AlbertZini
-
Posts
179 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by AlbertZini
-
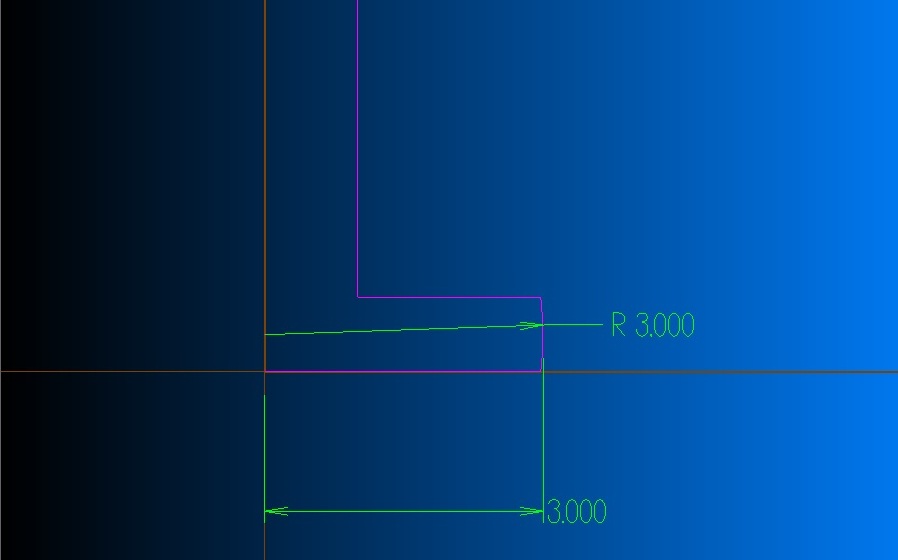
How to create slotmill diameter 6mm , thickness of 0.8 mm with radius 3 mm? I create, but in verification it is displayed very big

-

How best to toolpath a feature like this?
AlbertZini replied to djstedman's topic in Industrial Forum
Crazy^Mill/Turn how you create vectors( lines control) ? -
Do not use
-
-
Yes it works great ! I am interested why 255 and not 80? And I'm interested in how he writes and reads as buffer
-
I only see it (==== TOOL LIST ====) (T271 = 75 FACE MILL) (==== OFFSET ====) (T219 = 10. FLAT ENDMILL) (==== OFFSET ====) (T213 = 4. FLAT ENDMILL) (==== OFFSET ====) and i write pwrtt$ #Pre-read NCI file if tool_info > 1 & t$ > 0 & gcode$ <> 1003, [ ptooltable ptooloff <--------------- ]
-
What am I doing wrong? And now where I need to write buffer (ptooloff) after tooltable ? toolffsets string2 = "#[ 2400 + ", tldia$,"] = 0", e$ string2 = wbuf (2, wc2) ptooloff pbld, "(==== OFFSET ====)", e$ size2 = rbuf (2, 0) rc2 = 1 while rc2 <= size2, [ string2 = rbuf (2, rc2) pbld, *string2, e$ ]
-
How do it, with buffer ?
-
I could not write this in the post, there was an error. Err
-
Time of tools
-
Thank you Peter ! to understand the buffer, still difficult to for me
-
And how to display time for each operation?
-
It works , I tried to do it in 4 axial Fanuc,but in multi-axis strategies shows the wrong time Cycle Time = 25:29 , In Cimco 1:32:35
-
How to do it for 4 axis postprocessor ?
-
I can not find the documentation, how to use it Does anyone share the information how to use the G68.2 & G53.1 Please !
-
I need the G codes are supported by this machine (Fanuc 0MD)
-
Someone has books on this machine, programming in five axes, which supports the G codes
-
Please Help ! If use a milling cycle G112, at the end of the program I need to modify G3 X3320. C70.5 I-70.5 X3179. C0. J-70.5 X3320. C-70.5 I70.5 X3461. C0. J70.5 G113 ->>>----------------| G1 G40 X3451 | move in G0 Z8 | this line <<< ------------------------| M9 G28 U0. V0. W0. H0. M55 T1200 M30 %
-
Thank you again EX-wccprogrammer , I was thinking it would give me spaces in the program
-
More than 300 kb I wrote for example, in fanuc 0mc memory of 256 kb and so we have to work with flash cards, to search for the tool in the program have to write N there is a search Nsrh With first question - I understand, but how to be with second question - shutdown G94
-
1.Is it possible to add to the post, if the size of the NC file more than 300kb ,writes the serial number in the tool change ? I need it to search a tool when working with flash cards 2. How to disable the G94 in MPMASTER& N1 T271 M06 (75 FACE MILL) T219(MAX Z5.| MIN Z0.) G00 G17 G90 G54 X-95.339 Y.093 S2000 M03 G43 H271 Z5. M08 G94 G01 Z0. F1000. X93.261 G00 Z5. M09 M05 G91 G28 Z0. M01 N2 T219 M06 (10. FLAT ENDMILL) T213(MAX Z5.| MIN Z-6.2) G00 G17 G90 G54 X-10.539 Y54.093 S6500 M03 G43 H219 Z5. ...... if smaller 300kb T271 M06 (75 FACE MILL) T219(MAX Z5.| MIN Z0.) G00 G17 G90 G54 X-95.339 Y.093 S2000 M03 G43 H271 Z5. M08 G94 G01 Z0. F1000. X93.261 G00 Z5. M09 M05 G91 G28 Z0. M01 T219 M06 (10. FLAT ENDMILL) T213(MAX Z5.| MIN Z-6.2) G00 G17 G90 G54 X-10.539 Y54.093 S6500 M03 G43 H219 Z5. M08 G94 G01 Z-3.1 F1200. ........
-
Make Your Post Catch Common Errors
AlbertZini replied to EX-wccprogrammer's topic in Post Processor Development Forum
Thank you very much EX-wccprogrammer!!! -
Make Your Post Catch Common Errors
AlbertZini replied to EX-wccprogrammer's topic in Post Processor Development Forum
It is a good idea EX-wccprogrammer , but I do not quite understand how to implement it, I have an error when post-processing.What i will do wrong? -
...
-