cncworker
-
Posts
71 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by cncworker
-
Try this link...if you haven't looked at it already. This really helped me. The third response down is a video. https://www.emastercam.com/forums/topic/79382-proper-way-to-set-wcs/?hl=origin#entry952050
-
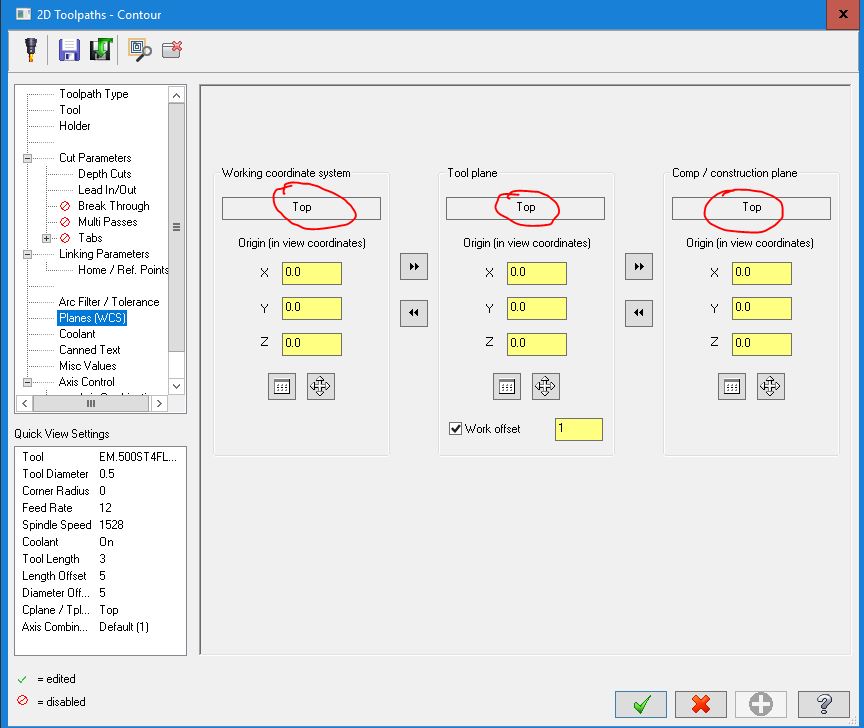
I'll jump in. I am also using X9 and use planes a lot. Make sure your toolpaths in the machine groups are all the same. See attached picture.
-
or.....you could get into using the Transform operation. I've used that many time. Then just one operation with whatever stepover distance inside that.
-
Hmmm, you are correct. I'll have to mess around with it some more.
-
Yes there is. On the depth cut tab, depth cut order, select "by depth" instead of by contour.
-
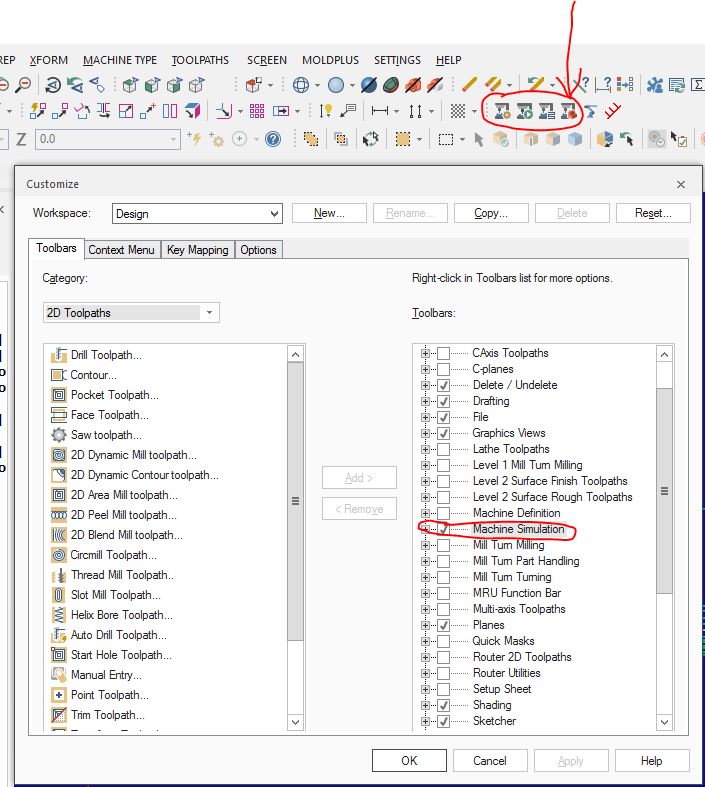
I don't like the verify either. But there is another verify/simulation you could try. See attached picture

-
click the little box next to "ref point" and it will activate.
-

Best ways to orient and create lathe profile for part
cncworker replied to honeybunches's topic in Industrial Forum
Don't forget to setup your stock. -
When you have all your tools in the bottom window of tool manager, right click, import/export tools, report. Then save where you want it, so you can find it. Thats in MCAM X9. Inside of MCAM go to toolpaths menu at the top, then towards the bottom is tool manager.
-
Yes Gcode is correct. I just did the experiment. It works! Thanks for the math lesson.
-
I've used spare M codes on our Haas VMC and put those into the program. But without any more info on what you are trying to do, we can't be much help. What are you trying to accomplish?
-
Happened on my CPU too. I stayed with X6 for now. My computer can't handle the newer versions. I like the verify in X6 better anyway. Sorry no help, just some venting
-
Operations manager un-docked, strange maximize
cncworker replied to r6z4o6's topic in Industrial Forum
Ha,lol no problem. Just glad to see a fellow MC user get their problem solved. -
Operations manager un-docked, strange maximize
cncworker replied to r6z4o6's topic in Industrial Forum
So how did this strange ordeal work out? Did you get it fixed? If so, how? Don't leave us all hangin'. -
Sent an email from my hotmail.
-
Operations manager un-docked, strange maximize
cncworker replied to r6z4o6's topic in Industrial Forum
Same as what Ben Wood said. -
Operations manager un-docked, strange maximize
cncworker replied to r6z4o6's topic in Industrial Forum
Can you grab the operations manager title bar and slide the whole box to the right? Then grab the LEFT edge of the box and move right. Then grab the title bar again and slide left. Can you now grab the right side of the box? -
Operations manager un-docked, strange maximize
cncworker replied to r6z4o6's topic in Industrial Forum
Can you at least do Alt+O to close the OM, so you can work on a drawing? -
Operations manager un-docked, strange maximize
cncworker replied to r6z4o6's topic in Industrial Forum
Do you have dual monitors? -
Operations manager un-docked, strange maximize
cncworker replied to r6z4o6's topic in Industrial Forum
Try this. I think i got your problem to resemble on my computer too. I had it all the way to the right edge and couldn't grab the edge either. So what i did, i left clicked and held on the operations manager word at the top like you have been and i was able to slide it to the left just a little. but it was enough to grab the right edge and resize it. -
Operations manager un-docked, strange maximize
cncworker replied to r6z4o6's topic in Industrial Forum
Ok, then try left click and hold on OM and slide that box all the way to the left of the screen. Has to be on the bar at the top. -
Operations manager un-docked, strange maximize
cncworker replied to r6z4o6's topic in Industrial Forum
Double click where is says "operations manager" Left mouse button, double click. -
When you have the dialog box open to enter your comment, (M00) under the NCI output method, pick output as code instead of comment. Or you'll have to edit the post.
-
We ended up getting the drills from MA Ford, ( ordered from MSC online) Series #205, MSC part #20506250. It is a carbide drill with 135 degree point, .625 length of flute. I programmed it for 6000 rpm, 12.0 feed. .02 peck. Had 134 holes to drill. I changed drills half way through. Never broke, just wanted to make sure had a fresh drill. Not sure what the holes were for. Not wire edm starters though. Possibly, the customer was blowing air thru them. Yes we will throw them away, although they still looked sharp.
-
Thanks for the input. I have presented some options to the boss, now up to him. We'll see what he chooses.