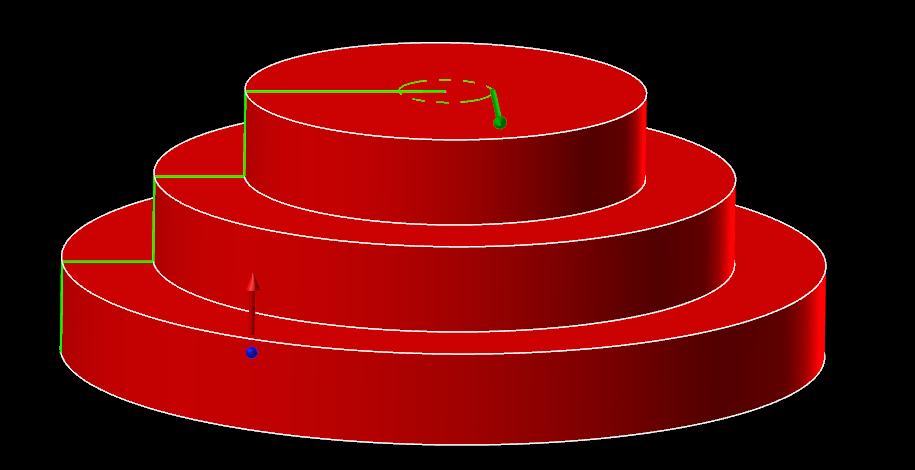
I would create this in a side view and use a revolve function then cut the slot out the bottom.
-
 1
1
-
-
36 minutes ago, Sumac Andy said:
I unchecked the 'spiral inside to outside' and worked fine for me?
Andy.
Not my preferred strategy.
.gif ";)")
-
11 hours ago, Camelot said:
Why is the "RAPID RETRACT" option disabled by default?
The real question here is, WTF do I get 5,368h53m23.82s cycles times on a 5 minute part when rapid retract is checked but there is a zero in the feed box?
Did MC forget to check if the box is checked before they calculate the cycle times? Seems that would be one of the top conditions to check for before the algorithm starts the calculation. No?
I could provide a line or two of sample code on how to do this if CNC Software would like...

-
19 minutes ago, gcode said:
Chaining Dynamic milling toolpaths is counterintuitive, at least it is to me.
The machining region will normally be your stock.
Avoidance regions are normally your finished part (ie you want to avoid cutting it)
Air regions are exactly what they say they are.
Once you get the hang of it, you can do some pretty amazing stuff by manipulating the machining and avoidance region chains
It kind of is to me, too. GibbScam uses Volumill for dynamic milling. The biggest difference I see is that you have to create air-walls as a geometry type then Volumill sees it and drives the toolpath accordingly. Most of the other chaining is very similar.
I've spent most of the day upgrading some toolpaths on a travel fixture to use dynamic and have gotten a lot better with it.

-
18 minutes ago, Aaron Eberhard said:
Oh, yeah, a few other thing to know going into Dynamic paths, in no particular order:
* Use a good High Speed calculator. I use HSM Advisor, but the Harvey Tool/Helical calculator app is awesome as well.
* Use the full flute length, unless it's excessive. For example, if you have a 3" deep pocket w/ a 1/2" endmill, go at least 1" deep per pass if you have the flute length.
These settings:
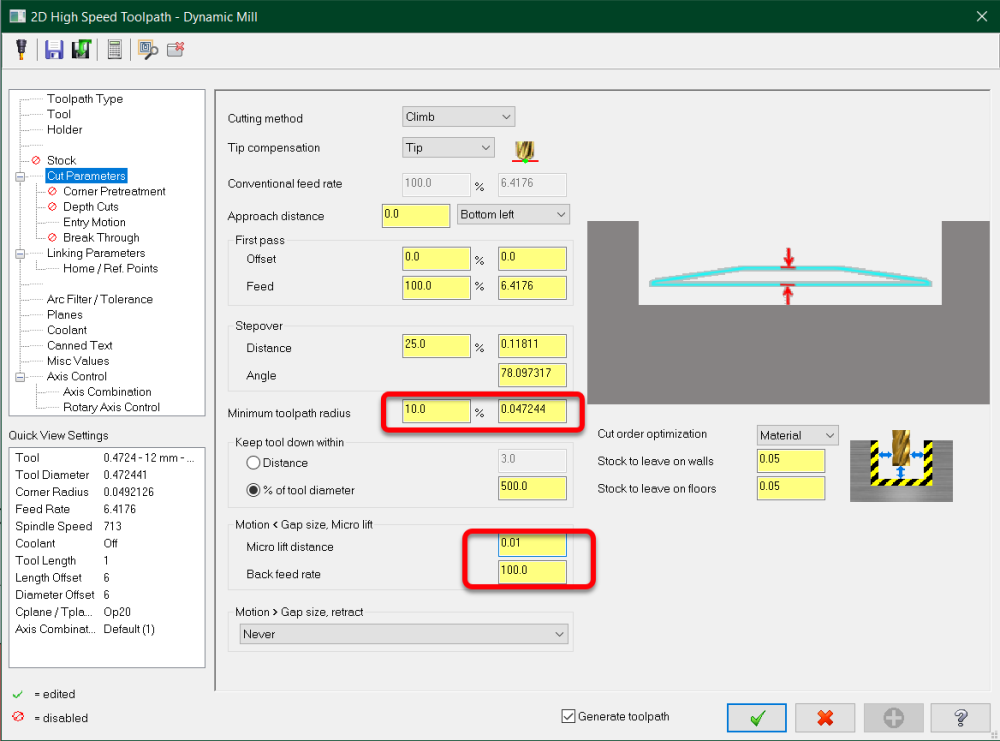
will control how successful you are in your cut. The minimum toolpath radius is "what is the smallest radius this toolpath can create" and it will be machine dependent. if you're cutting mild steel with a good spindle, you may find yourself running at 500-600 IPM, but your machine can only keep up @ 500 IPM in a radius of .100", anything smaller than that and it starts to slow down. Either make the radius smaller or the whole path slower to keep an even chip load.
The microlift & backfeed rates are the most often overlooked time savings in it, you can often shave off 30-40% of your cycle time by setting that right. The microlift is how much it pulls off the surface to travel across it between cuts so it doesn't drag the tool in the surface or chips, and the back feed rate is how fast it does it. On a reasonably modern machine, a .003-.005" lift and whatever the max feed rate of your machine is should go in there.
Great info, thanks.
I'm very familiar with Volumill (GibbScam) and most of the settings you mentioned are there. My biggest hurdle I think is setting the chaining correctly. Once I figure that out I'll prolly quit asking so many stupid questions.
.gif ":)")
-
1
-
-
There's a lot more to it than there used to be for sure, and WAY more than the "other" software" ever thought of having.
-
1
-
-
42 minutes ago, Colin Gilchrist said:
The algorithm doesn't like nested chains, with 'spiral inside to outside' enabled.
That's my go-to path. Sounds like a very slight change in my work habits will fix this ongoing issue.
I've spent a few hours playing with dynamic paths and now that I understand a little better what all the regions are for and how to chain them I think I'll be spending a lot more time with them vs the old school stuff.
Thanks much for the help everyone, including Ron.

-
1
-
-
6 minutes ago, #Rekd™ said:
On the Home Tab - Display there is an Arc Center Points command.
Does that actually turn them off like in settings or just hide them? Or is this completely different than what I posted?
-
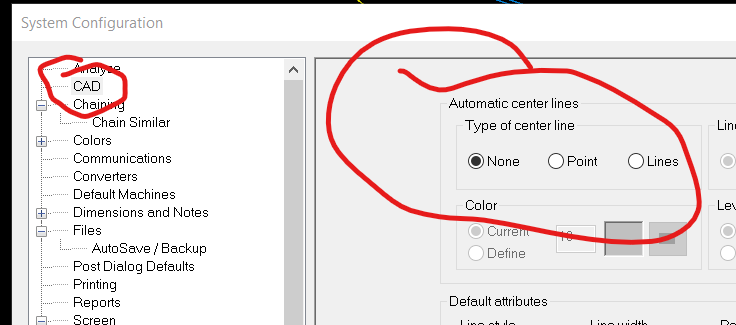
Try File / Configuration / CAD / Automatic center lines
-
I use a different order but yes, same basic steps and have always gotten it to work. Sometimes it just takes a lot longer to find a solution.
/ranton
There's a lot about MC that just bugs me, like the backplot window always changing size and the #*@&ing POS active reports viewer always opening full screen. My monitor is 3 feet wide and almost 2 feet tall.I. Don't. Want. ANY. Window. To. Open. Full. Screen.
Ever.
/rantoff -
Perfect. Thanks!
-
Did not know, makes sense.
Here? The solid options are all greyed out.

-
Interesting. One thing I love about Mastercam is there are a dozen ways to do just about everything. One thing I don't like about Mastercam is there are a dozen ways to do just about everything.
Once I figure out the best strategies for the parts we do this will get easier.
In the mean time, expect some dumb questions the next few months while I get back in the groove.
-
1
-
-
It's probably something stupidly simple but it escapes me. How come when I'm trying to trim lines/arcs, it always selects solid edges instead of the lines/arcs?
I mean, you can't trim solid edges, can you? So why have the ability to select them when doing a function that doesn't even support it?
-
17 minutes ago, JoshC said:
i was gonna say is no one going to suggest a modern toolpath, pocket is sooooo outdated.... nothing wrong with doing things the old way, but if improvements can be made why not do it, dynamics only scary at first, then it just becomes the norm
Not gonna lie, I don't use the modern toolpaths much because I haven't been trained on them and I get really bad results most of the time, but once I get over this hump I will try to get familiar with them.
It just cracks me up that Mastercam has had this issue for decades and STILL
can'twon't fix it. -
30 minutes ago, volitan71 said:
Well for what it's worth, in 25ish years on Mastercam I've never had a tool run through an island.
I've always picked entry points first though. Coincidence? Does it make a difference? No idear...
I've been using mastercam since v9 (what's that, almost 3 decades?). I've always had this problem.
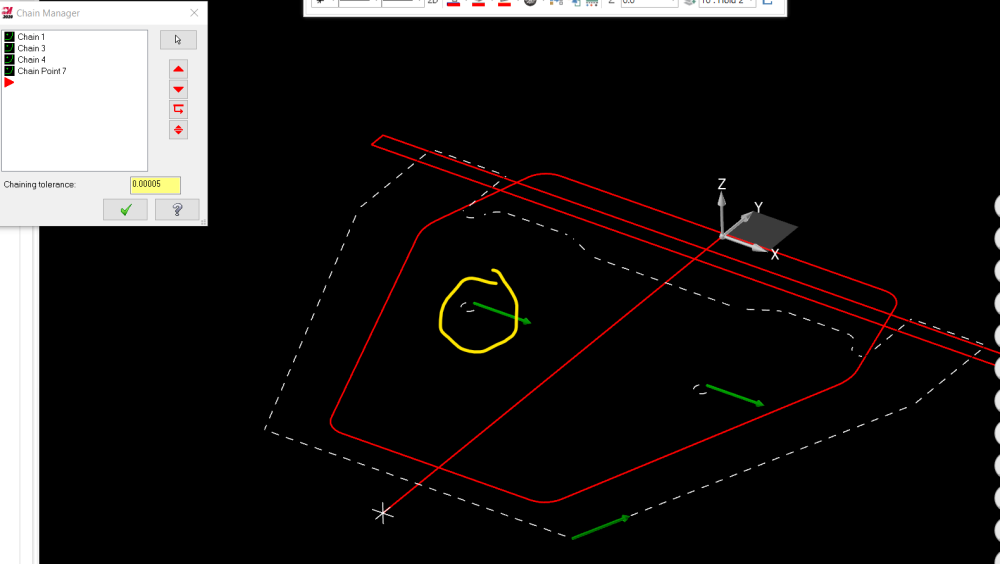
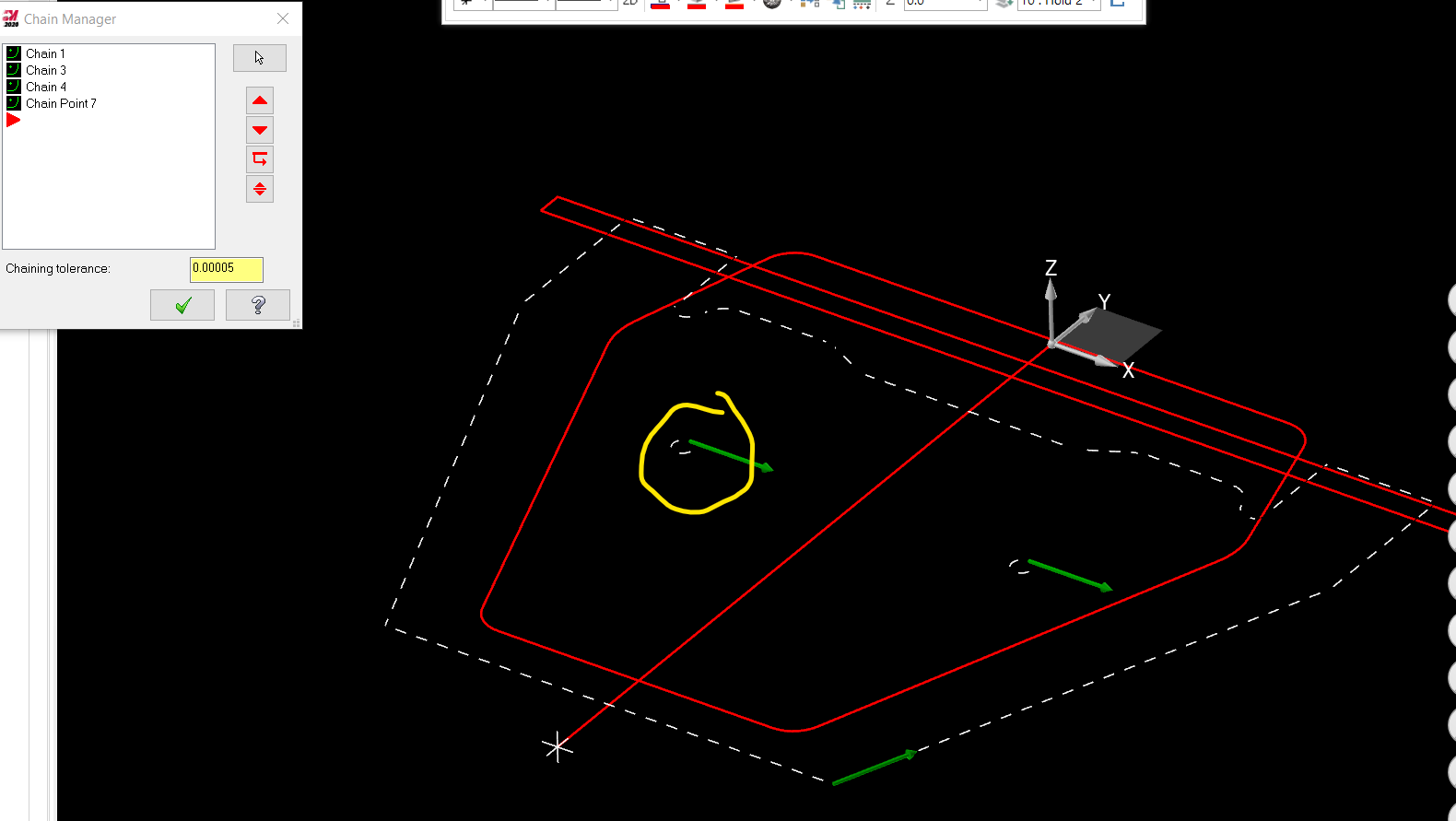
I've tried picking chains and points in different orders, changing sizes, changing depths, changing tool geometry, changing start point positions, etc etc.
The only thing that ever works is moving the start point position and that only works half the time (like on this part where I have a lot of options on where to put the start point, but on some parts I don't have that luxury so this is a complete fail.)
-
5 minutes ago, GoetzInd said:
However, in another division of our company, the verification process is defined as "checked by machinist", and guess what, both pass our AS9100 audits and most of the time the auditors have no idea of what actually adds control and value and are just checking boxes that you process is being followed.
I'm not familiar with ISO 13485, but in AS9100 you define what your process is and as long as you adhere to it you should pass any audit. Therefore the auditors really don't have any idea of what adds quality and value.
-
7 minutes ago, byte said:
I drew a similar shape as well, it looks fine, I used the same center on point option as 4D
Thanks, Kid. Appreciate you taking the time. My file is below and an image of my fix is attached.
I have had this problem for literally decades. Seems like such an easy fix. I can usually work through it by moving start points around like I did here, it just amazes me that this is still an issue.
Here's the stripped down file. You can move the start point around and it changes the behavior. I moved it up to the back left side as much as I could and got it to work.
-
Just now, #Rekd™ said:
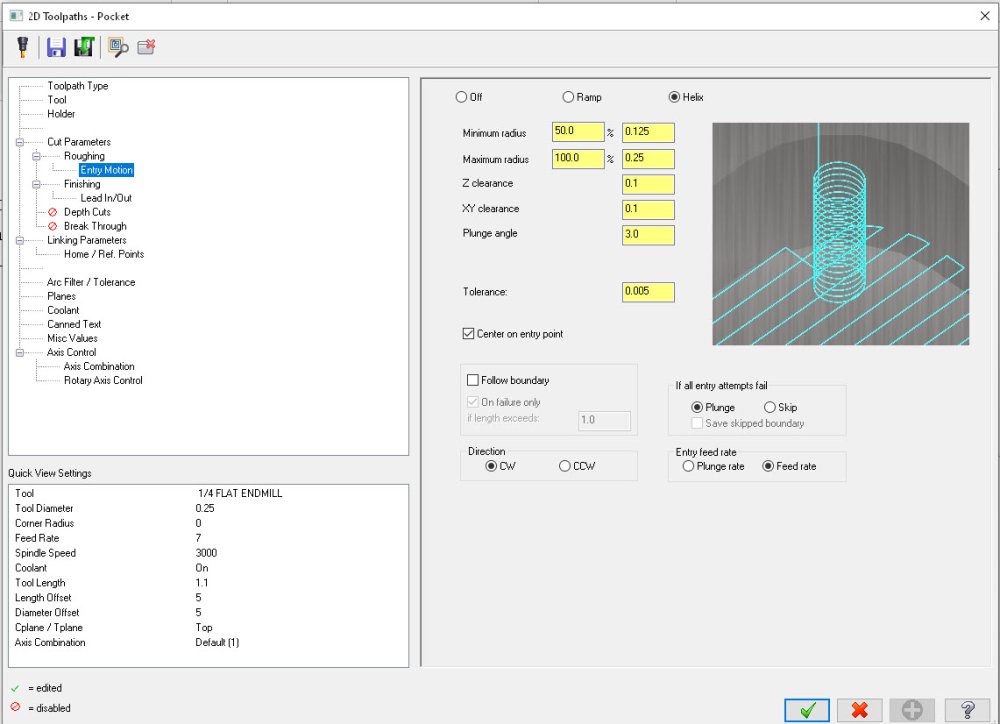
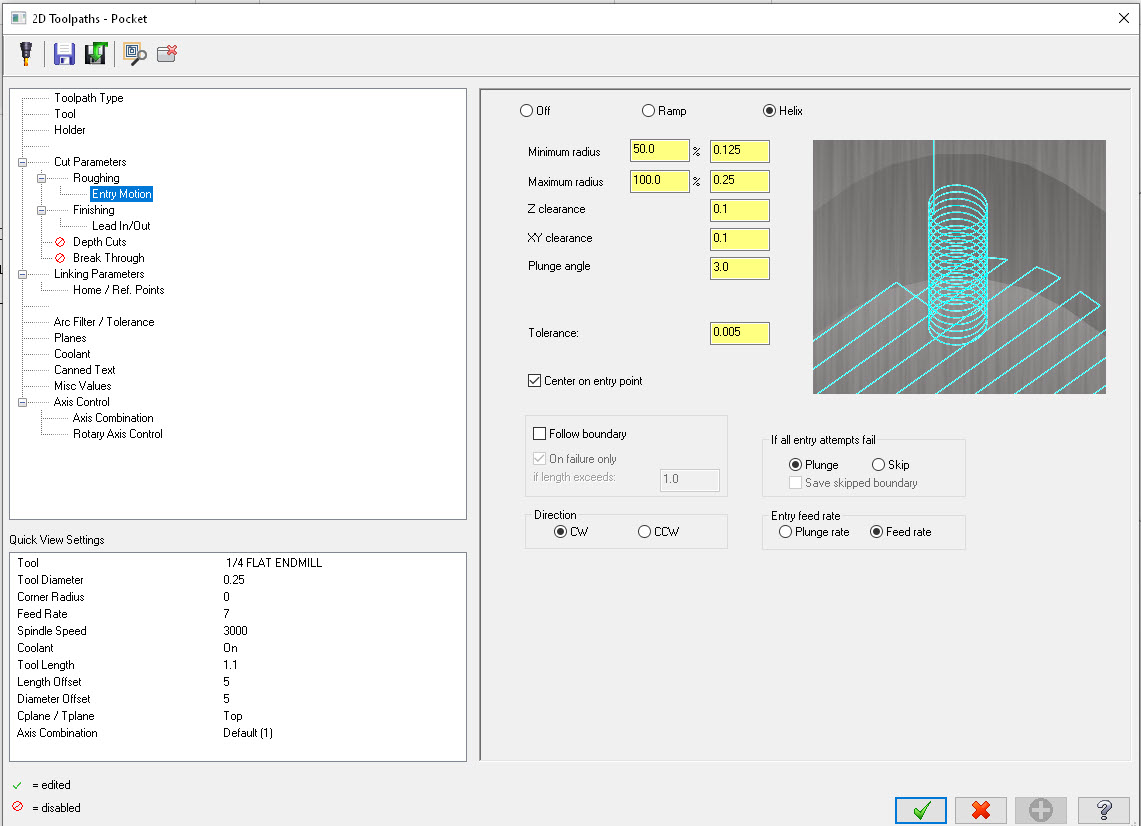
Do you have Center on entry point selected?
I tried something similar in MC2019 and it is respecting the bosses, I can reselect the point and no issues,
Thanks, will check it out in a bit.
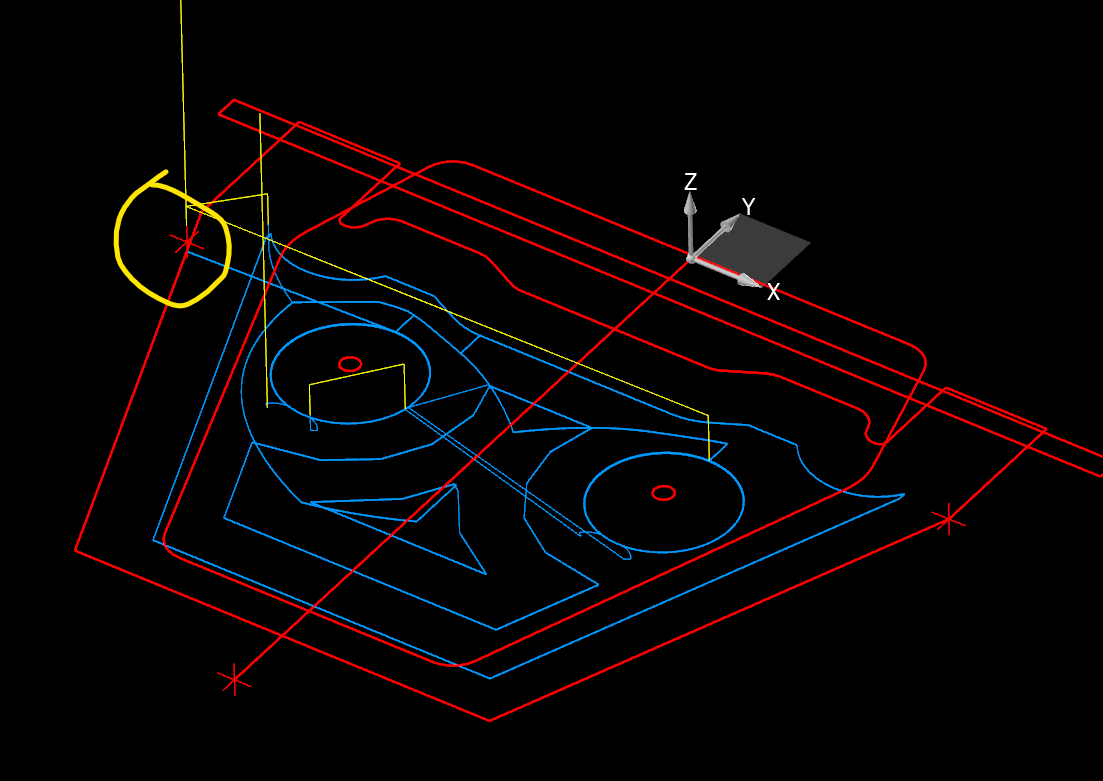
I turned off entry motion thinking it would be better if I am plunging outside the part.
I moved the point around until I found a place it left both bosses so I moved on.
18 minutes ago, Aaron Eberhard said:Can you post a file yet?
I will strip one down in a bit and post it. For now I need to get this program done. Thanks for the help.
-
Just now, gcode said:
You got some of the best in the business offering to help you and you reply with the smart mouth.
I've no doubt this problem is easily fixed but with an attitude like that why should anyone bother???
I DON'T HAVE A DAMNED ATTITUDE!

Kidding. I typically only give attitude when I get attitude. See below.
18 minutes ago, Aaron Eberhard said:Are you chaining a start/end point and upset that it's going to the start/end point?
Unless of course it's a decades old problem in Mastercam that STILL isn't fixed.
-
1 minute ago, #Rekd™ said:
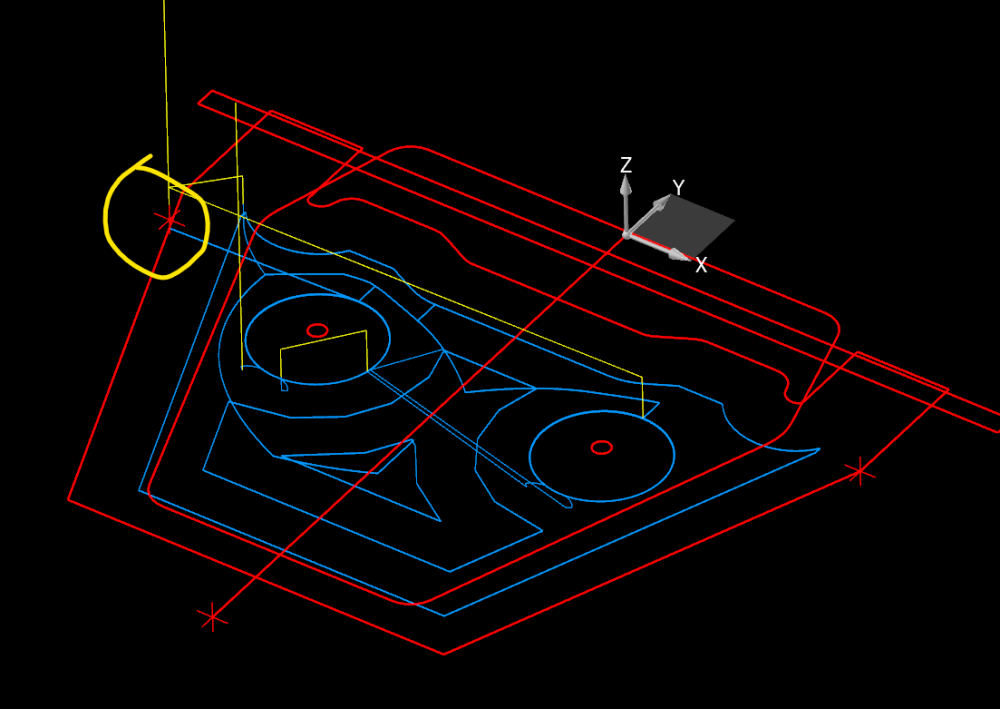
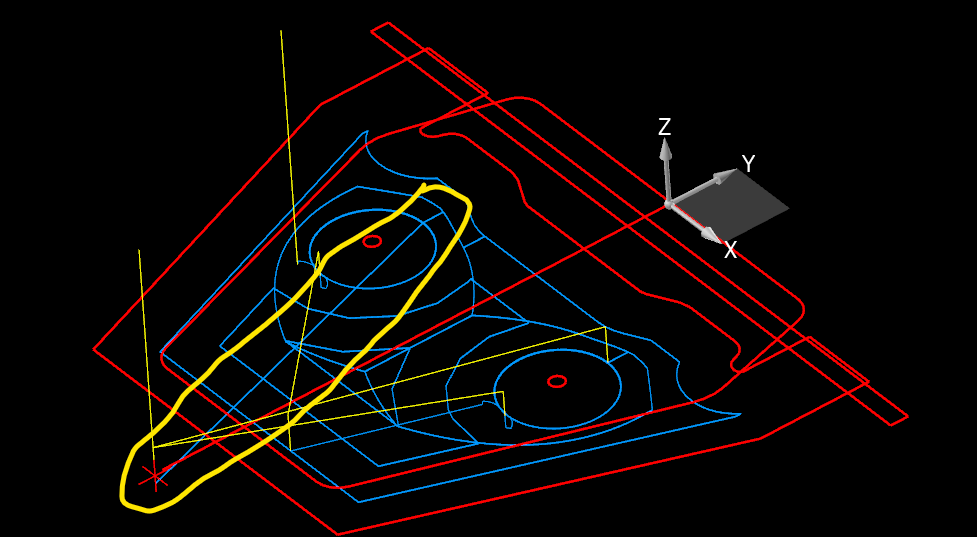
Why is the point outside of the pocket?
Because I want to plunge off the part, not ramp into it.
-
1 minute ago, #Rekd™ said:
Keeps you on your toes!!!!
No. Sadly, it keeps me wanting to go back to GibbScam.
-
 2
2
-
-
6 minutes ago, Aaron Eberhard said:
and upset that it's going to the start/end point?
LoL, you're cute.
No. That would be kind of stupid.
I'm mad that I have two islands selected for my pocket and the tool keeps running them over.
-
I would think after decades this wouldn't happen any more.
Kudos to CNC Software for keeping things real after all these years.
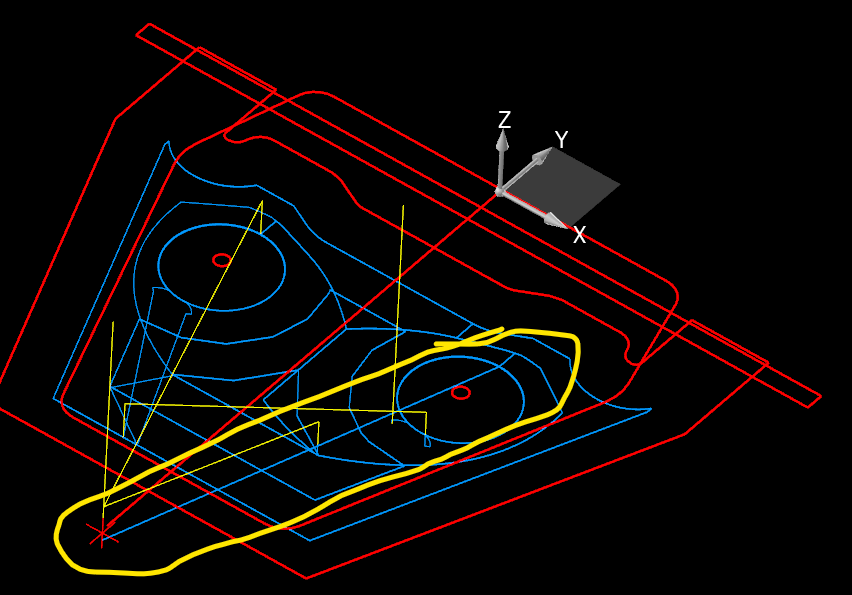
Figured I'd remove the chain point and re-add it.
It's not running over the boss now. Well... not the same boss it did the first time. Now it's a different boss.
LOL?

Why oh Why
in Industrial Forum
Posted
Since you brought it up, Imma pile on a bit. We'll start with stock settings (yes, there are many ways to set stock, and my point is not about the best method, it's about keeping settings between sessions when nothing else changes).
Why does my stock keep changing when I open a file?
I use Simulator Options / Components / Stock / Solid and select my solid. I do some xxxx, I save it, close MC and go home. When I come back (hung-over or not) I have to keep resetting my stock.