





kccadcam
-
Posts
788 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by kccadcam
-
-
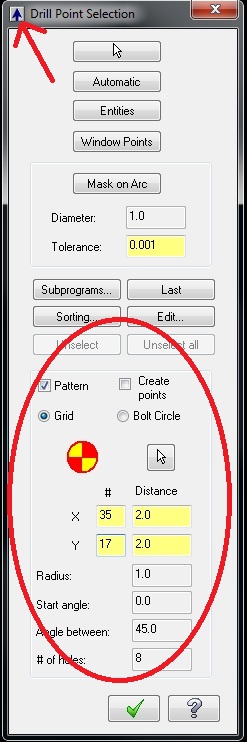
Toolpaths; Drill; click the little arrow up in the corner of the drill point selection box.....
fill in the blanks, no geometry needed....

-
 1
1
-
-
I think the USB stick needs to be specially formatted....
-
Hi all, I have same problem with missing descriptor in open file dialog. I try Mastercam applet, there is already Mastercam style, but open dialog is still windows style. I use win7 and classic style. I have Mastercam X6 MU2. Thanks for help.
P.S: old Mastercam X5 worked fine on Win7
That's what I'm seeing also,,,
Not having the recent folders at the bottom really sucks.....
-
You could drive the tool point to point along with manual entries to control spindle and such..
Custom macro is the way to go....
The only one I could dig up was for the swing out style tool......
Don't think it would be too difficult to modify this or write a new one..
% O8701(BACK CBORE MACRO) (G65P8701R.7Q.4E8.D-3.F3.I-.5J-.45K30.Z1.) (D= SPINDLE REVERSE WING OUT POINT) (E= CLOSE WING FEED RATE) (F= CUT FEED RATE) (I= FINAL FEED Z DEPTH- TOP OF MTRL TO CBORE BTM) (J= FEED TO POINT TO CLOSE WING AFTER CUT) (K= CLOSED WING FEED RATE) (Q= CLOSE WING 'FEED TO' POINT AT F FEED) (R= INITIAL RAPID PLANE HEIGHT) (Z= RAPID PLANE- MUST BE GT TOOL TIP LENGTH) (SPINDLE FEEDS INTO HOLE M04 AT S RPM TO D VALUE THEN STOPS REVERSES SPINDLE M03 AT S RPM) (SPINDLE STOPS AND REVERSES M04 AT S RPM PRIOR TO FEEDING OUT OF HOLE AFTER CYCLE IS COMPLETE) IF[#4EQ0]GOTO2000 IF[#5LE#4]GOTO3000 IF[#5LE#7]GOTO4000 IF[#8LE0]GOTO8000 IF[#9LE0]GOTO9000 M50 M8 M04 G90G0Z#26 G1Z#17F#8 G1Z#7F#6 M05 M03 G1Z#4F#9 G1Z[#4-.02] M05 M04 G1Z#5F#8 G1Z#26F#6 M99 N2000 #3000=121(VARIABLE I MUST BE DEFINED OR CAN NOT BE ZERO) N3000 #3000=122(VARIABLE J MUST BE GREATER THAN VARIABLE I) N4000 #3000=123(VARIABLE I MUST BE GREATER THAN VARIABLE D) N7000 #3000=126(VARIABLE D MUST BE LESS THAN THAN VARIABLE I) N8000 #3000=127(VARIABLE E MUST BE DEFINED OR CAN NOT BE ZERO) N9000 #3000=128(VARIABLE F MUST BE DEFINED OR CAN NOT BE ZERO) M30 %
-
Best Bang for the Buck,,, you can't beat the power of Spaceclaim.
You can try Spaceclaim on a 15 day trial,, contact your local dealer..
-
1
-
-
Here's a quick little video of our new Brother drilling away.....
I wrote a long hand sub to drive it and we are getting 15 holes per minute now...
We have now cut the runtime in half!!!!!!
.026 carbide circuit board drill
13000RPM 22IPM thru .500 polycarb
9465 Holes per part
slowing down the feedrate at the top to let the chips blow off (running HP coolant thru special collet cap)
(MAIN Program)
G00 G17 G90 G54
X.0323 Y-.0122 S13000 M03
G43 H2 Z.6 M494
(DRILL .026 HOLES)
G00 G90 X.0323 Y-.0122
M98 P0333
G00 G90 X.0382 Y.0994
M98 P0333
G00 G90 X-.0994 Y.0382
M98 P0333
G00 G90 X-.0382 Y-.0994
M98 P0333
G00 G90 X.0994 Y-.0382
M98 P0333
G00 G90 X-.1077 Y-.0498
M98 P0333
G00 G90 X.1376 Y.0613
M98 P0333
G00 G90 X-.0613 Y.1376
M98 P0333
G00 G90 X.0613 Y-.1376
M98 P0333.............................
(SUB Program)
G90 G54 G00 Z.6
G01 Z.5100 F787.
Z.4600 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.4700 F787.
Z.4350 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.4450 F787.
Z.4100 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.4200 F787.
Z.3850 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.3950 F787.
Z.3625 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.3725 F787.
Z.3400 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.3500 F787.
Z.3175 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.3275 F787.
Z.2950 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.3050 F787.
Z.2725 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.2825 F787.
Z.2500 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.2600 F787.
Z.2275 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.2375 F787.
Z.2050 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.2150 F787.
Z.1825 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.1925 F787.
Z.1600 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.1700 F787.
Z.1375 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.1475 F787.
Z.1150 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.1250 F787.
Z.0925 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.1025 F787.
Z.0700 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.0800 F787.
Z.0475 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.0575 F787.
Z.0250 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.0350 F787.
Z.0025 F22.
Z.5000 F787.
Z.6000 F400.
Z.4800 F401.
Z.0125 F787.
Z-.0200 F22.
Z.5000 F787.
Z.6000 F400.
M99
-
1
-
-
M19 - Does it stay locked??
-
Spaceclaim....... http://www.spaceclai...ufacturing.aspx
There is a Mastercam c-hook that lets you push and pull models to Spaceclaim on the fly..
You can also open your partially machined stl models in Spaceclaim and turn them into solids and then pull the solid model back into Mastercam.
You can get 15 day demo software, just contact your local reseller.... (I'm getting ready to load the demo right now..)
-
1
-
-
Amazing software......

What did you think Chris????
The way it models without a feature tree is very cool.
Importing models and fixing them with a couple of clicks, removing features or modifying features is incredibly easy.
It's a whole different mindset from Solidworks or any parasolid based modeler....
Creating drawings and details all in one file, no parent-child references to break, no missing files for assemblies....
The C-Hook for Mastercam allows you to push and pull models between Mastercam and Spaceclaim on the fly.
SpaceClaim for Manufacturing:
-
TR160Y.MCX-5 on the FTP under mcx5 folder.......

-
Going to a seminar tomorrow at McamNW.....

Spaceclaim plugs into Mastercam for rapid solids repair and simplification:
-
This is a whole group of ongoing long term parts so the investment in cycle reduction is justified.
After a few tweaks and some parameter changes on the machine along with some reprogramming and macro work it looks like we knocked almost 8 hours off the run time!!!!
-
Who is complaining about the 4.5 hours?
Add up the cost of the drills and the time wasted changing them and re-setting the height offset and it seems pretty clear to me... just run it!
Seriously?? circuit board drills that will usually last at least 2 full parts (19000 holes) at around $12.00 each,,
5 minutes or less to reset tool if part isn't scrap vs. 4.5 hours wasted per part at $100.00 an hour.....
My profit sharing is complaining!!!!

-
In all seriousness, it's probably MACRO time but I hav eno clue how to write MACRO programs for Mitsubixxxx Controls.
Looks pretty standard,,, variables are all the same as good 'ol Fanuc.....
Spent most of the day learning Brother parameters,, starting to figure this beast out....
-
It's RoboDrill Time...
Not your fault, but your boss HAD to be different from the other guy.
Just sayin.

Oh believe me,,,, I'm pushing HARD for a Robodrill......
-
-
275.89 WHQL - LATEST FOR SOLIDWORKS
http://www.nvidia.co...hql-driver.html
This works great with Mastercam and Solidworks on my Dell T7500 with Dual Quadro 4000's.............

-
What time is it????? Macro Time!!!!

-
We have a part that is 1/2" polycarb with 9500 holes .026 dia. (100 percent inspected!!!)

Running on a Brother TC-32B tapping machine.
Current code now running: (26 hours of drilling!!!)
N2 T2 M06 ( NO. 71 DRILL) (MAX - Z.6) (MIN - Z-.0154) G00 G17 G90 G54 X.0323 Y-.0122 S14000 M03 G43 H2 Z.6 M494 T1 (DRILL .026 HOLES) G98 G83 Z-.0154 R.6 Q.017 F22. X.0382 Y.0994 X-.0994 Y.0382 X-.0382 Y-.0994 X.0994 Y-.0382 X-.1077 Y-.0498 X.1376 Y.0613
Pecking air for .100 to top of stock adds something like 4.5 hours to run time!!!!
If I change the R to top of stock (.500) then the chips will not come off drill and SNAP.....

Does anybody have experience with reducing peck cycle on a Brother?? The Manual really sucks....
What's the best way to approach this?
I can write long hand code and call subs to get exactly what I want,,
but would like to use Mcam and some post mods to do this.
-
-
1
-
-
I ran into this also awhile back............
-
Export X6 .tooldb as text, import from text into X5 as new .tooldb.....
-
How are you guys building libraries?? (numbering, formatting, labeling, etc.)
Here's a basic one I've started mainly for Haas Verticals.
We have a nice system going for the Makino cell (nice to have 8 digits to work with...)
-
you will probably find its the / in the 1/8.
No,, it's the ' character that causes the issue...
4 axis -wrong circle dim.
in Industrial Forum
Posted
xform, roll, select holes and roll onto 2" diameter.
rechain rolled entities, then select unroll in toolpath parameters....
looks much better.....