





kccadcam
-
Posts
788 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by kccadcam
-
-
Bob, Im with Ron on this one, i think heat is your issue. Are they PVD coated or CVD coated?
PVD involves heat for application and CVD involves chemical application. Either that or the carbide got too hot when they ground the tools. You might be able to have them magnaflux tested to see if there are cracks.
That's my thoughts also, Or else bad grain structure in the blanks.
Bad packaging you normally see chips or broken teeth. (that's still unacceptable the way they were packaged)
-
How many of you are playing with the machining cloud?
Have you seen Kennemetal NOVO Sphere?
http://www.kennametal.com/novosphere/en/home.html
http://www.cgtech.com/cgtech-announce-integration-kennametals-novo/
Since I will be diving into Vericut for the first time soon, This kind of info is exciting to me.
Iscar is joining the game also:
http://www.cgtech.com/machiningcloud-feeds-iscar-tool-data-vericut/
Can't wait.......

-
 1
1
-
-
Sunnen Hone - bore about .0005 to .001 small and hone them. Best way to get consistency on that tolerance.
-
5
-
-
This one is classic....
Wait for it.........Wait for it....
aaaaaa,,,, Boss???? Can you come look at this, we had a problem........
There were kinda sparks involved..........

-
1
-
-
The insanely fast tool change makes my head spin.
I want one just so I can watch the tool changes all day. lol
The new SPEEDIO series, .9 second toolchange......
-
1
-
-
Here is what we are thinking...... 3 different tools....



-
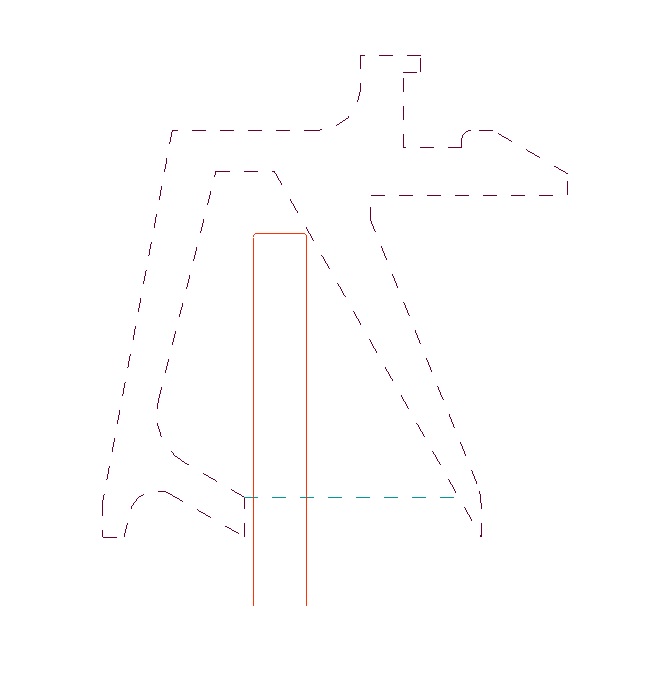
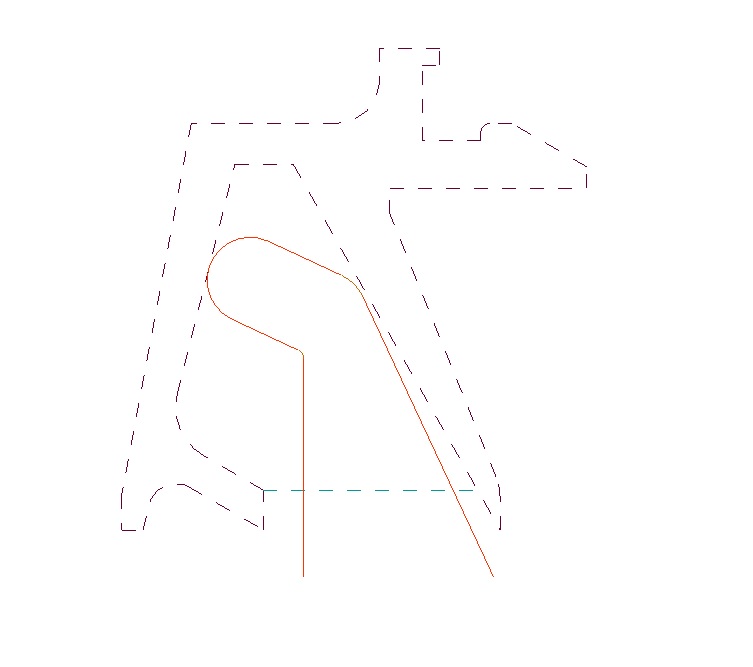
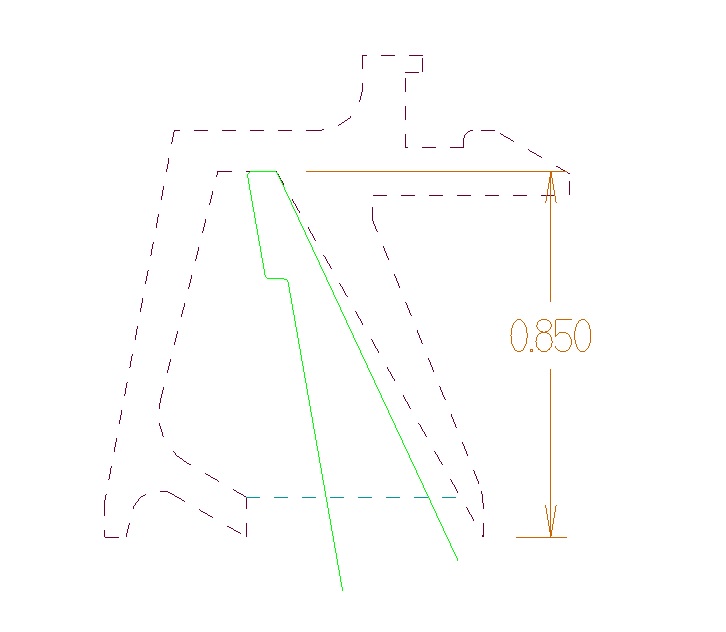
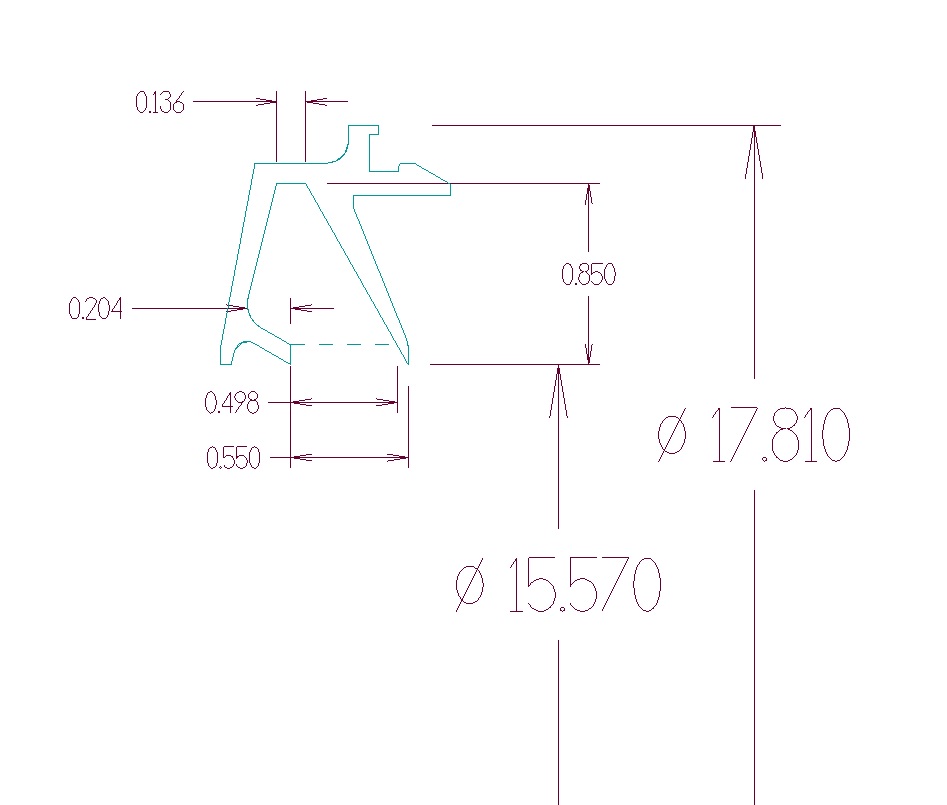
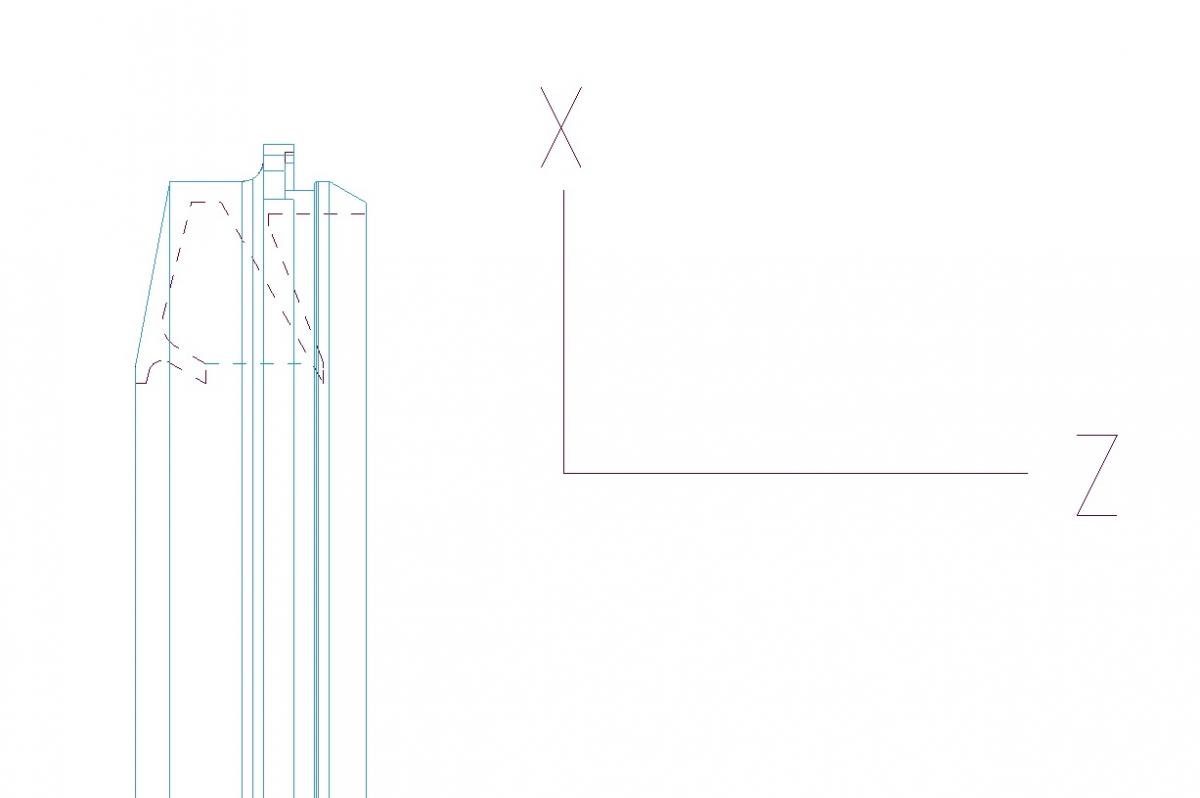
We have a deep internal grooving part that we are having trouble finding tooling for.
Perhaps some of you lathe guys can help me out.
Here are some pics to give you an idea what we need,
I have had two tooling companies no-quote this....


-
Thoughts on Brother machines?
We have two....
Crazy fast drilling. Extremely accurate.
The big advantage Brother has over Robodrill is the spindle can run wide open all day.
Robodrill has a 20%(?) full RPM duty cycle.
-
Just hit one too many zeros in MDI with your edgefinder. (shoulda been 1000...)
at about 5000 RPM a Starret edgefinder spring will let go......
(about 10" long at that point)
Like a bullet........
-
1
-
-
I've seen enough crashes that I don't need to see anymore....
Makino A55 - 2" Mitsubishi facemill at 20000 RPM - 350 IPM
Operator put left hand blank in fixture instead of right hand blank.
Rapid down in Z, ripped the holder out of the taper and destroyed the spindle.
Broke the tempered safety glass window,
beat the hell out the internal sheetmetal as it bounced around.
I was upstairs in the programming office and the floor shook..........

About 50k to fix..........
Mori Seiki SL-35 lathe
Operator sent a rather large boring bar rapiding into chuck at high speed.
When we finally got there the operator was white as a ghost and puking on the floor.
The turret was laying in the bottom of the machine!!!
Broke the ball screw and the ways!!!
Machine was a total write-off...................
I could go on and on, but like newbeee said,,,,, bad juju.......
-
1
-
-
We buy a huge amount of inventory from MSC and Western Tool & Supply. http://www.westtool.com/default.aspx
We quote both companies and see who comes out on top.. Keeps 'em honest....... (amazing how much mark-up there is, just like auto parts....)
-
The Brothers we have do not allow a % at the top or bottom of the progam.
Also, no O program number at the top (O0011)
They also do not like underscores _ anywhere in the code.
-
Do you already have a subplate grid on the machine?
How about something like this?
http://www.stevenseng.com/vises/modularvises.html
You could mount it in any configuration that would fit on the subplate.
-
Anybody using level templates??
Right click in level manager and "Get Named Levels"
We do something like this on every new file that way layout is consistent between programmers.
-
1
-
-
-
Anyone cutting this stuff? Any tips or tool mfg suggestions?
We run this material all the time.
Just use good sharp carbide tools (2 or 3 flute)
The main issue with PEEK (other than it's REALLY expensive) is it's prone to chipping.
Drive toolpaths accordingly, especially leading off the cut.
-
Something to consider, probably easiest when you install X8, is put the shared directory on the server. Not only share tool libraries, but machine defs & posts, operations, defaults, machine simulators, etc.
Be aware that there will be a performance/speed issue once everything is moved to the server.
Mastercam constantly has to access these files and depending on the speed of your server and network you may get some lag.
(Currently in the process of upgrading our server for this very reason)
-
best way to remove old versions of mastercamFormat C: Re-install Windows, Load current Mastercam.

-
Normal drill and contour operations, program one hole/slot for each diameter.
Transform, Rotate toolpath about centerline of part.
Then you only have to create 3 different planes instead of 64.......
-
2
-
-
The Tool Manager App can be loaded on any PC (does not need Mastercam)
Maybe an app along those lines to open tool lists??
-
Download keeps failing about 2/3rds the way thru........

I've tried the full ISO and the Web version....
-
Somebody posted this along time ago,,,,,
Just subtract the pitch from the major for the tap drill. Works for all threads.
3/8-16 PITCH = .0625 .375-.0625 = .3125
1/2-13 PITCH = .07692 .5-.07692 = .423
METRIC
M4X.7 PITCH=.7 4-.7 = 3.30
M3X.5 PITCH=.5 3-.5 = 2.508-64 PITCH= .015625 .164-.015625 = .148375
-
I assume this is in X7?
Very sketchy, one time it works fine and then the next,,, (crickets)
Try it with about 450 operations and you can grow a beard waiting.....
It's insane watching it process every single operation one at a time......
X+ toollist , about 2 seconds.....everytime.....
-
Ran across this while searching for info to put into our website:
http://www.mmsonline.com/cdn/cms/CAMInitiativesWhitePaper-withcaptions-.pdf
How to take advantage of evolving Mastercam CAM software capabilities to become progressively more effective in your manufacturing business niche
It's a story I have heard over and over again. There are two shops in the same market with similar equipment, software and customers.One shop is struggling to get enoughwork and maintain healthy profit margins.The shop's management is convinced that a competitor is undercutting them with ridiculously low pricing that will ultimately cause bothbusinesses to suffer.But if you visit the other shop, you will discover that the business is thriving.Truth is, the first shop is not being underbid, it's being out-machined.Jimmy Wakeford, Owner, Barefoot CNCGreat info for shops looking to improve manufacturing throughput.
tools getting scrapped, CRAP!
in Industrial Forum
Posted
Balzers has been good to me.....
http://www.coating-guide.balzers.com/web/en