Metals and materials
-
Posts
99 -
Joined
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Metals and materials
-
How to smoothen this surface?
Metals and materials replied to Metals and materials's topic in Industrial Forum
Okay, I am using waterline in the lower section. It is giving me little better finish -
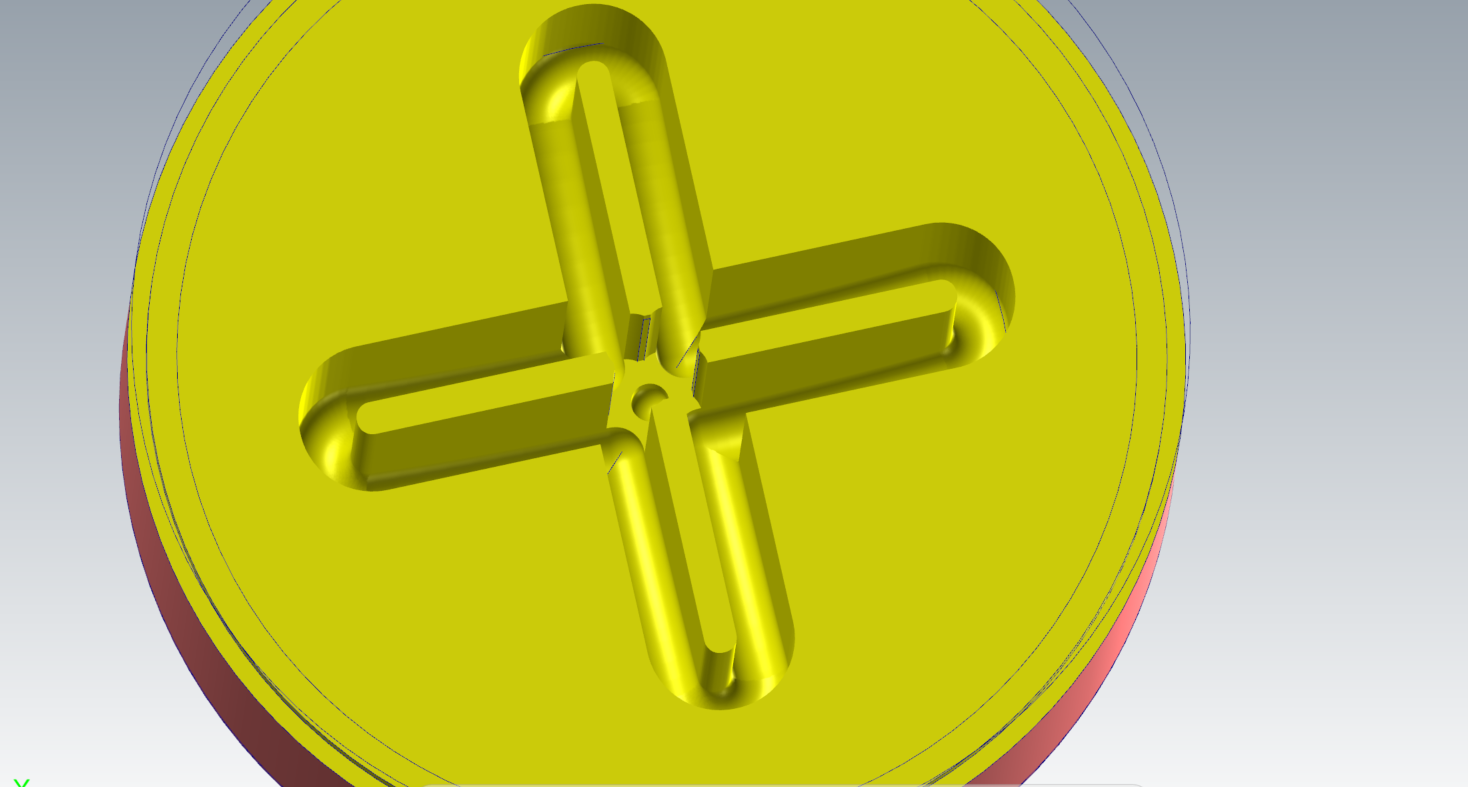
Hello all, GOod afternoon!! How to smoothen this surface? I tried 3D finishing toolpaths. It's not giving me smooth finish on the floor. Any ideas on smoothening will be a lot helpful and appreciated. Thank you!!
-
Parameters for different materials
Metals and materials replied to Metals and materials's topic in Industrial Forum
yeah, I was worried about fins. They are too thin, and a little here or there can scrap the part. Stabilizer block is a good idea. Yeah, I was thinking to leave the same on both side of the walls and then finish up the rest. Okay, this makes sense. -
Parameters for different materials
Metals and materials replied to Metals and materials's topic in Industrial Forum
Curious question, do you mentor?? Like this.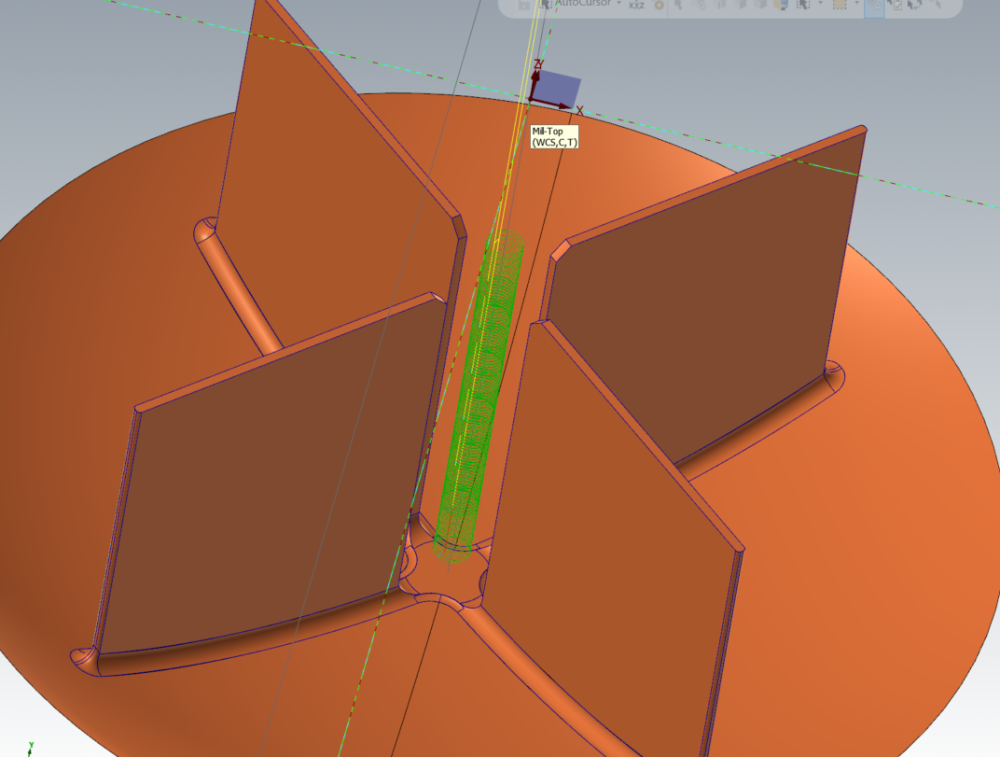
-
Parameters for different materials
Metals and materials replied to Metals and materials's topic in Industrial Forum
Because of hole material limitation, I cannot go past 20%. I found that speed and feeds/SFM from machining doctor lol. But, true, I do need some good mentoring. I went to couple classes for trial but none of them were good. All they tell is very basic stupid stuff and charge a lottt. So I just keep researching online and try to find something I can put into practice. -
Parameters for different materials
Metals and materials replied to Metals and materials's topic in Industrial Forum
This is helpful!! Thank you for sharing. -
Parameters for different materials
Metals and materials replied to Metals and materials's topic in Industrial Forum
Ohh wooow!!!! Let me ask you this then, I am using, BTW I am using DMU monoblock 5 axis machine 1)YG-1: BEST VALUE IN THE WORLD OF CUTTING TOOLS (yg1usa.com) to remove some material from the center. After reading all the suggestions, I am thinking to go 75% in stepdown and 5% in stepover/minimum toolpath radius with SFM of 75 ( which is a quite quite low compared to 400) and feed of 10/spindle of 1146. Now, I am thinking keep cut parameters the same, increasing the SFM to like 150 or something -
Parameters for different materials
Metals and materials replied to Metals and materials's topic in Industrial Forum
High Efficiency Milling, correct? I have to program a part to remove all the materials except 4 fins in the center. I will try these. I will go full axial depth possible (100% flute length) with the lightest radial engagement about 5% and I will keep my feeds and spindle speed high (high SFM as well). The material is Titanium and tool is carbide TiAlN coated. Hopefully, it will not scrap the part or break the endmill. -
Parameters for different materials
Metals and materials replied to Metals and materials's topic in Industrial Forum
A lot goes in calculating few parameters!!! I will start with manufacturer's numbers and move forward from there. Just curious if anyone know, how do manufacturers come up with numbers? Do they just go till the tool blow up and take average or something? -
Parameters for different materials
Metals and materials replied to Metals and materials's topic in Industrial Forum
Which sometimes is super slow. For 5 axis, I can go faster. Question, for me is, how much? -
Hello all, I am curious if anyone know of any good website where I can find good cutting parameters. Especially ""Depth of cut"" for different materials. I work with lot of different materials, I keep about 0.003 as average for cutting all materials except aluminum (I go like 0.007) but for 5 Axis machining, I want to be sure. Please advise me how to find the best parameters. I use machining doctors for speeds and feeds but it's hard to figure depth of cut for different materials. Thank you in advance!!
-
I have got into interesting situation. We have a conical part with bushing pressed on top. Whoever, pressed the bushing did a bad job on it. The bushings are not at 100 percent centre of the part. In other words, the indicator when indicating zero gives 0.025 inches difference. we have about 10 parts And it is different for all. We have to make an O-ring at the centre of the bushing, like undercutting using key-seat cutters. Because it is little crocked on one side. my key set cutter broke. I am thinking to reduce the feeds and speeds and reducing depth of cut, but what else could be done? Thank you in advance for giving me solutions. I am new but, I am learning every day.
-
not clickable Thread Form.
Metals and materials replied to Metals and materials's topic in Educational Forum
Thank you @AHarrison1 It's working. -
3/5 Axis cutting Toolpath suggestion
Metals and materials replied to Metals and materials's topic in Educational Forum
Any toolpath recommendation to do the radius of 0.0045 at the bottom? -
3/5 Axis cutting Toolpath suggestion
Metals and materials replied to Metals and materials's topic in Educational Forum
@crazy^millman THat's what I called as smart Idea!!!! Here is the link to google drive mastercam file: https://drive.google.com/file/d/1faVKq0Dh2Z1Oyhopj30n75lh1VyA_h8H/view?usp=sharing -
3/5 Axis cutting Toolpath suggestion
Metals and materials replied to Metals and materials's topic in Educational Forum
Oh okay okay. FIle is 28 MB, bigger than max size allowed. Let me try scallop and other 3D toolpaths. -
3/5 Axis cutting Toolpath suggestion
Metals and materials replied to Metals and materials's topic in Educational Forum
Anyone? I need to get this done today. Any help is much appreciated. -
3/5 Axis cutting Toolpath suggestion
Metals and materials replied to Metals and materials's topic in Educational Forum
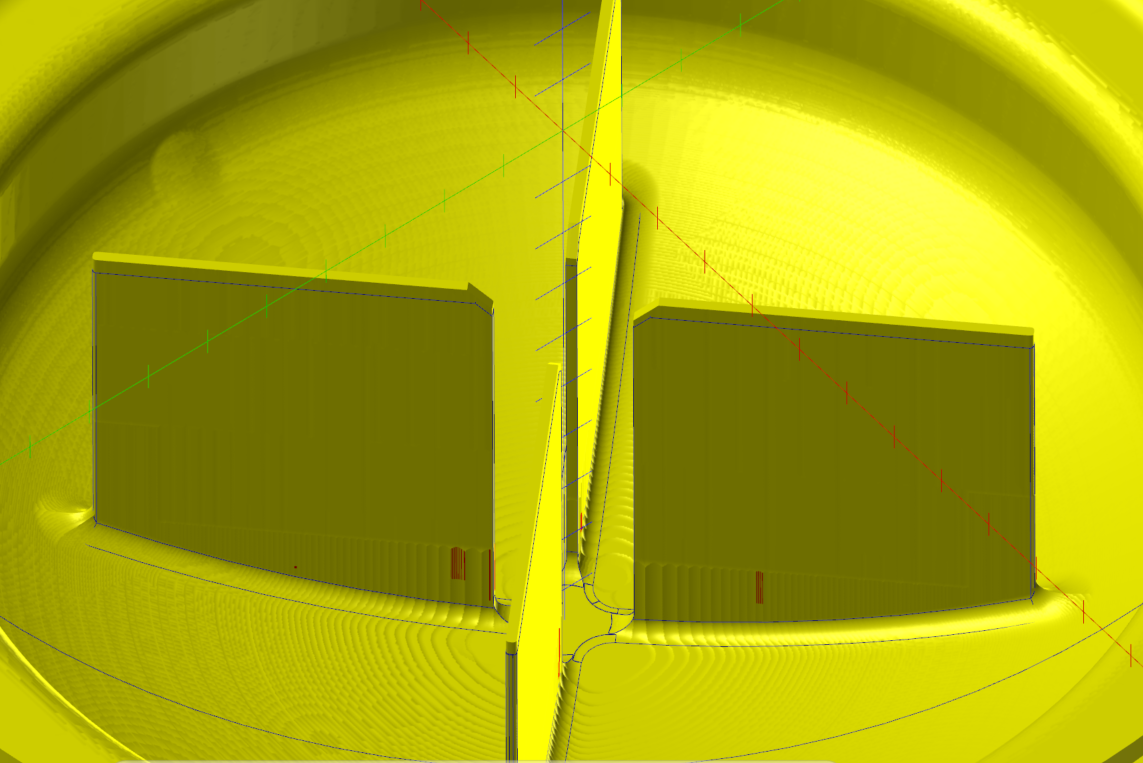
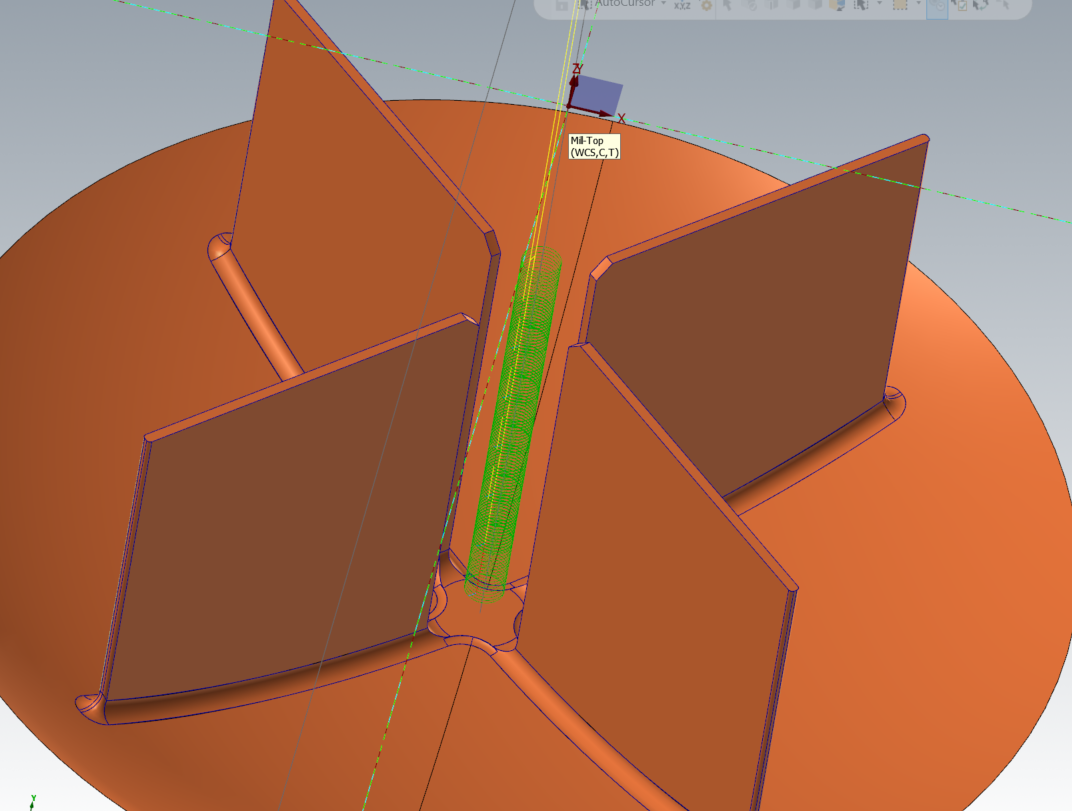
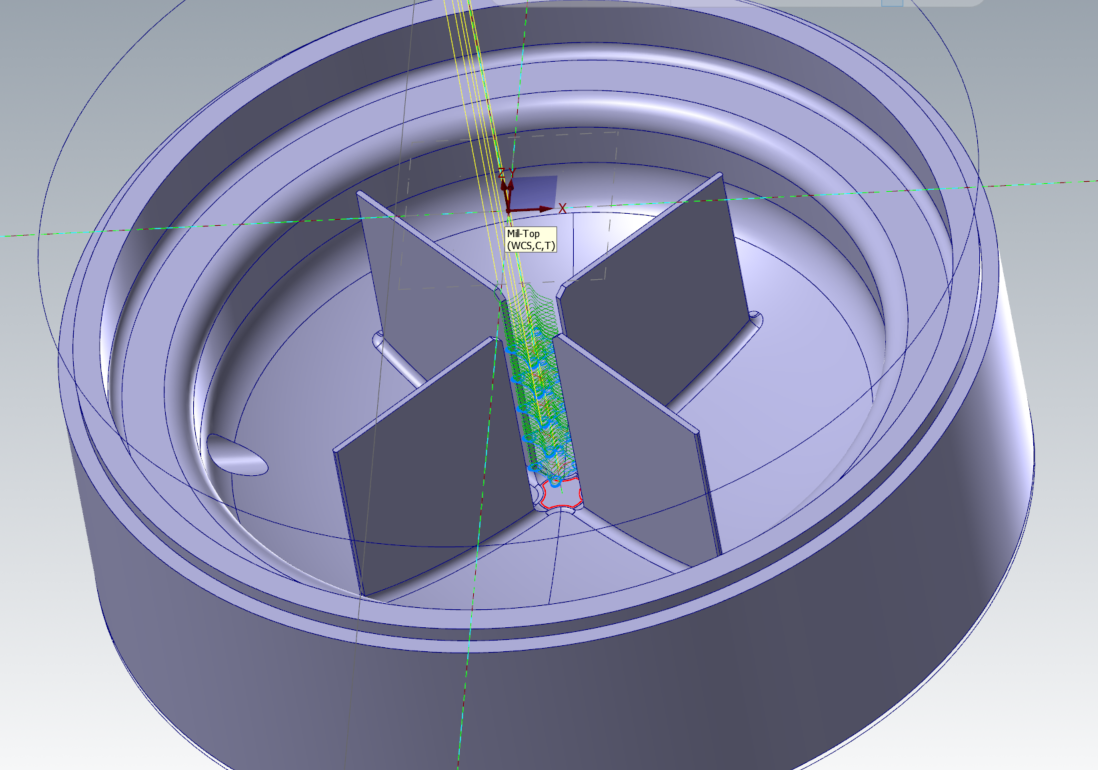
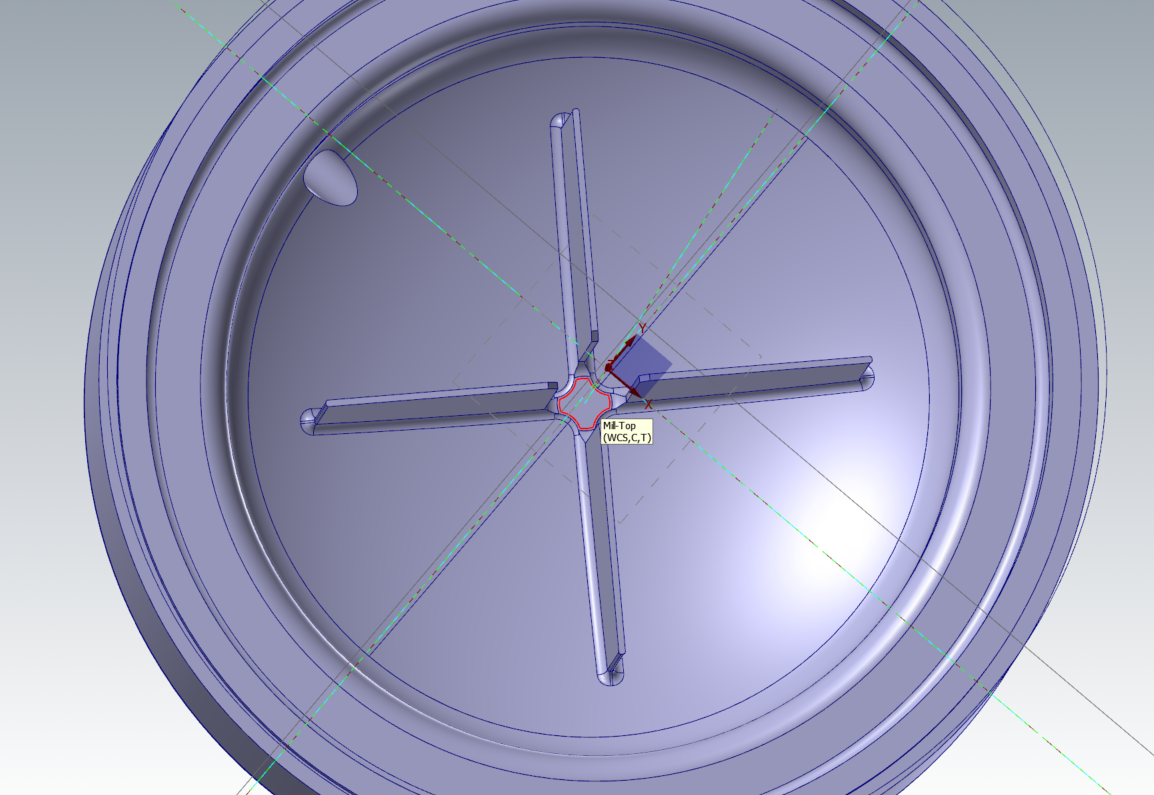
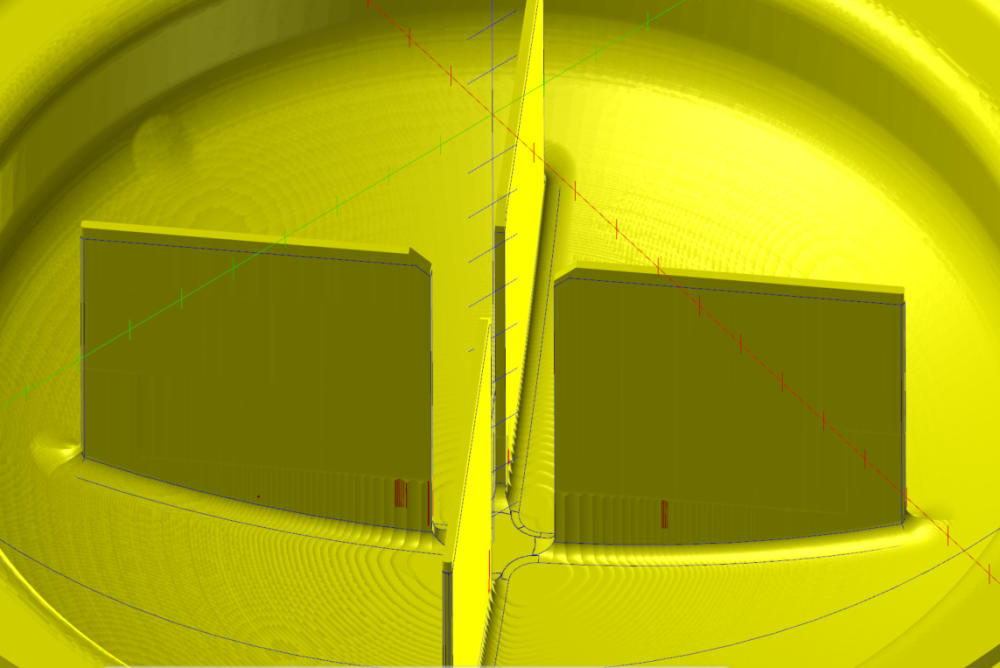
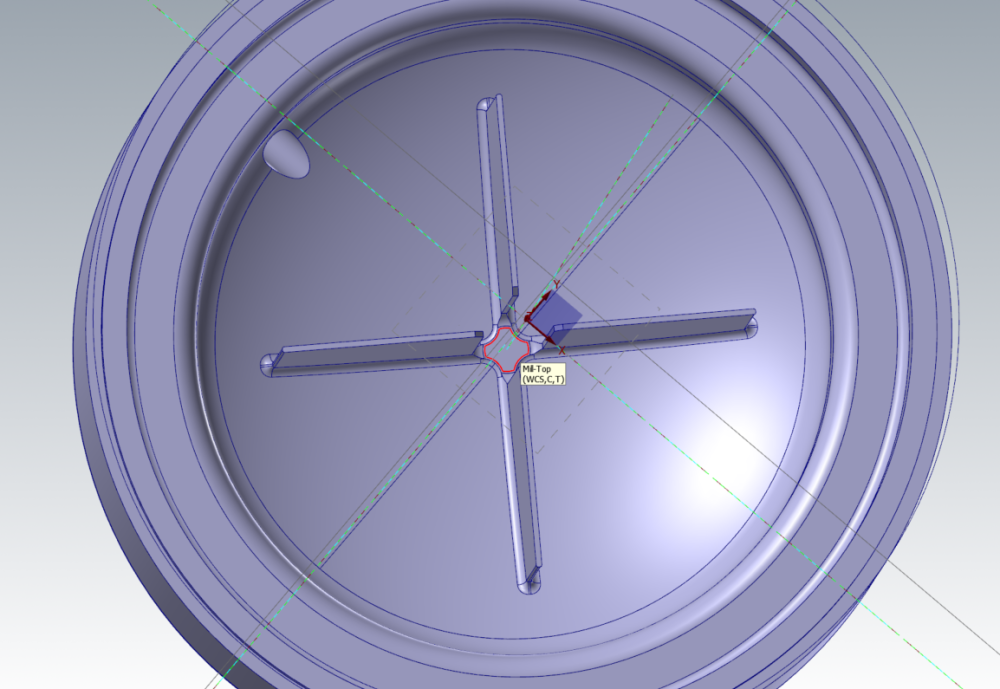
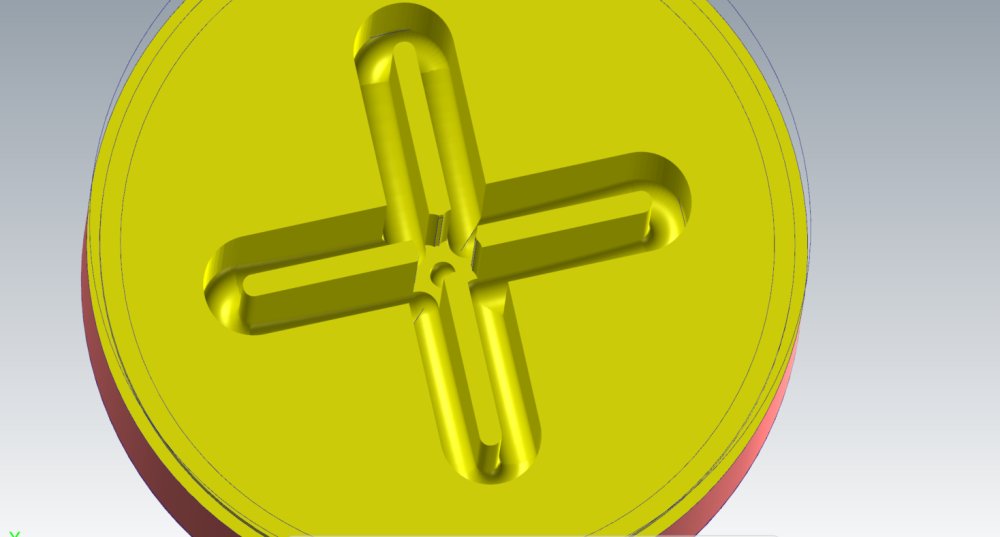
We want to rough out the middle portion where all the fins intersect, keeping it 0.01" high on the floor and on the sides. I need to chamfer as well and then heat treatment. I tried 3D dynamic opti rough. Even I set floor and wall to be zero in the machining parameters, it is not touching the floor ( and not doing radius as well). What toolpath should I use? I though 5 axis because,the floor is curve. Here is the picture. Opti rough is also highlighted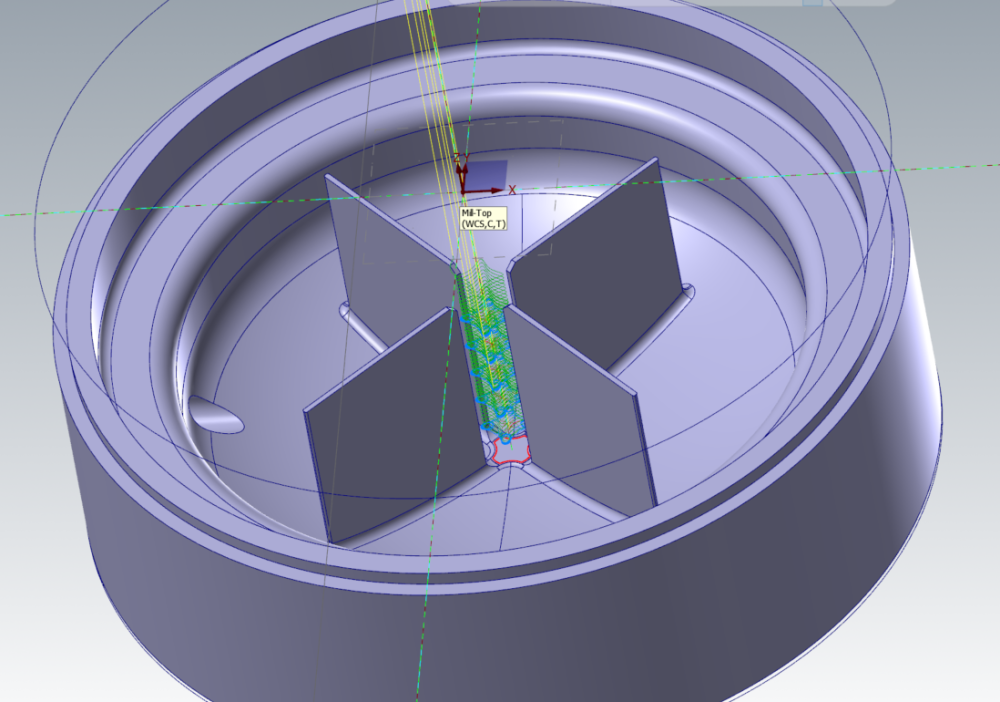
-
Hello all. Good Morning! I am machining a complicated part (for me!) in 5 Axis machine (which I have not milled before). I need recommendations on what toolpath to use. I am attaching images below. This would be a huge help. Thank you all in advance. We are planning to do this in two steps. First two counter the walls and remove the middle portion. It will go for heat treatment then and after coming from heat treat, machine mill the rest. Until now, I figured to do curve multiaxis to counter the walls and Optirough to do middle portion. But they are not perfect. I need the bottom radius that I am not getting in any. Also, for some reason, optirough stops at little height above the floor. Which is good for now as we need 0.01" high to give in heat treat but for finishing, I need something else. to remove everything and create radius at bottom. Any help here is helpful. Thank you in advance, again!!!! Here is the link to the mastercam file: https://drive.google.com/file/d/1faVKq0Dh2Z1Oyhopj30n75lh1VyA_h8H/view?usp=sharing
-
This is much helpful. You both showed me a good path and example. It's a good guidance. @AHarrison1 @BehindYou Let me work on this now. Just a small recap of what I will be doing. drill deeper, change stock recognition, change lead in, change tool. after drilling, open with normal ID turning and remove center with grooving tool. Finish with grooving tool as well. Let me try this. Will mess around parameters to find what's happening.
-
Toolpath generation error
Metals and materials replied to Metals and materials's topic in Educational Forum
An update to this: I FIGURED OUT WHAT WAS HAPPENING. I REDUCED TOOL PATH RADIUS TO 2% AND THIS WORKED. -
Hello all, I would like to thank you in advance for your help and efforts.
-
Hello, I want thread turn in Mastercam. It's a 3/4 - 10 UNC. I am selecting threading but the thread form in Thread shape parameters is not clickable. It is dark grey and i am not able to click Select from Table or Compute from formula. Only draw thread is clickable. Any reason why?
-
Pulse indexer programming
Metals and materials replied to Metals and materials's topic in Industrial Forum
Interesting! I will contact my Mastercam reseller and ask him to do that. A huge Thank you to @crazy^millman, @Aaron Eberhard, @Leon82, @David Colin, @jpatry, and @AHarrison1 for helping me! You guys are the bestt!!!! -
Pulse indexer programming
Metals and materials replied to Metals and materials's topic in Industrial Forum
@crazy^millman This is so helpful! Used dynamic milling and the big hole is done as well!! Finally, this is what I am doing right now. At Rotation, I am just writing M21. And that will do it, correct? My first rotary indexer programming!!!!