





kccadcam
-
Posts
788 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by kccadcam
-
-
Ran into something strange in X6MU2...
Creating new tool libraries for different materials (alum, plastic, etc.)
Try copying or creating a new Csink into a new .tooldb library and get this:
"Unable to add tool to tool list"
It only seems to be countersinks that have this problem..
Anybody else see this??
-
Anybody Use these??
I like this:
File data is stored locally on a standard SD memory card.In the event of a network crash, data can still be accessed by the CNC which eliminates risk due to network outages.
Files can be added manually without the network if required by removing the SD card and updating on a PC
Shop Floor Automations LAN Connect (scroll down...)
Brochure:
-
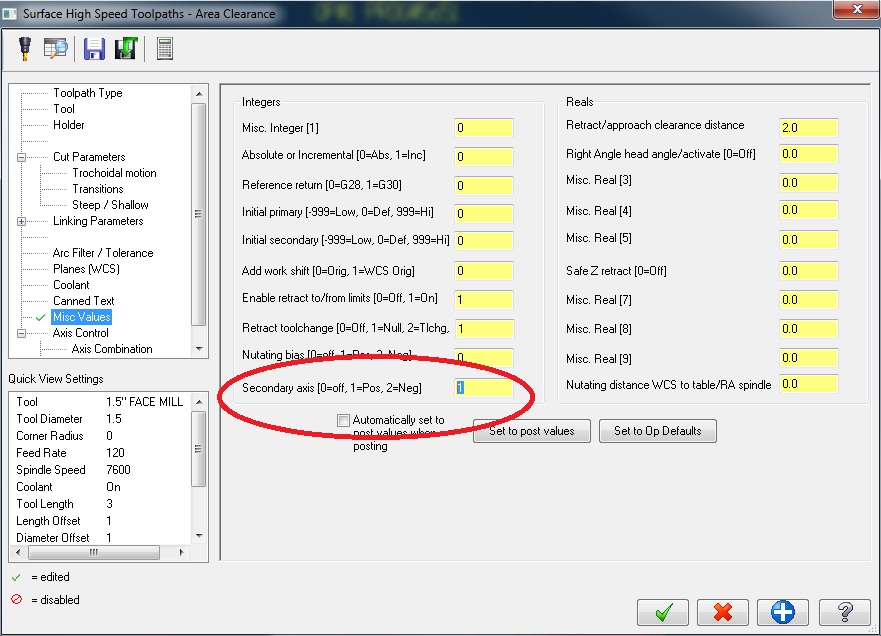
So i tired to do some simple 5 axis drilling and came across another error. The tool is drilling at A90. and the first hole comes out fine. Then the b axis should rotate and drill again. But the post is making the A axis go to A-90 and in the process trying to crash through my tools. I thought this post was setup to not go in a -A direction but I guess I'm wrong. Any help would be awesome. I'm on the Haas VF-TR Series 5 axis Trunnion Mill post.
Haas VF-TR Series 5 axis Trunnion Mill post = misc settings:
"0" it will decide which way to go
"1" will always stay positive (front side)
"2" will always stay negative (back side)

-
That is the dumbest thing ever!
Why is it like this?!?!?....Enhancement request!
I've been banging my head against the wall for years with this issue...

(just like having toolholders in the operations instead of with the tool libraries..)
:wallbash: -
I'm having some trouble getting a custom tool profile to work.
When i define the tool as undefined with an external file providing tool profiles, it looks fine.
When i define the tool as a drill with the same external file, its a no go.
i attached some screen caps to help explain.
any ideas?
If you use undefined standard profile works fine..
If you use tool "types" all tool drawings must be scaled so the radius of the tool is ALWAYS 1 inch.
-
-
I will be using an insert drill from Iscar. It will be 1018 Mild Steel.
Should work great,, watch your stepover/engagement in corners....
-
 1
1
-
-
For simple 2D profiles, draw a centereline chain then use the command
Create/Point/Segment to create points at the desires stepover, then apply a drill toolpath to the points
 Works very well.....
Works very well.....You can also create a pocket routine, save the backplot as geometry, then create your Points and drill cycle..

What material??
Seco makes awesome Plunge Milling Cutters: Seco Plunge Mills
Crazy speeds and feeds in aluminum....

-
Looks to be about 70% Washington and 30% Oregon.
Can you switch that around???

You have my number.......

-
Got one built from MPmaster,, just need a little testing and should be good to go..

Kevin, is that a new one? Didn't you just get a new little Robodrill a few months ago? How do they stack up against each other?
I quietly moved to another company......

I'm now working with Shawn at Shields Mfg. - http://www.emastercam.com/board/index.php?showtopic=36256
-
Beware ---- post beggar.....

Anybody have a post for this little beast?
I can build one from MPmaster but will take any offers...........
-
Just looked on the FTP this morning:
I have not downloaded thought but figured it may be what your looking for.
I saw this one, it is not a 5ax trunnion, it is a 210 4ax rotary.......

-
Anybody??? TR210 model????
-
How about the TR210??
I found reference to it in old forum threads but can't find the file......
-
-
Has it been overheated?? (cooked)
What's the color of the holder??
-
Here's a screen capture of our machine, I run dual monitors so the pic is ....w i d e....
(hold down Ctrl button and scroll mouse wheel to enlarge)
-
So does this then mean that you need a specific camplete post per machine in your workshop (I asume this is a yes, as you would also have the whole machine built to match yours on the shop floor)?
And I'm then asuming if you want to edit that post for whatever reason, that's probably big bucks and only the camplete boys could do it?
Lastly, is this predominanly 5ax only that you would use this for, and or multiax lathies?
Thanks
Yes, you need a specific "post" for each style of machine, and yes Camplete builds the whole virtual machine for each one.
The post IS customizable to a certain extent, I've got ours dialed in pretty darn good.....
Support has been very good... (I used to run Predator and they had the WORST support I've EVER experienced.)
-
Playing devil's advocate here...so what is the difference between proving out in camplete (using mcam nci) or proving out in mcam's machine sim (using mcam nci)?
Camplete first postprocess the nci and the run the machine simulation on the posted nc-code. Huge difference.
Yes,, Camplete post processes the NCI file and the NC code is what you are simulating.
You can click on any line of NC code in the NC window and the simulation will jump right to that point.
-
-
Been using Camplete on our MAM72-63V's (5-axis table-table verticals) for three years.....
Program everything in Mastercam from center of rotation, post out the NCI file,
open it in Camplete. It creates the NC code and you can simulate the machine and watch the code at the same time.
You can speed it up or slow it down step by step if necessary.
One the best features for five axis is the Optimization. It changes feedrates up to the maximum you define,
Reminds me of inverse time feeds but does it in inches per minute.
The machine simulation is fantastic, the only thing I'm still waiting for is
the ability to import an STL file and have Camplete actually show the model being cut..
Right now you can define basic stock shapes(block, cylinder, etc.) and show them cutting but we don't
usually have basic shaped parts!! The other issue is defining tools, you have to build your tool library twice,
once in Mastercam and again in Camplete to make everything match.
I would go off on Mastercam's way of defining tools and holders, but that's a whole other subject....
 CNC Apps Guy is the the Camplete expert around here
CNC Apps Guy is the the Camplete expert around hereAbsolutely, James has been a HUGE help to me with the support of our Matsuura's and Camplete.
He is a walking encyclopedia on the machines and the software...
(still working on the 4 digit tool numbers James)
-
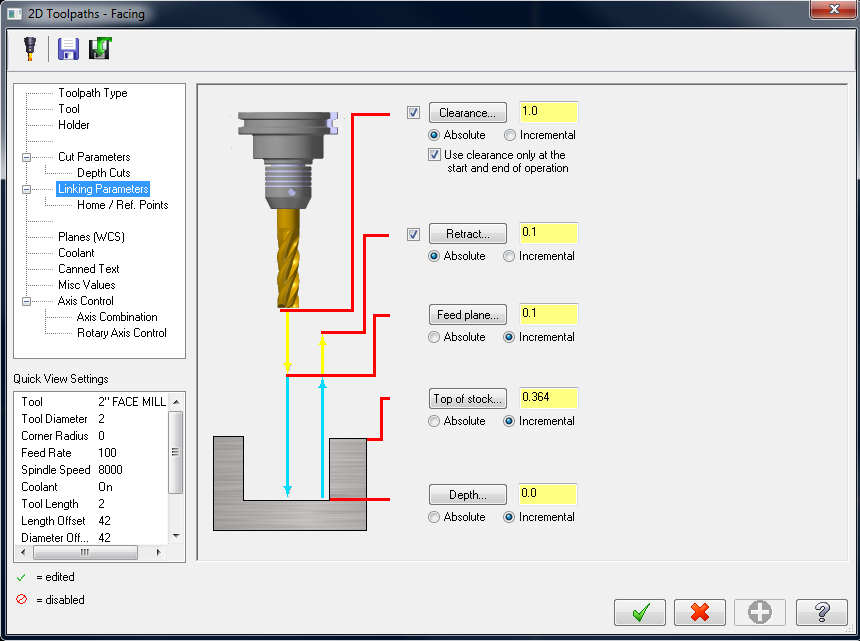
Why aren't you using clearance???
Absolute clearance above your stock will cure the crash problem....
-
Sorry,, Retract should have been incremental also in that screen capture......
-
Incremental is the distance from the geometry your driving to, not like G91 incremental on the machine!!!!!
We always use incremental for Feed Plane, Top of Stock, and Depth when possible.
Try this.....
Clearance is always absolute,
Retract can be absolute or incremental depending on the situation....


{kind=link}
X6 Tool Libraries
in Industrial Forum
Posted
Figured it out.......
The existing tools were labeled: "1/8 X 100 DEG C'SINK"
It must be "CSINK" not "C'SINK" - doesn't like special characters......