cincy k
-
Posts
314 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by cincy k
-
What kind of coolant and concentration do you run? Are you running in a rigid holder? TK
-
High Flute Count Finishing Tools- Aluminum
cincy k replied to cincy k's topic in Machining, Tools, Cutting & Probing
Helical is limited to 3 flute for the non-ferrous stuff, called them today. Frasia looks to be limited to 3 flutes for anything with a square end. Harvey is a good call up to 1/4". They have some 5 flute 1/4" finishers. Have to look into OSG a bit deeper. Destiny looks to be limited to 3 flutes as well from everything on their website. Imco looks limited to 3 flutes on their Streaker series. MA Ford, I'll take a peak through their stuff. I tried some of their smaller stuff a while back and it chatters like a mofo. So i guess it begs the questions. I guess I could use a five fluted steel finishing tool that is uncoated? I wonder how it would perform. Really the idea of going with more flutes is speed along with wall straightness. We've had trouble with say a 2" LOC staying straight enough in 7075. The larger core diameters with the larger flute counts seem to help. -
I've been looking a bit closer at finishing tools for aluminum, particularly the longer flute lengths 3xd+. I've found 5 and 7 flute tools from Data Flute and 4 and 5 flute tools from Swiftcarb. What others are out on the market and readily accessible? Looking for diameters from 1/4" up to 3/4". TK
-
What OSG series in particular? What coolant and concentration? What surface footage?
-
Curious as to what anyone is using for cut taps in 7075 aluminum. It seems some/most of the "aluminum specific" taps are a little too dinky for this particular alloy. So, what are you using? TK
-
FANUC 5-Axis WSEC and other goodies
cincy k replied to a topic in Machining, Tools, Cutting & Probing
So what did you wind up using as WSEC on your Okuma? (I'm assuming you're saying you bought an Okuma and got mis-information) Are you using their fixture tracking for just 3+2 stuff? -
It may be if you already have two HMCs with 60 tool magazines and want to integrate them into an FMS system.
-
Really interesting concept. That looked like a DMG product so that may not integrate into other builders. I know Mazak does something very similar at their production facility in Florence, KY. The called it a tool hive I believe when I toured their facility. It served 3-4 horizontals in a FMS system. They stored their larger boring heads and such in it. Figured instead of having 3-4 boring heads, 1 per machine times how ever many types heads, they could store them centrally and reduce overall operating costs and tool maintenance headaches. Seems to make sense. You may be able to partner with a local automation company and get the same thing accomplished. Using RFID would help in passing the tool data when that particular tool is put into the 60 tool magazine on the machine. You get the idea. TK
-
Wow that's pretty impressive. Hearing it from an actual user is pretty cool. Thanks.
-
How many use check surfaces in HST toolpaths?
cincy k replied to crazy^millman's topic in Industrial Forum
I use them pretty often. I hated when they weren't available in the early releases!!! Think there will ever be the day where you can leave different amounts of stock on different check surfaces? I've seen this in Powermill. Essentially there are groups inside the check surfaces where you can leave varying amounts of stock. It's setup kind of like a spreadsheet or looks similar to the level manager. Pretty sweet feature I thought. -
What part size and material type would you consider max for the Macro Magnum? I was told that system could hold a 3.5 x 6 x 10 piece of aluminum with no problem and not have chatter issues. Could you put a piece of 6 x 6 x 6 304SS on it and mill it without much issue?
-
System 3R can supply pallets with Spreitzer workholidng already mounted to it. Talked with the guy a week or so ago as we are interested too. You don't necessarily have to drill through your fixture to fasten it to a pallet. You can drill and cbore from the backside of the pallet and have blind holes in you part or fixture. Depending on which system you're looking at they have reference pallets that have the XY reference locations and the pull stud goes into your part or fixture. <- This is for the Macro and Macro Magnum systems. Contact a 3R rep directly for literature as their website sucks a fat one. TK
-
Preach it!
-
So for you simultaneous motion with the Okuma are you using TCP? Where there no suitable post from In-house or Postability? What was it like setting up Vericut on the simulation side and being confident in its results? The post, 5 axis ans Vericut would all be new to me just figuring what kind of time is involved from the machine hitting the floor to make parts in a 3+2 configuration for right now and simultaneous stuff down the road.
-
How are you getting along with your MU500? How much simultaneous work are you doing? How well does TCPC work coupled with M/C? What was you control experience before moving over to Okuma?
-
So I've read the various topics on Fanuc's WSEC vs TCPC and grasp the concept of how both work beside one thing. When using WSEC for simultaneous motion are you using inverse time feed? From talking with a few Okuma folks it seems they prefer TCPC for simultaneous motion even on a trunnion setup. Based on that, TCPC is an option typically coupled with Super Nurbs and the TCPC control works much the same as Fanuc's. Okuma compares their fixture tracking to Fanuc's WSEC. Does anyone know if it's advantageous for trunnion setups to use inverse time coupled with fixture tracking? Just throwing some comparisons out there and seeing what kind of info I can get on people's preferences/experiences with the two different controls. Hoping to here from end users of both here. Thanks!
-
Well I'll be damned. That's the wealth of info I was looking for. Thanks all.
-
Are you thinking circle milling would be bad because of the slight mismatch at the lead in and lead out overlap?
-
I have two different ports to create that I would normally plunge with a standard port tool in softer materials. I now have to create a SAE-6 port and SAE J1926-4 port in some 17-4SS. Does anyone know where to get tools to circle mill these ports? Essentially go in and rough the hole with a 3D pocket roughing toolpath and then circle mill the finished walls. Any ideas? TK
-
I'll second the Lang unless you need to be closer than .0005". That's been the deviation we've seen.
-
Look at Big Kaiser. http://www.bigkaiser.com/mptec-indicator-stands.php I see a few wire EDM guys with these using micron indicators.
-
G350 is ballpark 400k and up depending on options of course.
-
G 350 is just a smaller version of the 550. Both machines can come with Siemens Heidenhain or Fanuc. Though they scoff at using Fanuc a bit. Seems to be taking off in the medical sector. Used very heavily in automotive, Ford I believe. Frame is a weldment which I don't care for. Seem to be decent machines. I know a lot of people don't care for Siemens because of support. Supposedly Grob is large enough to not have to go to Siemens for support, they can do it all internally which seems impressive. They do build specialty machines here in Ohio about two hours north of me which is cool and support their claim to be self reliant.
-
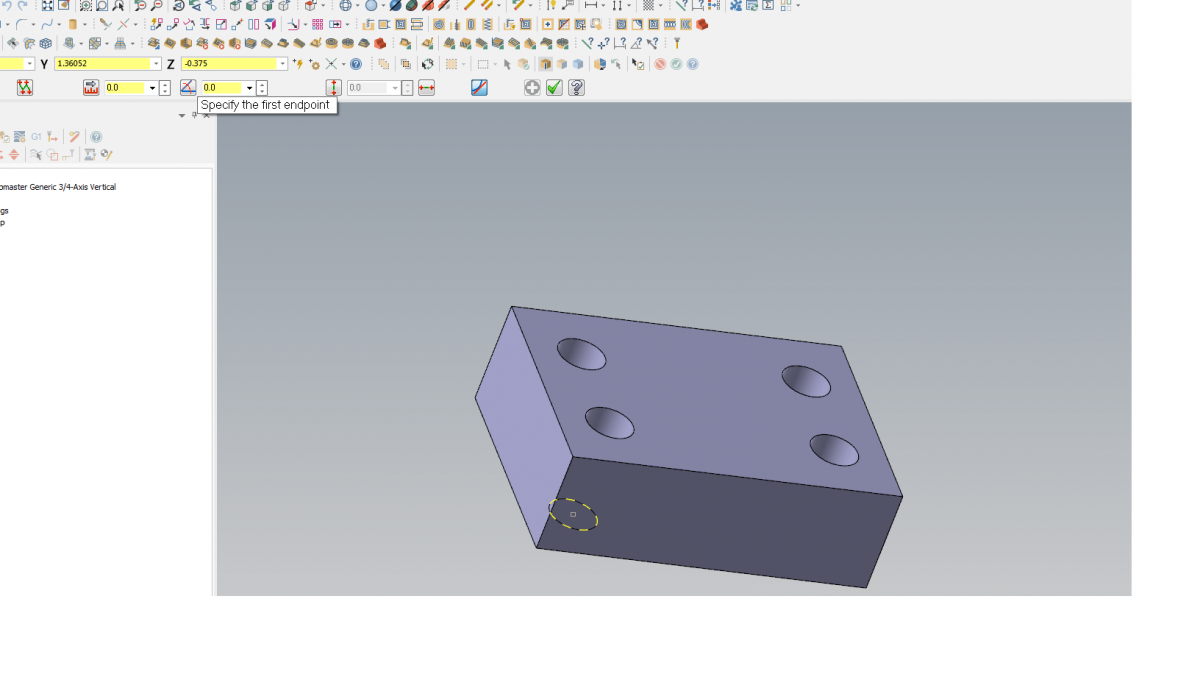
I turn off the solid edge selection and still get snaps to the center, midpoint and quadrant of the backside circle.
-
It doesn't seem to make a difference whether I have the backside selection turned on or not. Say I have a rectangular part 1 x 2 x 3 that has four holes in it, it's drawn as a solid. I want to create a line from corner to corner on the top (shown) face. I have the part skewed on the screen at a slight angle to see it in three dimensions. My snaps still pop up for hole center (on the backside hole edge) no matter if the backside selection is turned off or on. Any one else getting this same result?