





kccadcam
-
Posts
788 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by kccadcam
-
-
What about selecting the arcs using mask on arc, but selecting as zones?
make a grid of points or arcs (doesn't matter which) try about 10000.
select all for drilling, turn on whatever point sorting you like, create toolpath.
Now,,,, go back into drill point manager and try to reselect the points..............

-
I take it you didn't like any of the ideas that we gave you.
Turning off the point sorting before reselecting or deleting points does NOT help.
I'm now experimenting with saving the ops, importing them and re-selecting them as suggested by rocheey1.
-
Can I pound the keyboard after 15 minutes???
17 minutes now just to delete 9465 drillpoints.............
-
Before my time here, they have been typically programming from center of rotation on these machines.
That obviously becomes an issue when moving a job from one machine to another.
What other options are there?
We don't have probes on these machines. (that's a whole other story...)
I suppose Haas doesn't have any adjustability in the height of the table.
-
We have multpile Haas Trunnions (2 - HRT160, 3 - HRT210)
If you look at the specs from Haas, the table is .125 below the center of a A axis rotation.
When we actually verify the measurement, it varies from .126 to .130 (every one is different)
Does anyone know if the tables are case hardened? We would like to machine and/or grind the tables to the same height.
-
There is a huge shortage of Tungsten, one of the main ingredients in carbide.....
Recycling will become much more important in the near future.
We recycle thru Seco Tools: http://www.secotools...ycling-Program/
Seco will recycle ANY carbide -- inserts, mills, drills, bars, anvils, and more -- but no steel, ceramic or cermet. We accept any amount of carbide from any manufacturer. The price depends on the market, and the total payment is based on used carbide price at the time of receipt by Seco.
YOU GET A GOOD PRICE FOR YOUR RECYCLABLE CARBIDE
There is money in your used cemented carbide products and Seco has made it easier than ever before to recycle them. As part of our worldwide recycling program, we purchase your used tools and pay you based on its current market value.
HOW DOES IT WORK?
Upon request, we will email a Return Material (RM) form. Just call DHL and tell them it's a Seco carbide return. Attach the form to the shipment and DHL will take it to us.
Seco pays for transportation.
Upon return, the used carbide will be sorted and weighed, and you will be paid by check.
Seco will also supply you with containers for collecting and shipping used carbide -- free!
-
Under Machine Group Properties, Stock Setup Tab, Stock View
Make sure this matches your original WCS you started with. (normally Top)
Once you set up your round stock it should remember where it is in space.
-
Does anybody else have this problem??

We do a family of parts that each typically has approx. 9500 holes.
If I go to the drill point manager and click reselect points, it can take up to 15 minutes (!!!) to clear the points so I can reselect them.
(I am selecting .026 dia. arcs)
This is in X6MU3 or X7MU2, no difference.
-
Hi James,
The only way to make this work the way you want is use spherical safety zone in machine properties.
Set it to whatever height is safe for all indexes and it will retract to there no matter what your retract is set to.
You won't be able to change the logic,, already been down that road......
How's life back at CVM?? New York wasn't all that fun??
-
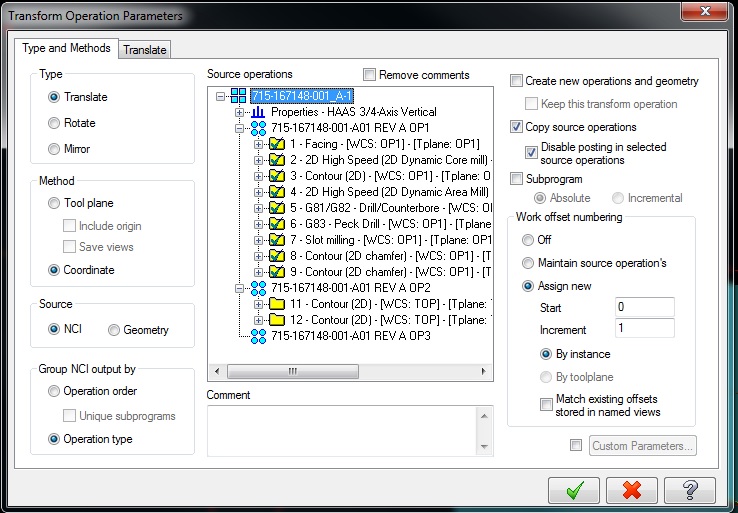
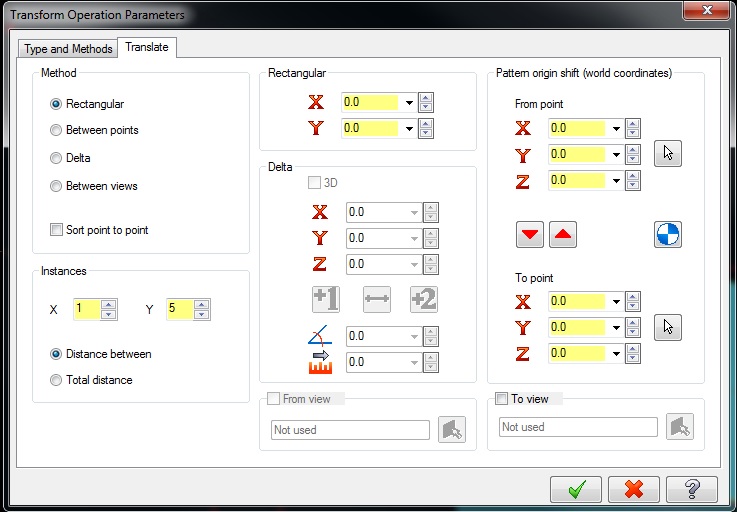
This is how I do it:
Program all ops that need transformed normally.
Transform Toolpath with the settings shown in pics. (set number of instances you need)
Then just assign multiple offsets at whatever locations you need on the machine.
it will run each tool thru all offsets before repeating with the next tool.
Is this what your looking for Bob??


-
We are building common grid plates on our Haas's (VF2, VF3, VF3YT, VF6)
Our own design similar to Stevens plates.
We want a central "zero" dial hole that will be the same on every machine.
Can a Haas be grid shifted to that zero?
Not sure what would be the best route.
We want to program to local part zero in Mastercam with G10's in the header of the program that shift from "zero" of subplate to part zero.
Also want to allow machinist to shift x or y in small incremental amounts without overwriting G10's.. does this make sense??
Can a Haas be grid shifted like a Fanuc? (internal parameters??)
-
Anybody tried these yet???
-
02-Dec 2013: Tool holder product data with DXF and STP downloads now online available:
-
We use Icam.
There are still minor issues using tool point control,
mainly using index points to get it to go the direction you want when moving at rapid between planes.
That is our Makino D500 in the video.
-
Ryan, Did Kevin call service? He e-mailed me earlier today. It must have been a crazy day, Kyle's phone was ringing off the hook.
Crazy days is right,, we have just moved into a new facility and still trying to get everything dialed in.
Ryan and I are going to put the screws to the boss to order up a Matsuura 63v Cublex and get serious.

-
 1
1
-
-
Are you trying to mass edit a big library??
Go to tool manager, right click, Import/Export tools, convert a library to text.
Now you can open in excel and edit away....
When finished, convert a library from text, and away you go....
-
Thanks Guys, got it.
Added the "all" extension and everything is happy....
It is part of the *.txt filter selection
There it is..... sneaky....

-
File open dialog box, file type,, there is no "All Files (*.*)" option????
We save our proven .nc files with a ".all" extension and cannot open them in code expert??
-
Is there a way to download the updates as a file so it can be loaded on multiple computers without downloading it over and over??
-
Crazy,
Thanks for the input, the whole rough pitch field in helical bore seems broken, it should allow angles.
That said I think I have to quit using the helix bore and start using contour with ramp. it has the angle field option.
The only advantage to helical bore is that it uses the point selection option which helps when selecting many holes.
With the contour option I have to manually chain each hole.
Try selecting points using circlemill and setting your roughing options to what you need.
-
That's my washer on the spin cycle.................

-
Why you say really spendy, how spendy are we talkin'? Are you still drilling those same parts?
Yes, It's a whole family of similar parts.
.027 dia. by 20xD around $75.00....
We are currently running Kyocera custom ground circuit board drills at around $15.00 each and averaging around 50000 holes per drill.
It's been quite the process of elimination between learning about stress relieving polycarb, coolant flow, and chip formation.
-
Have any of you tried the Mikron Crazy Drill?
http://www.mikron.co...lex_english.pdf
Really spendy but, they are willing to do a performance test.
-
You do understand cutting parameters correctly. Parts are very similar at ±2.5 inches deep mounted on the same (horizontal) machine, both picture frame fixtured with invert-a-bolts. Your theory sounds good, because the dynamic is .8 doc and .3375 (45% radial engagament) and the pocket is ±.3 x .5 rad. eng. So in this specific case, the dynamic would genenrate more force. I'll keep you posted on the results.
Thanks again!
JS
That heavy of a radial engagement will absolutely cause more stress in the material
With Dynamic milling the radial engagement should not be more than 25% of the tool diameter...
This is because of chip thinning, think light radial load at ballistic speeds.
Read here:
http://www.volumill....ite_Paper_1.pdf
http://cuttingtoolsc.../chip-thinning/
Require operator input. "Yes" or "No"
in Industrial Forum
Posted
Macro....... if/then/else