





kccadcam
-
Posts
788 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by kccadcam
-
-
Is this Benchmark file still available?
Download link is dead.
-
Big Daishowa is awesome.... More like a turbine blade
https://www.bigdaishowa.com/en/products/product-accessories/cleaners/chip-fan
-
 1
1
-
-
As Leon82 said, Highspeed pocket works well.
-
 2
2
-
-
Just now, AHarrison1 said:
I have just tested the Ctrl + drag to merge in 2021 with X5, X9, 2017-2020 files with no issues.
Files merged as expected. I can't speak for nesting as i don't do/use it.
Did those files have Machine Groups already attached or just Models?
I was merging an X9 file with a UMC-750 Machine Group into a 2021 file with a Haas Vertical Machine Group.
Need to do more experimenting with this......
-
The geometry that is being imported has to be saved as 2021 first?
So, I have to go save hundreds of existing files as 2021 before importing now?
That just doesn't make sense....
-
Was waiting on the Update 2 patch before switching to 2021.
Got it loaded up and configured.
Built some models, programmed the part,
then went to merge in models from another file using "Shift and drag" to merge the file into the Mcam window from explorer.
(Something I've done thousands of times before)
File was saved, then went to re-open the file and now get this with no models now:
Any ideas what causes this?
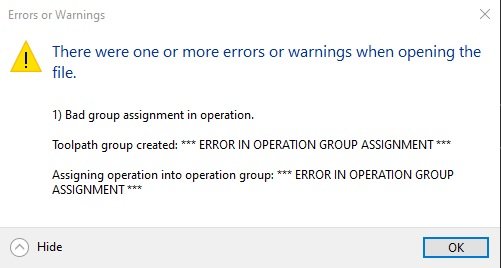
Not a good start with 2021.........
-
40 minutes ago, metalmansteve said:
I think I've heard Crazy mention he always locks his holder and tool together. What are the pros and cons of doing that as opposed to doing what is mentioned above? I need to build a new robust tool library from the ground up and want to get it correct from the beginning.
We have built some common assemblies for the verticals. (most of it is on the fly for each job, we only have so many Cat40 holders)
Our Cell system the tool and holder are only saved as an assembly. (permanent unless obsolete)
-
We have built a "Master Tool Library" that is mirrored from our FTS System in the Tool Crib.
Evrey tool we have is in there. (over 1400)
For the Verticals (Cat40) we just pull from the master, add a holder and go.
We also have separate libraries for our cells (HSK63A) and our Brothers (BT30)
So, Just copy a tool from the Master library to the Cell library, add a holder and adjust speeds/feeds if nesessary.
-
1
-
-
Not talking about tool stickout,,,,,, Extension holder stickout from a main toolholder...
-
1
-
-
1 hour ago, JB7280 said:
So even when you have an extension in a holder, you just add the extension onto the holder as one piece?
We have a new presetter, that will have tool management software for, and from what I understand, that uses each individual component and catalogs them separately. I'm curious to see if they play nice with each other, or at all.
In the standalone manager, You can stack the extension on top of the holder, but you cannot define a stickout length.
So, what we do is assemble the holder, check the extension stickout and model the extension to the appropriate length, then marry them together.
What we end up with is a multitude of the same extension modeled at different lengths..
Absolutely the biggest mess that CNC needs to address,
This halfa$$ sometimes use this manager and other times use that manager to try and define tools correctly is an insane time waster.
-
2
-
-
I joined Dec. 19th 2001............. not sure what number i am
Getting old....
-
Yeah, that's the direction I'm leaning,
I was just hoping we could do it through the Cell controller and not in the .NC code.
Not looking like this is possible.
-
Trying to control tool wear comp per tool per job on our Makino Cell.
Example: 3/8 endmill is Tool#10037500 in our D500, on one part the wear comp is zero, on another part we need -.0005 wear comp.
I was hoping you could do that thru the MAS Offset files with G10's but,
this is only to assign pallet rotation and location:
O7998 (0000-XXX-XXX_OPP-1 OFFSET FILE) G90 G10 L2 P1 X0.0 Y0.0 Z-23.622 C0.0 A0.0 G10 L13 P10037500 R0.0000 (MAS does not allow 8 digit on the Fanuc side) M99Makino is telling me I cannot do this thru MAS and I have to use M449 (Tool Registration Mode: Type 2) in the .NC program to control this.
If I have a 3/8 end mill that is Tool # 10037500 (we use 8 digit tool numbers) Do I have to use the (S) Pot Number or just the (T) Tool Number? And how do I input negative values? Is that what M54 does? Here is my example: % O5000 (0000-XXXX OP1 REV A) (Generation Date = Thursday October 10, 2019 Time = 08:05:16 AM) (Machining Setup = SHIELDS Makino D500 - Pro6 - HSK - 14K Setup) (NC Format = Makino - Professional 6 - [G68.2 / G43.4] - Rev 5.0) (T10037500 .3750_EM-FIN_LOC=1.250_OAL=1.575 Assembly ) (T14025000 .2500_BM-FIN_LOC=.750_OAL=1.300 Assembly ) (T14012500 .1250_BM-FIN_LOC=.500_OAL=.900_NO THRU COOLANT Assembly ) (T18012500 .1250_CM 90 DEG_OAL=.715_NO THRU COOLANT Assembly ) (T12037500 .3750_BNM-RUF_R=.015_LOC=1.000_OAL=1.500 Assembly ) M449 S10 T10037500 (REGISTER POT #10 AND TOOL # 10037500 ) S106 T0005 (.0005 TOOL RADIUS WEAR) .. .. .. N10 T10037500 (.3750_EM-FIN_LOC=1.250_OAL=1.575 Assembly ) M06 T12011800 M01 X11. Y-10. (CUT TOP HEAD CBORES) M11 M13 G00 G90 G54 A-85.38 C158.192 M10 M12 M251 S12000 M03 G68.2 X0.0 Y0.0 Z0.0 I158.192 J-85.38 K0 G53.1 M97 X.8602 Y-9.46844 M08 M26 P1 G43 Z4.30999 H1 <------(HEIGHT CALLED) G00 Z3.30999 Z2.40999 G01 Z2.23699 F25. G41 X.8116 Y-9.52029 D1 F30. <------(CUTTER COMP APPLIED) G03 X.86344 Y-9.56889 I.05022 J.00162 G03 X.86344 Y-9.56889 I-.00324 J.10045 .. .. .. .. .. .. M449 (CANCEL REGISTRATION AT END OF PROGRAM) M99 %Don't really care for this solution.......
What is the best way to control Wear comp per job on a Makino Cell?
Would it be easier thru Macros?
-
Just do a search for OpenCL in the forum...
Lots of info.
OpenCL shares the graphics processor for multithreading toolpaths.
-
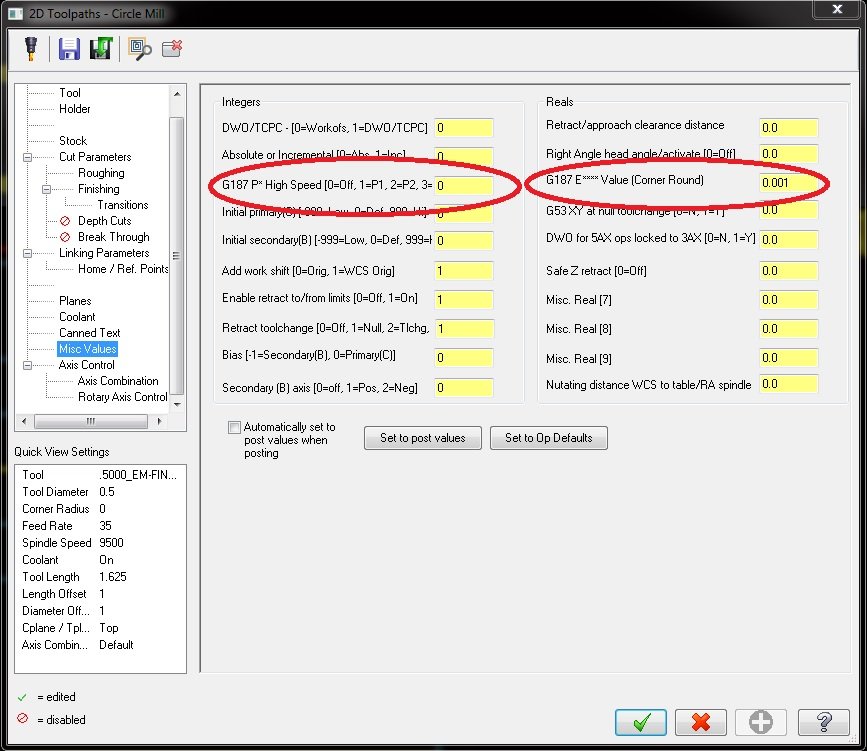
Our UMC-750 post is setup like this:
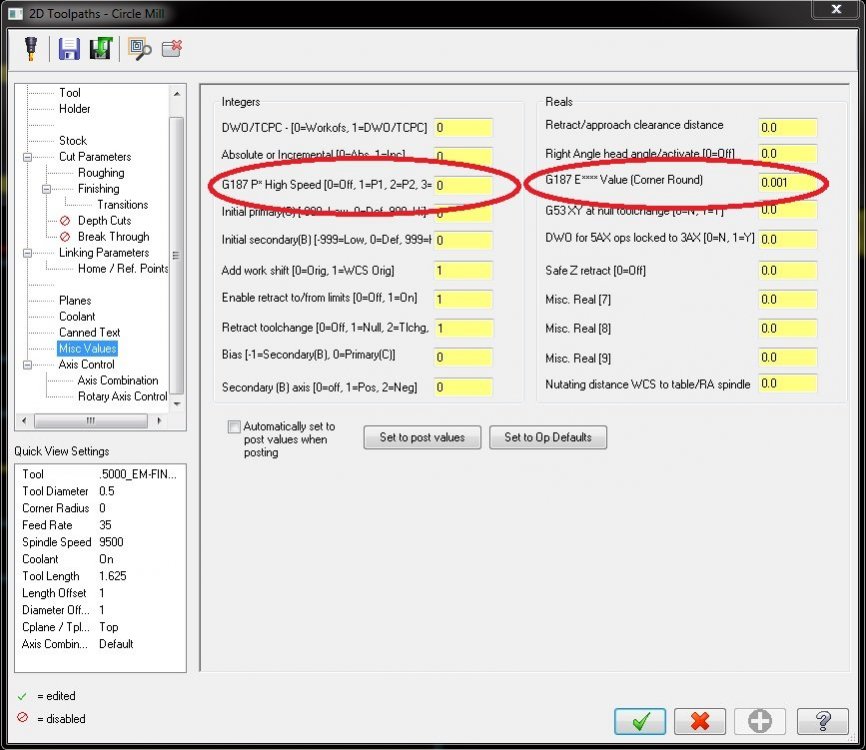
-
-
On 9/19/2019 at 9:00 PM, Zoffen said:
I don't have experience with zoller presetters directly....
But I imagine it would depend on how you want to program the regrinds....
If you can output your **ALL** of your toolpaths using cutter comp, then I would imagine that YES you can use the wear offset amount(Radial or Diameter depending on how your machine is set up) and the toolpaths would make a good part. However if you are using a roughing routine that you cannot output cutter comp(HS toolpaths) then you will need to be aware that you will be leaving extra stock for your finish pass as most roughing paths are output without cutter comp and programmed to center line of tool.
The only reason you would want to put any value in the Tool Diameter would be if you are programming really old school and programming to part edge, letting the Cutter Comp adjust for the tool diameter. (I would not do this!)
It seems like a good happy medium is to use cutter comp to only comp the finish passes so the regrind would make a good part with maybe adding an extra spring pass to account for heavier stock. Or add a semi finish pass with cutter comp and that will account for the extra stock so your finisher has the same cutting conditions.
Example: The path is programmed using a .750Dia cutter but this time you are using a .740Dia regrind. Then the Wear value of -.005(Radial Difference from programmed tool to actual tool) will make a good part.
I imagine you can somehow calculate this when the zoller outputs the data by grabbing the variable for the Nominal Dia of the tool and using a simple math equation to calculate the Radial Difference from Nominal to Actual.
Example:
((Nomial Dia) - (Actual Dia))/2 = (Tool Wear Radial Value)
Hopefully someone with some direct experience can chime in as well.
Hope this helps!
Thank You..
That's exactly my thoughts,
Just deal with the excess stock from an undersize tool and output wear comp only.
https://www.zoller.info/us/products/presetting-measuring/shrink-solutions/redomatic
-
5 hours ago, Henk said:
Imo the output is correct.
How does your Zoller "know" that your .074 tool originally was an .075 ?
You input the nominal size and then the Zoller scans the tool and gives the true dia.
(this includes any runout)
-
Getting our new Zoller Redomatic setup to output a G10 file for tools.
Want some feedback on how you all do it...
I know I want G10 L10 for tool length
My question is diameters,,
Say I have a .750 diameter endmill that's been reground to .740 diameter.
I want G10 L13 PXX R-.005 Wear comp to be output, correct?
I do not want .740 in G10 L12 (Tool Diameter) unless we programmed from centerline of the tool correct?
I'm getting a lot of confusion on this in the shop...
-
What I see is you need to have world Top WCS in the center of the pallet (center of rotation)
All other planes should be at the same origin (center of rotation)
If you want to have part zero where your model is now, you can shift the part/fixture in Camplete.
in Camplete: Home, Transforms, Cam World to Machine World
Also, program your depths in incremental instead of absolute, that way if you shift things slightly you wont have to re-select all your depths.
-
Can you paste a few lines of code here?
We are running CAmplete on a Grob G350 with no problems.
-
i have my software guy working on it now.
Think we have it figured out.
-
I need to mass edit tools (replace all "*" with "DEG" in the tool names)
This involves hundreds of tools.
I need to export to Excel, find and replace all instances, and re-import.
Can't do this in the new Tool Manager that I'm aware of....
-
Running 2019,,
I have to mass edit a tool library.
In the Classic Tool Manager, I used to be able to export a library to a file, make changes, and then re-import back into library...
This is gone now? Is there a different way to do this now?
I sure don't want to edit 1800 tools manually....

Benchmark 3.0
in Industrial Forum
Posted
Gcode,
Don't see anything?