Metals and materials
-
Posts
99 -
Joined
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Metals and materials
-
Interesting! They are grinded. Wait so like these Kennametal's or Harvey grind those tools in hundreds of thousands of quantities?
-
I have a very big program for milling titanium. Seems like it would not be possible to complete in one day. How do I make three parts of that? the question is very vague but imagine removing materials from a part. It is taking bout 6 hours something. Basically, my machinist want to be able to stop at some point and re-start at the same poisiton which is tough for me to put stop in the middle of the program. Any ideas or suggestions? one idea was to mill a bit, create stock model. mill a bit again. Again create stock model and go on.
-
Just curious to how those endmills and cutters etc etc are manufactured and where.
-
4 FLutes. Carbide. Ball Nose endmill. it is a MON 63613 or MW21223001460B. Supplier's website is down and not showing up elsewhere.
-
Very silly question
Metals and materials replied to Metals and materials's topic in Educational Forum
okay, okay, I seee.... That is why it was stopping at .75 depth cut. I actually put DOC as .75! That is what I am using for the part. Thank you. Just skimmed through it. seems like a great video explaining all the parameters. -
And I am trying High Efficiency Milling on Titanium hehehe. Using optirough. TOol is 6mm, 19mm LOC, 63mm OAL. Parameters are: stepdown - .748 or 19mm ; steup: 15 mm; Stepover: 11% or .0259 in ; SFM: 210 which is spindle speed of 3395 ; feed rate of 12.22. I am leading in as Profile Ramp Any suggestions if I could do better. Attaching pics of part as well for better view.
-
Very silly question
Metals and materials replied to Metals and materials's topic in Educational Forum
I think i kind of get it. It is useful at places where stepdown is not useful. -
What is step up in dynamic optirough. What does it do? Is it any helpful?
-
Hello, I want to learn what Pencil parameters mean. Especially what are the Cut parameters and Steep/Shallow parameters. Is there any specific book or blog anyone know of? THanks in advnace!!
-
Hello All, Happy Christmas / Happy Holidays! Cheers to this year! Thanks to all the CNC experts out there who helped me! May the end of this year be warm and fulfilling! Cheers to strengthening our relationships to next year! See you all next year....
-
@crazy^millman @Matthew Hajicek - Singularity @Newbeeee™ @cncappsjames @Aaron Eberhard @Jake L @#Rekd™ @Kyle F @DUM1 @AMCNitro Honestly speaking, I have not yet thought about any Niche market or specific materials or size. My thought was whatever job I could fine, accomplish it with best quality. SO, I was thinking 5 Axis machine at first may be UMC 500. Becasue the market demands it. But at the same time, I do not have any concrete job work to do making my machine sit idle. Which I thought is the main thing as well. For atleast starting, I am open to both low volumes and high volumes. But in the long run, soft balance between those two is what I am looking. For now, not too big parts. My budget is arounf $125k. Last but most important thing, if you know any companies who is giving out work, please let me know. At the very least, we can all seat at a table and see where it will lead us. Feel free to PM me as well.
-
Mastercam! Load Solid part file, and save as Step file...
-
Haas vs DMG vs Mori vs Mazak vs Okuma vs Protrak (southwestern) vs Milltronics many more... Looking to buy new machine within budget of 125000 (starting new business). As a machinist and a programmer, what works the best with Mastercam and in general as well, which one is the best? One thing I could say is I absolutely love Mastercam!!! Any suggestion / recommendation for newbie like me. Tips n Tricks? Anything to keep in mind before venturing into this small business? Let's connect as well! My inbox is open. Thank you in advance!
-
Alright, here I come. Have something Connecticut special.
-
@Aaron EberhardWhere's the party man? You must give a party on occasions like this!
-
@Aaron Eberhard I will work with post development team on that. But I just saw you got a new badge!! Congratulations on becoming proficient!
-
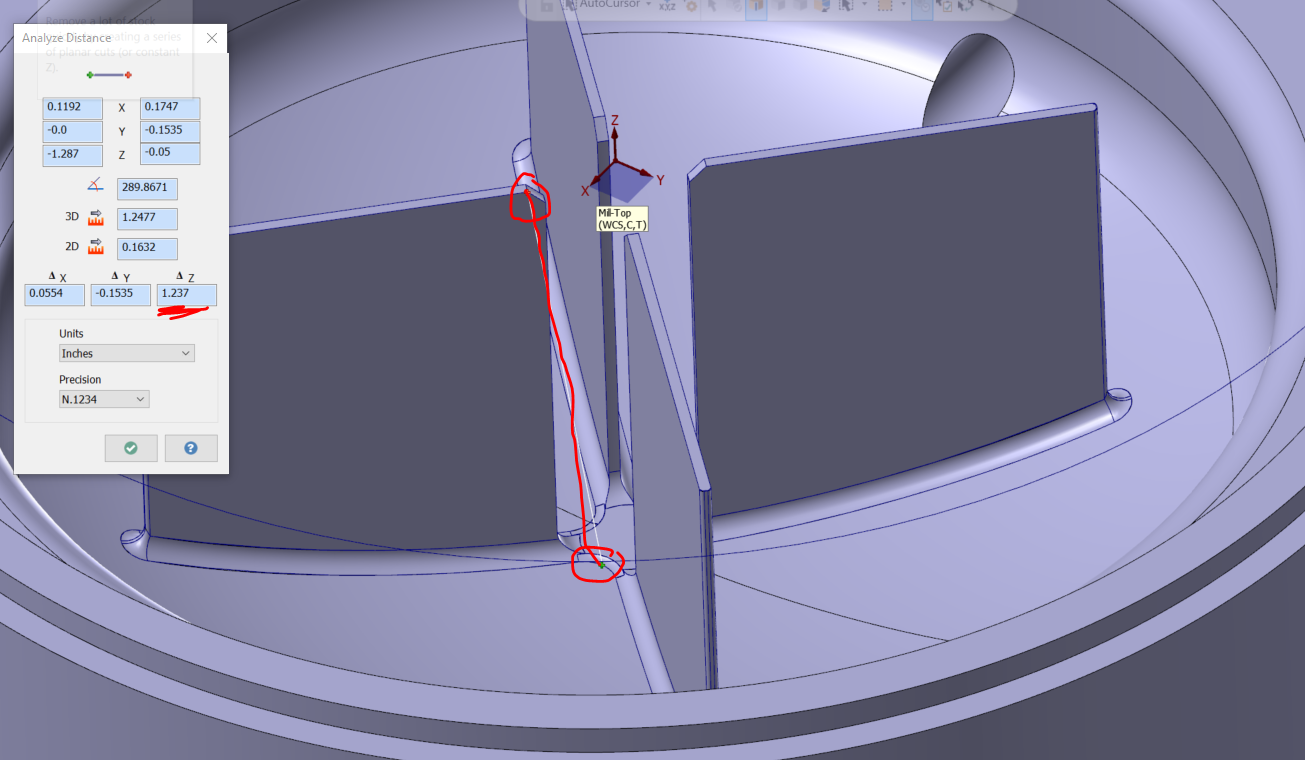
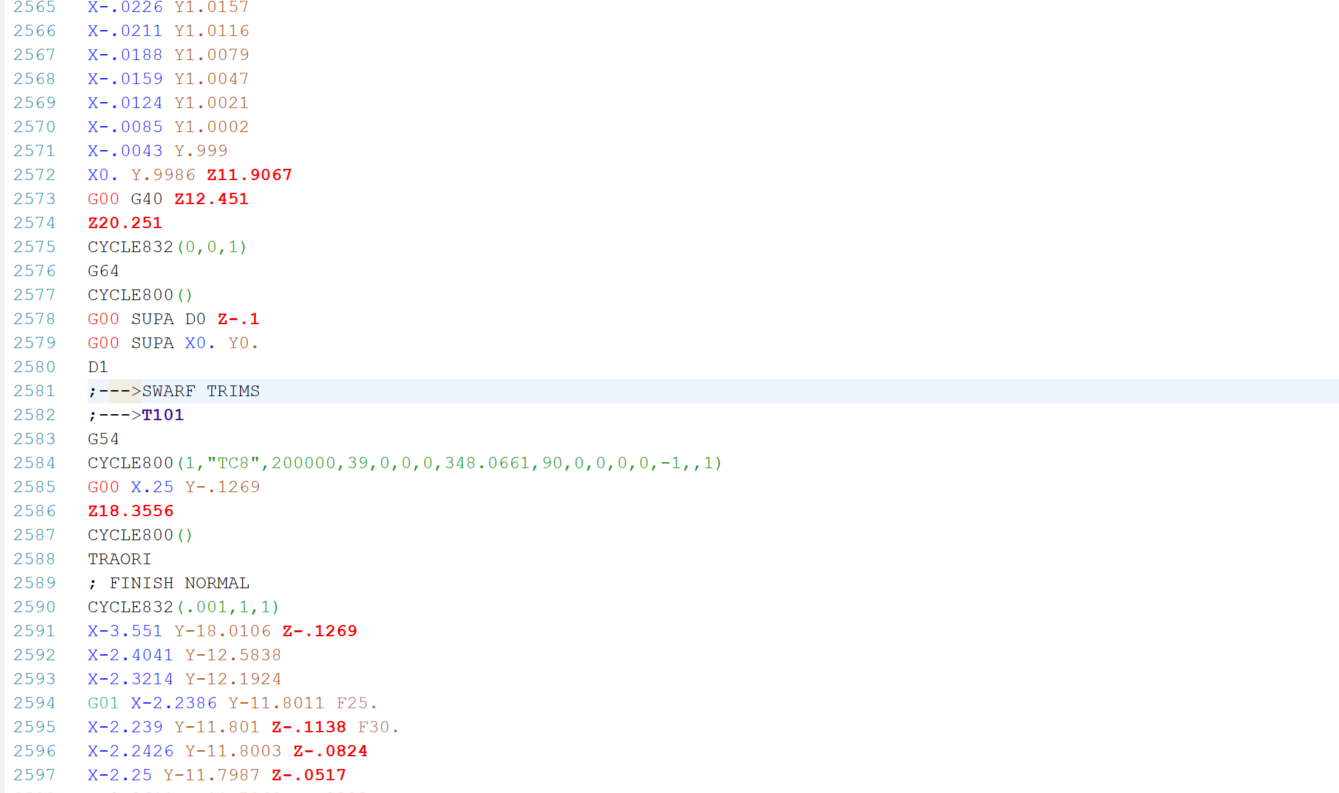
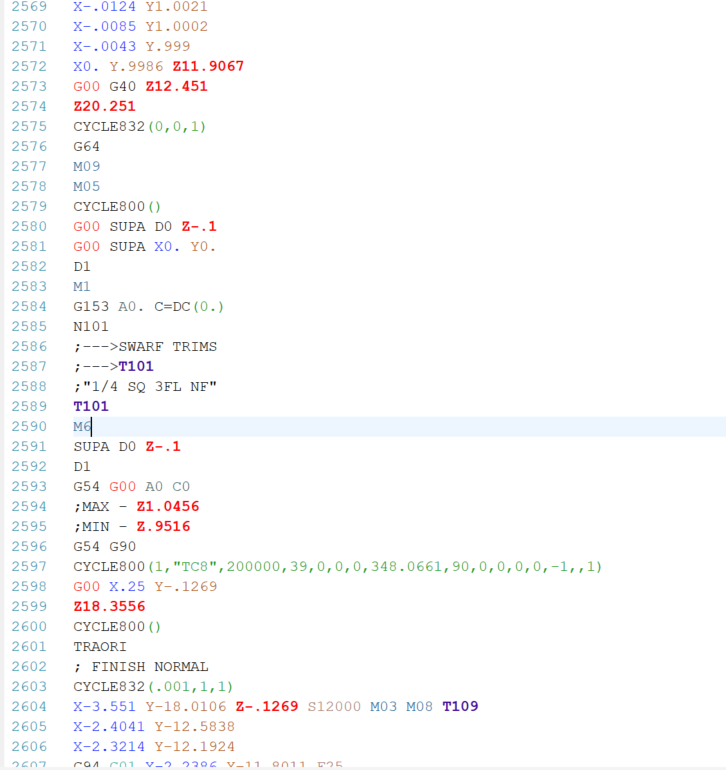
@Aaron Eberhard @Colin Gilchrist Wow! okay, I will try both of these. Something I noticed with Force Tool Change, is that if I enable that for Swarf Milling, I am getting some wierd output. THe machine was doin some random movements. and go to zero. Wierd thing is I tried that for drilling op. It was 5 axis drilling operation but no issues there. Like it would work perfectly normal. Normal as in go to home, come back to next position and start drilling next holes. Or may be it's not random at all. It is predefined to go to zero. Here's what I mean. The first pic is out put of swarf milling without force tool change. second is with tool change. THis may be a post issue idk but G90 there is really bad. Our zero was set beneath beneath the part, fortunately our machinist is very good with going slow and with precautions.
-
this will work. Thank you!
-
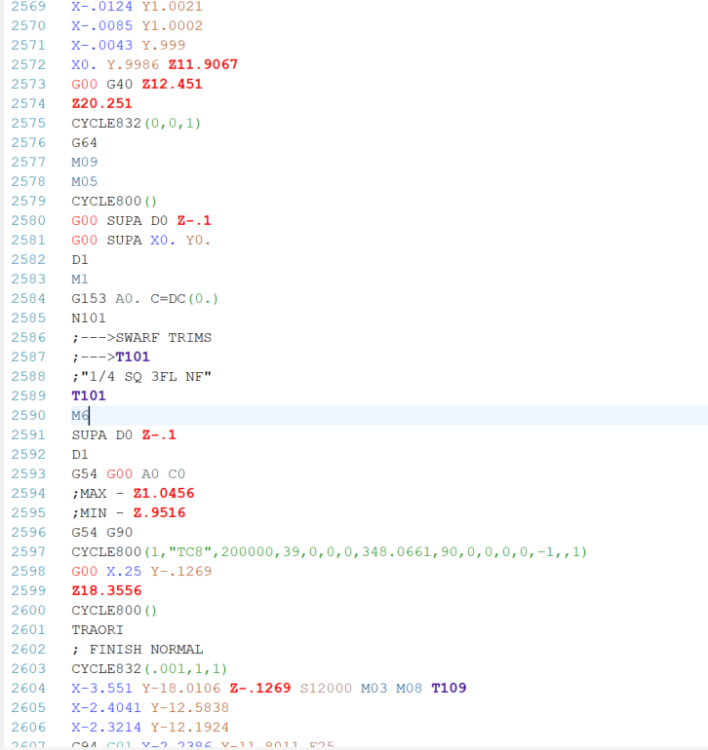
@AHarrison1 okay, I think the comment is outputting. But no the tool number
-
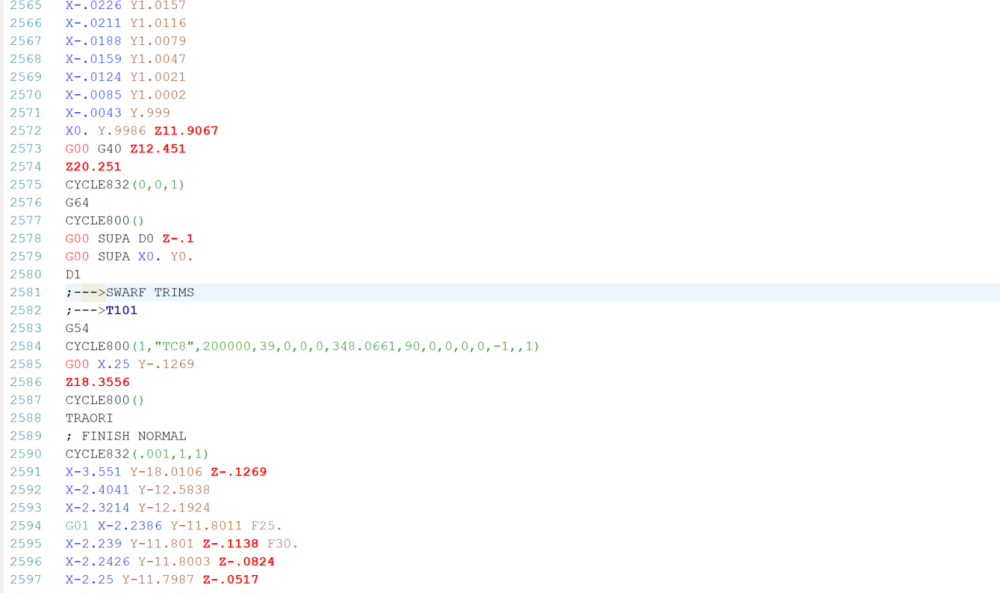
Very stupid question...but can't figure out..... I have Multiple operation with the same tool number. Operation 2, 3, & 4 uses Tool 101. At the start of operation, NC output has tool 101. At the start of operation 3 and 4, no output. My machinists want to search the code by tool number. What is the setting in mastercam to toggle so that the NC will output all the tool numbers for all operation even tho it uses the same tool? THank you in advance .
-
With Mastercam version 2023, what cycle to mostly use? Online showed Cycle 85 which is Bore (feed out), is it a good cycle?
-
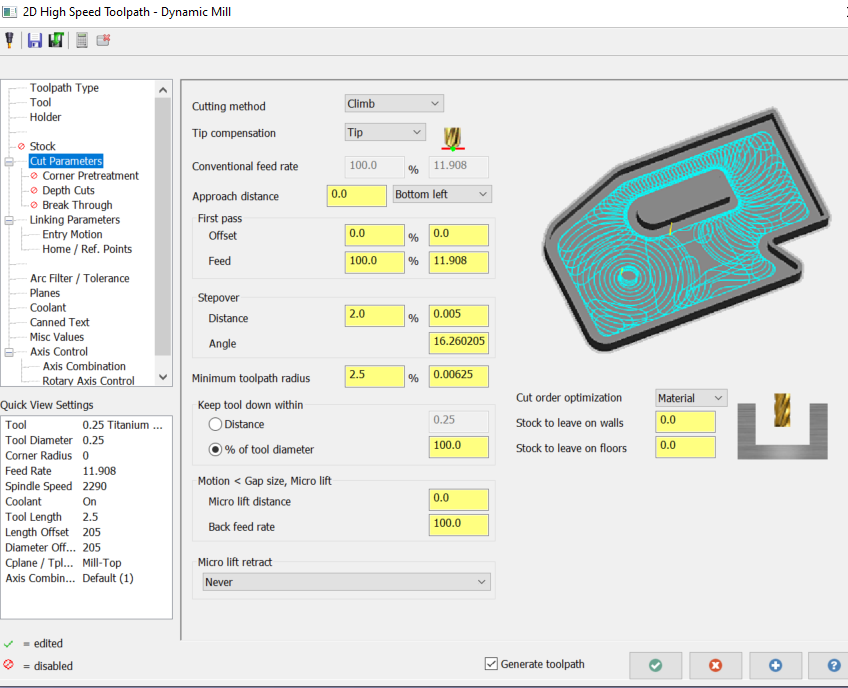
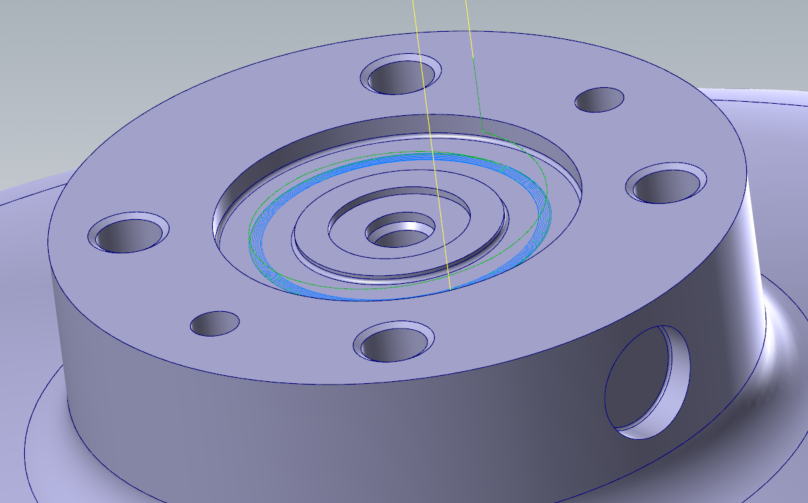
Motion between Entry Motion and Dynamic Mill
Metals and materials posted a topic in Industrial Forum
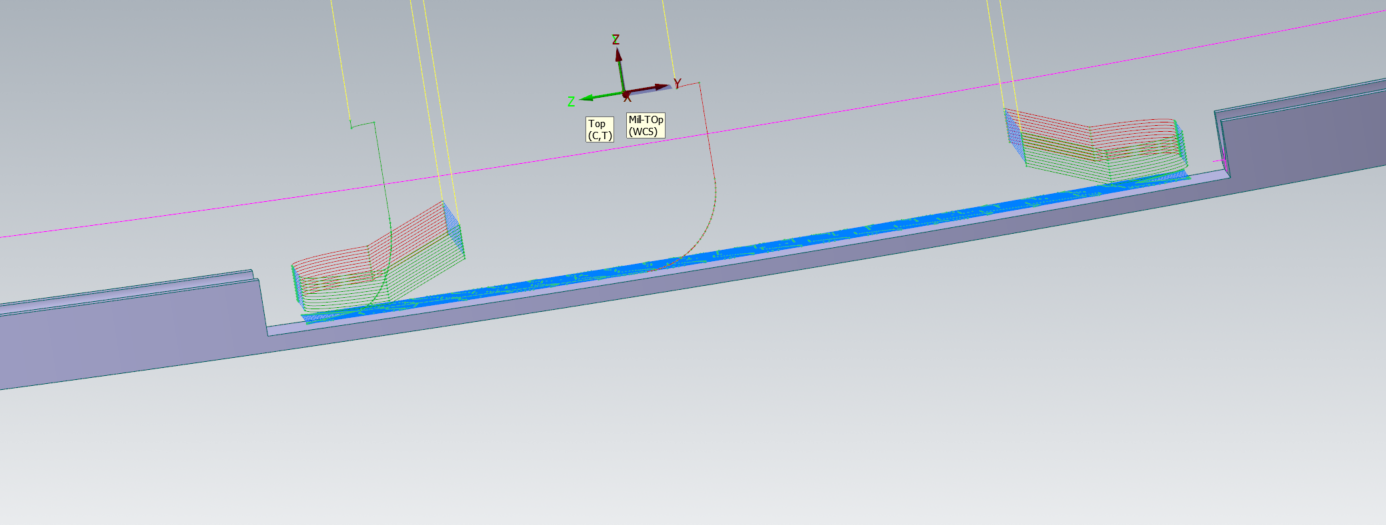
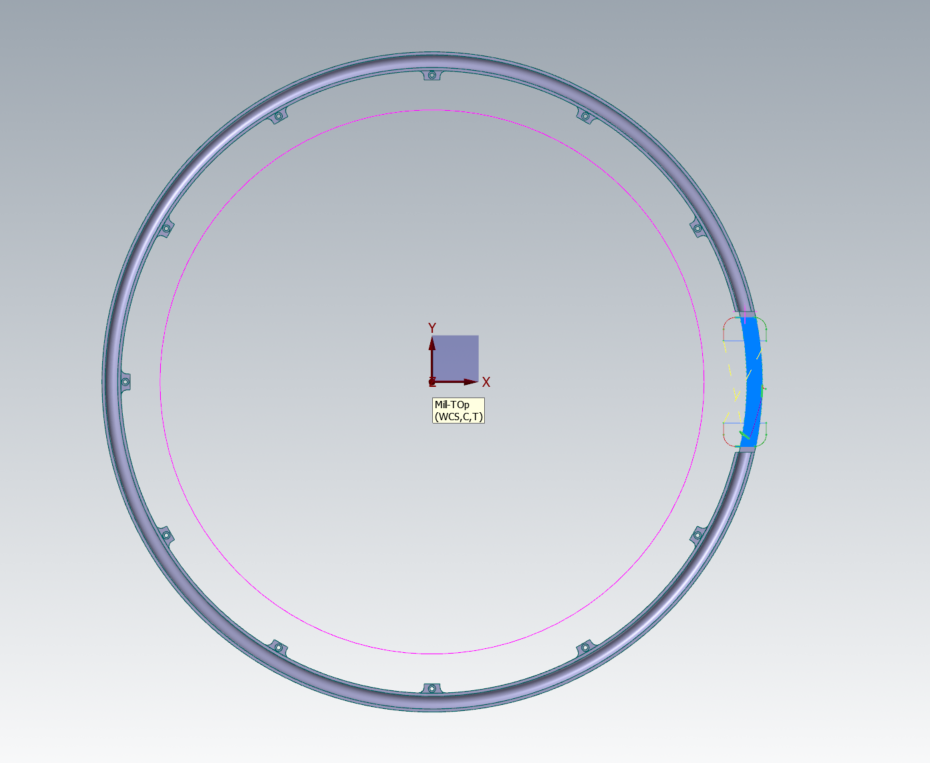
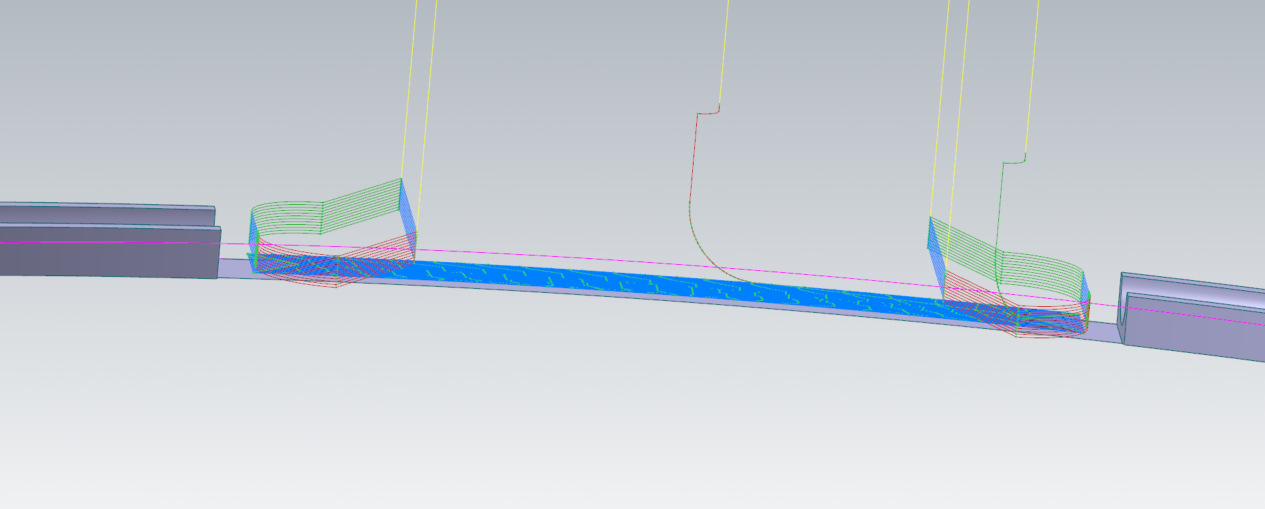
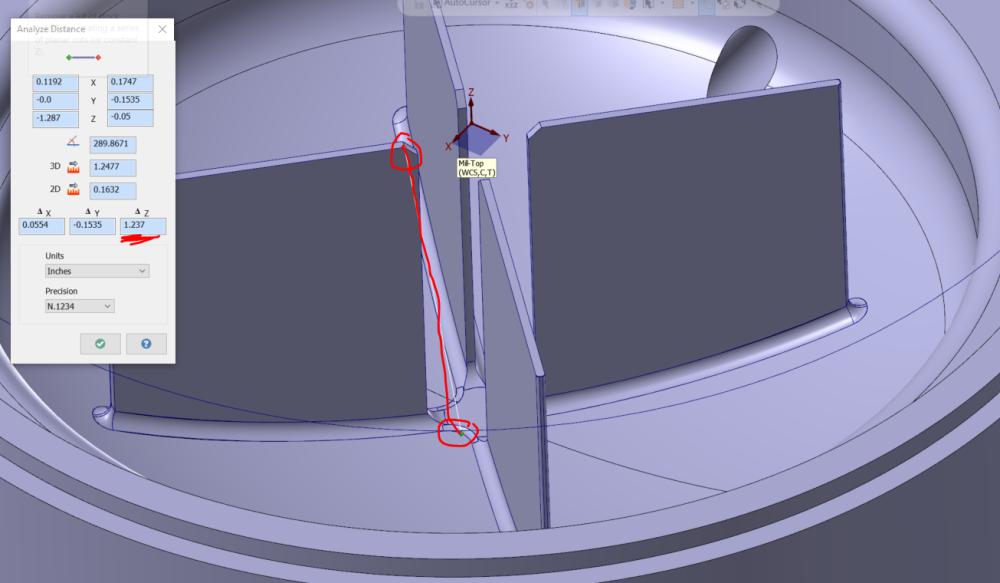
SO.... I am using 2D Dynamic mill to remove material from below surface. I am keeping Entry motion as Helix only. When backplotting the toolpath, once helix entry is done, the tool goes back to original position, and then starts with the cutting toolpath. I want to remove that motion. Please point me where am I doing something wrong. Attaching screenshots below. THank you in advance,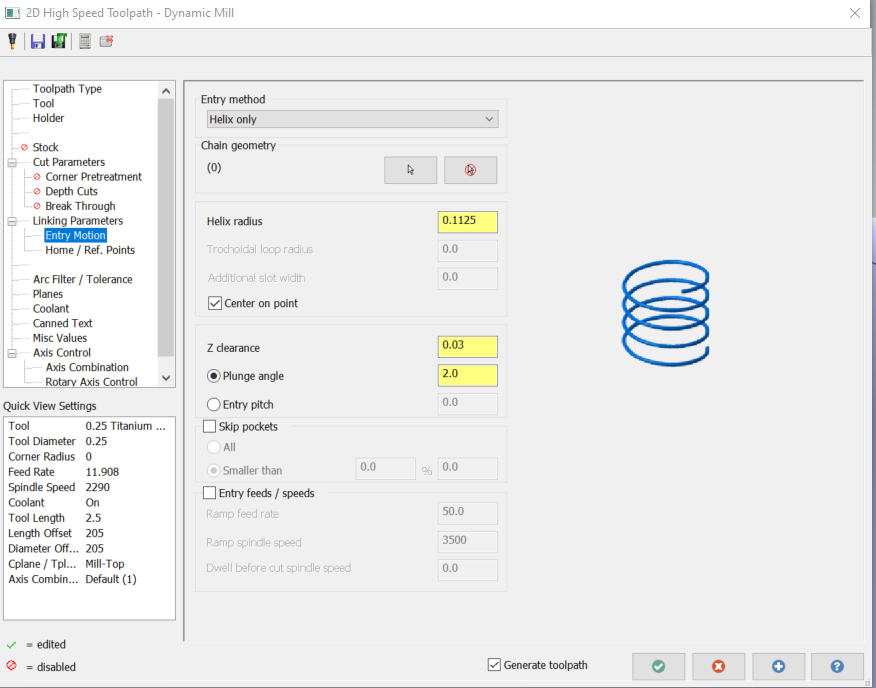
-
For Sure!!! Ok wow interesting. I can visualize now.
-
@JParis@Aaron Eberhard @CEMENTHEAD Floor Fixture support, good idea. I can make fixture angled to what the part is. I am going slow but I will use endmill with small diameter. Unfortunately, I do not have HSM Advisor. But now I am gonna take a look at it. I will give your reference @Aaron Eberhard lol. I will ask for some extra discounts as well! Okay, so I was roughing 0.002 above the surface. I will increase that to 0.005 or something and then finish little by little.
-
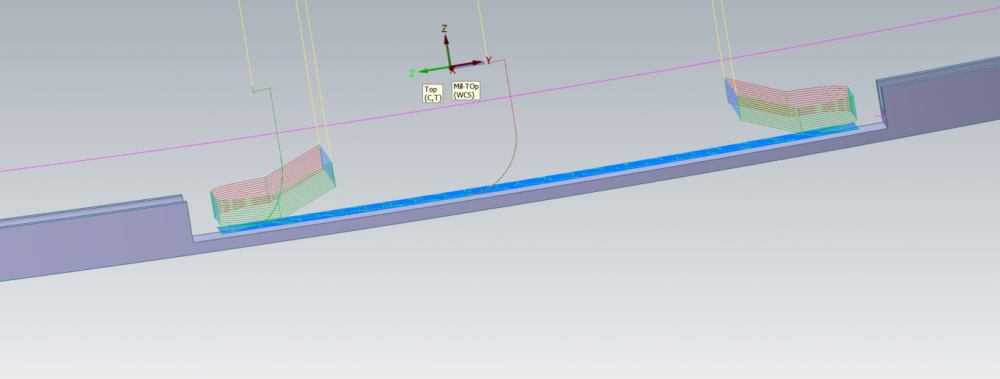
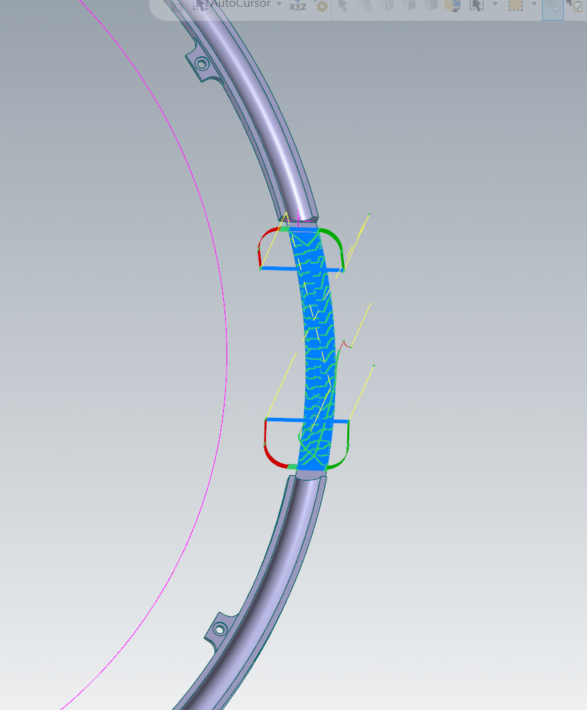
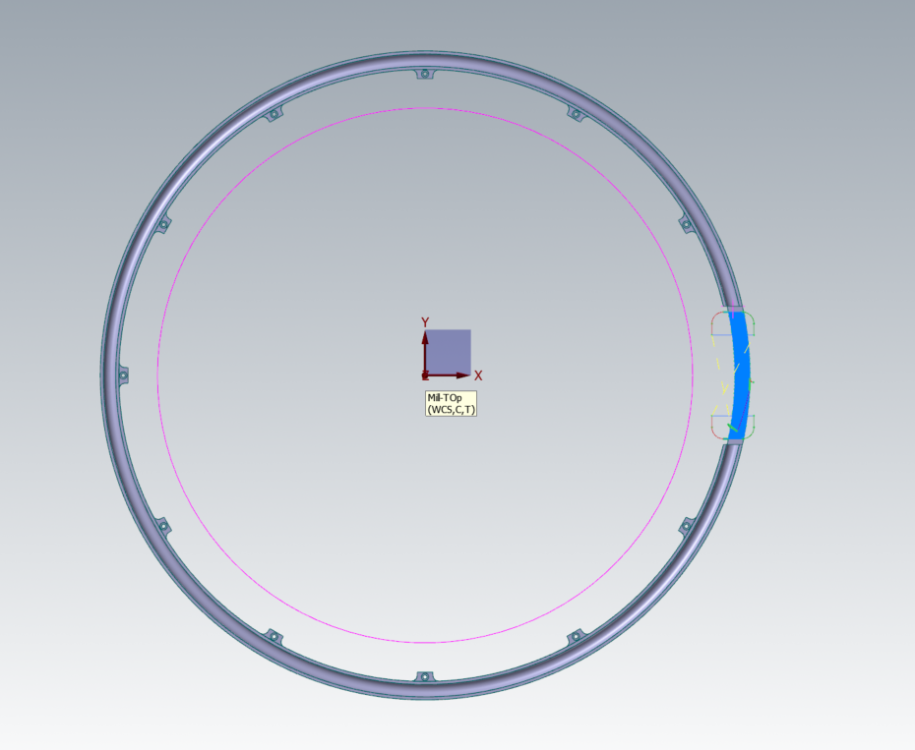
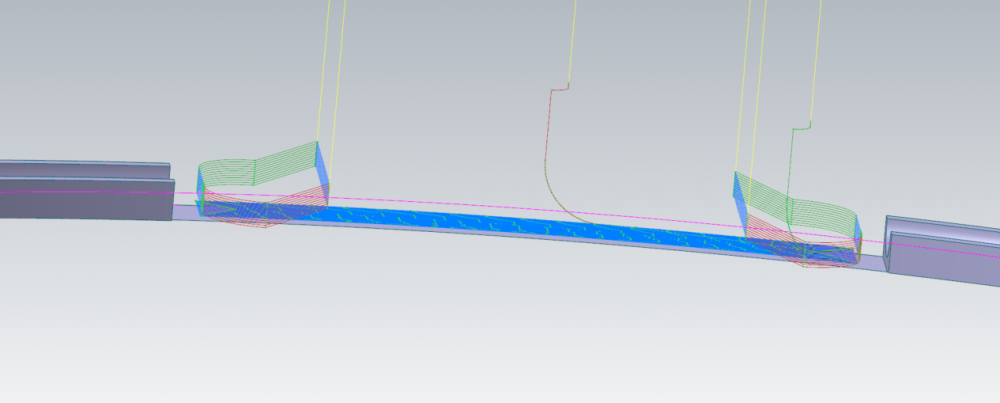
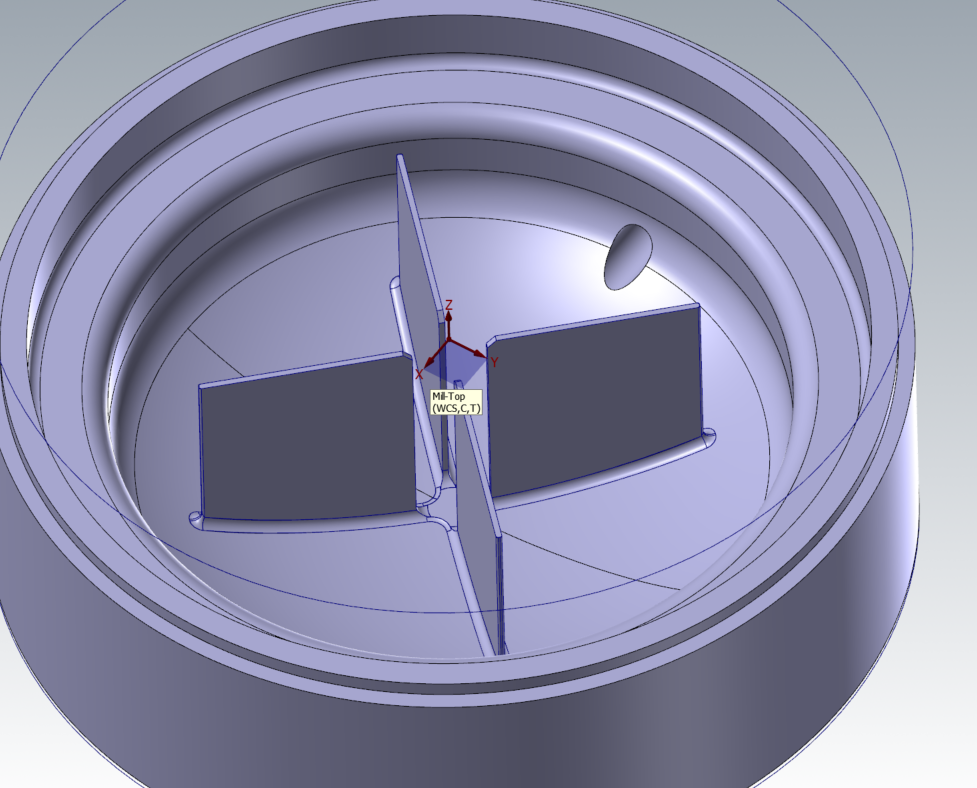
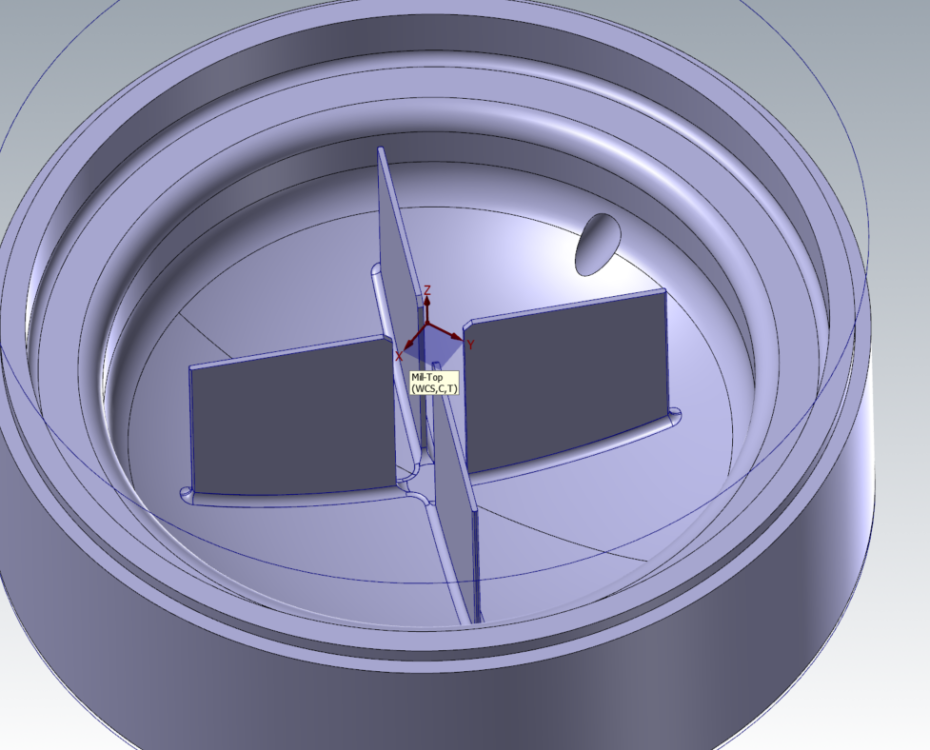
Curious and wanted to broaden my perspective in machining thin floors. Issue is the floor thickness being too thin. I am using scallop to clean the floor. Attaching the parts here, any advice/recommendations are appreciated. Thank you! In pic, you will see the floor is going point like surface. When machining, it torns that part apart. I am using two contours on side to clean (the side). Attaching different angular pics here.