McLaren
-
Posts
256 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by McLaren
-
-
Plunge milling the corners is always a good one. Just don't forget that with that size corner radius there is going to have to be 2 passes on the floor no matter what to get rid of cusp. And again, I would see what your machine can actually feed at in that small of a space. See if you can run it empty at 20ipm and get your cut time reduced in half, then try 40, 80 160. Your are going to hit an accel/decel limit quicker than you think. Those are only .150" long lines best case.
-
The reason I am asking these questions is because with 3 passes you are dealing with like 1.5 inches of cut length. With accel/decel ramps it's just not that much travel and I doubt you can double your feedrate and cut your cycle time in half. As a test try this with no parts in the fixture: Run through a cycle at 100% and get a exact machine time. Double the feedrates everywhere and run it again. Post back your results.
-
Can I get some more info? How many hours per day does it run? At 8 hours for 2000 parts that would be 15 seconds per part. Taking 1 rough pass and 1 .03" finish pass at 10 ipm would be like 7 seconds per part. 3 passes would be like 10 seconds per part. Running 32 parts at a time and losing 5 seconds per part is 160 missing seconds. Where are those 2.5 minutes? What is the total cycle time per set? Per part? On a pallet changer now? If so what is pallet change time? If not how much time to switch fixtures? How much lost production to switch broken tools? Like Rizzo said, if you don't fix anything else you will just break endmills 3x faster. I think there are some other places to improve the process first. It looks like you have 2.5 hours of missing time each day that at least a part of could be gotten back.
-
Ah, ok. I think I am beginning to see. Thanks guys!
-
Question from someone that hasn't run the dynamic mill stuff yet: If your machine can handle heavy cuts, does it really help? Take the above cycle, 1/2" endmill .820" deep in aluminum. Dynamic mill he is going .05" stepover at 220 ipm. Couldn't you just as easily go .250" stepover at 44 ipm? Cycle time would probably be faster with fewer repositions and accel/decel being less of an issue. Additionally tool life would be better because you are going through 1/5 of the material. So what am I missing?
-
How come the icon isn't an "x" thingy?
-
ROFL. Yeah, people can talk all the smack they want about fadals, but I doubt there's any other machine out there that can do that in under 7 seconds. Plus you gotta love having a keyboard that's laid out qwerty style.
-
Edit: I got rid of the safety lines. You shouldn't need em.
-
No, just put a G8 right after the toolchange for the roughing endmill, then a G9 after the toolchange for the finishing endmill. G8 is feedramps off, G9 is feedramps on. As a test you can write 3 programs like this: % N1O1000(G0 TEST) N2L100(LOOP) N3G0G91X-0.1 N4X0.1 N5G90 N6M17 N7M30 N8L199 N9M2 % % N1O1000(G9 TEST) N2L100(LOOP) N3G1G91X-0.1F200. N4X0.1 N5G90 N6M17 N7M30 N8G9 N9L199 N10M2 % % N1O1000(G8 TEST) N2L100(LOOP) N3G1G91X-0.1F200. N4X0.1 N5G90 N6M17 N7M30 N8G8 N9L199 N10M2 % Post back with the cycle times of each one.
-
G8 FTW! You won't get any faster than that. Makes G0 look like a turtle.
-
Opps, I guess I misunderstood the question. My bad.
-
S500 G84.2 G84.1R.1Z-.5F500.Q.05 Feedrate matches spindle speed, Q is your pitch, G84.2 prepares for rigid tap. EDIT: That's for format 1.
-
Uh dude, you don't even know what the material is. Maybe he needed to cut it like that because of rigidity issues, or machine torque limitations. EDIT: Opps, Neurosis beat me to it. Just change your 2 cents to 4 and I'll pay you back later.
-
Define flagged? As in heavy/large? [offset] [page up] to the page with the pocket list [arrow] to the pocket in question [space] [write]
-
It seems like 2 different issues if you have a position AND size difference.
-
Mechanical FTW. I'd stick an edge finder in there. Get the center of your hole. Zero out your relative, then stick the probe in and check center.
-
1/32", 3/64", or 1/16" 4fl. ball endmill 10k, 30ipm, ~.005" deep, 6º plunge angle.


-
AL part is getting nickel plated...
McLaren replied to Mic6's topic in Machining, Tools, Cutting & Probing
Opps, I guess I should elaborate. Plating thickness is measured perpendicular to the face of the thread, but the pitch diameter is measured on axis.
-
AL part is getting nickel plated...
McLaren replied to Mic6's topic in Machining, Tools, Cutting & Probing
Buildup on threads is 4x, not 2x. -
*shrugs* I did it with X5 build 14.0.4.33
-
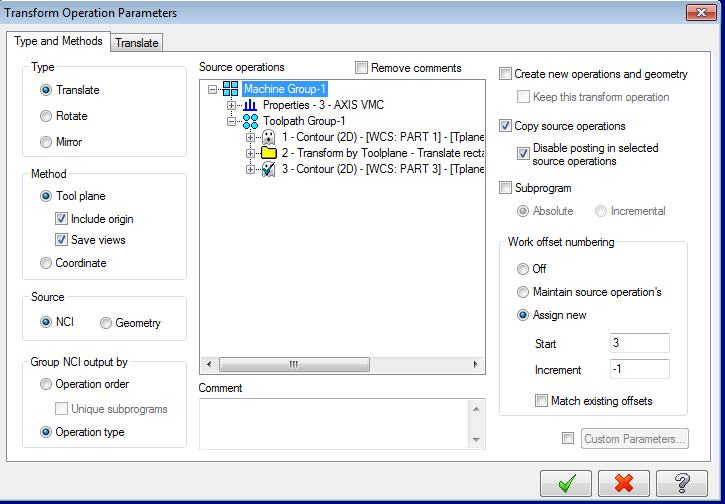
My settings.

-
Worked fine for me. % O00000(TEMP) (MCXFILE-DESCENDINGTRANSFORM.MCX-5) (DATE-AUG-15-2011) (CYCLETIME-0:00/PART) (T239|1/2FLATENDMILL) (T232|1/8FLATENDMILL) (OVERALLMAX-Z0.25) (OVERALLMIN-Z0.) G00G17G40G80G90S1069 T239M06(1/2FLATENDMILL) (MAX-Z0.25) (MIN-Z0.) G00G90G54X0.5Y1.25M03 G43H239Z0.25 Z0.2 G01Z0.F6.42 Y0.75 G03X1.Y0.25R0.5 G01X2. G02X2.25Y0.R0.25 G01Y-2. G02X2.Y-2.25R0.25 G01X0. G02X-0.25Y-2.R0.25 G01Y0. G02X0.Y0.25R0.25 G01X1. G03X1.5Y0.75R0.5 G01Y1.25 Z0.2 G00Z0.25 G55X0.5Y1.25Z0.25 Z0.2 G01Z0. Y0.75 G03X1.Y0.25R0.5 G01X2. G02X2.25Y0.R0.25 G01Y-2. G02X2.Y-2.25R0.25 G01X0. G02X-0.25Y-2.R0.25 G01Y0. G02X0.Y0.25R0.25 G01X1. G03X1.5Y0.75R0.5 G01Y1.25 Z0.2 G00Z0.25 G56X0.5Y1.25Z0.25 Z0.2 G01Z0. Y0.75 G03X1.Y0.25R0.5 G01X2. G02X2.25Y0.R0.25 G01Y-2. G02X2.Y-2.25R0.25 G01X0. G02X-0.25Y-2.R0.25 G01Y0. G02X0.Y0.25R0.25 G01X1. G03X1.5Y0.75R0.5 G01Y1.25 Z0.2 G00Z0.25 M05 G91G28Z0. M01 G00G17G40G80G90S4278 T232M06(1/8FLATENDMILL) (MAX-Z0.25) (MIN-Z0.) G00G90G56X0.875Y0.3125M03 G43H232Z0.25 Z0.2 G01Z0.F6.16 Y0.1875 G03X1.Y0.0625R0.125 G01X2. G02X2.0625Y0.R0.0625 G01Y-2. G02X2.Y-2.0625R0.0625 G01X0. G02X-0.0625Y-2.R0.0625 G01Y0. G02X0.Y0.0625R0.0625 G01X1. G03X1.125Y0.1875R0.125 G01Y0.3125 Z0.2 G00Z0.25 G55X0.875Y0.3125Z0.25 Z0.2 G01Z0. Y0.1875 G03X1.Y0.0625R0.125 G01X2. G02X2.0625Y0.R0.0625 G01Y-2. G02X2.Y-2.0625R0.0625 G01X0. G02X-0.0625Y-2.R0.0625 G01Y0. G02X0.Y0.0625R0.0625 G01X1. G03X1.125Y0.1875R0.125 G01Y0.3125 Z0.2 G00Z0.25 G54X0.875Y0.3125Z0.25 Z0.2 G01Z0. Y0.1875 G03X1.Y0.0625R0.125 G01X2. G02X2.0625Y0.R0.0625 G01Y-2. G02X2.Y-2.0625R0.0625 G01X0. G02X-0.0625Y-2.R0.0625 G01Y0. G02X0.Y0.0625R0.0625 G01X1. G03X1.125Y0.1875R0.125 G01Y0.3125 Z0.2 G00Z0.25 M05 G91G28Z0. G00G90G53X-15.5Y0. G90 M30 %
-
I'm pretty sure it means if you made Z0 the center of the part, you wouldn't want to machine to Z0 or lower while on Y0 doing an A axis move.
-
I believe the minor is bigger to account for the root radius of the ext. thread.