AlbertZini
-
Posts
179 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by AlbertZini
-
Somebody knows how to implement this feature in the mpmaster or generic 3axis fanuc post?

-
Somebody can show an example of how to Use Safety Zone ????????
-
I understand you, Thank you [email protected].
-
Yes, I want to create one that would take less memory in the machine If I change the surface quality the program - cut tolerance is reduced but there is little movement on the X in 0.001 and shows a bad verification,but in cimco shows the correct path Maybe somewhere there are filters?

-
Rogkick how to set the minimum step ?
-
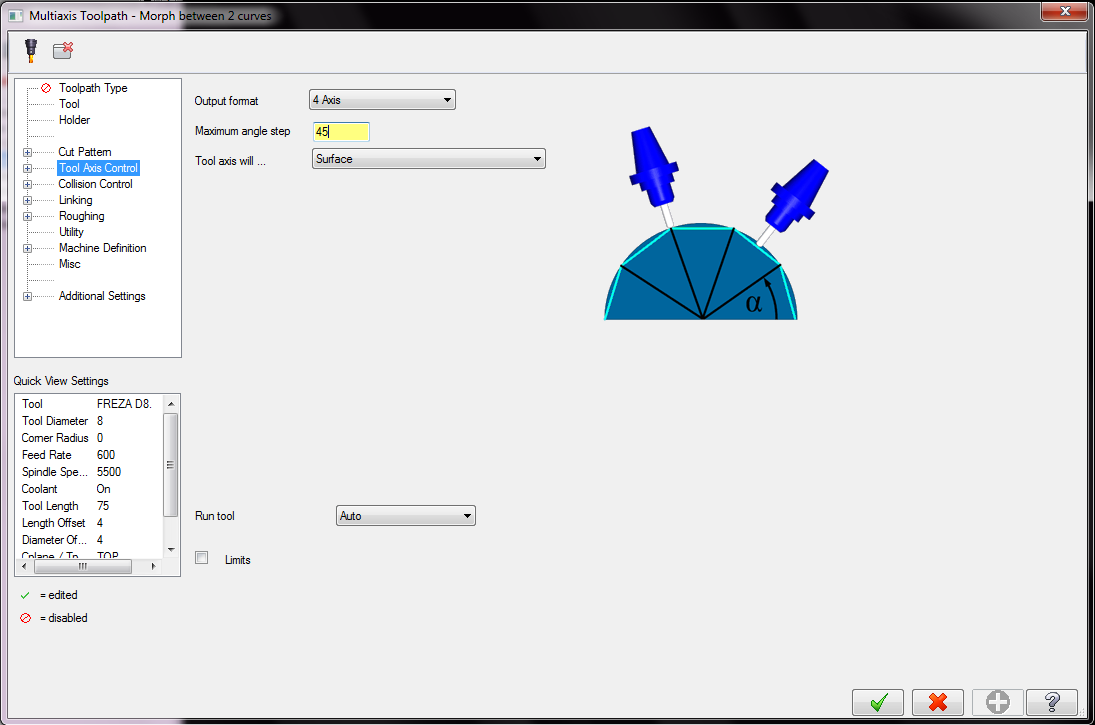
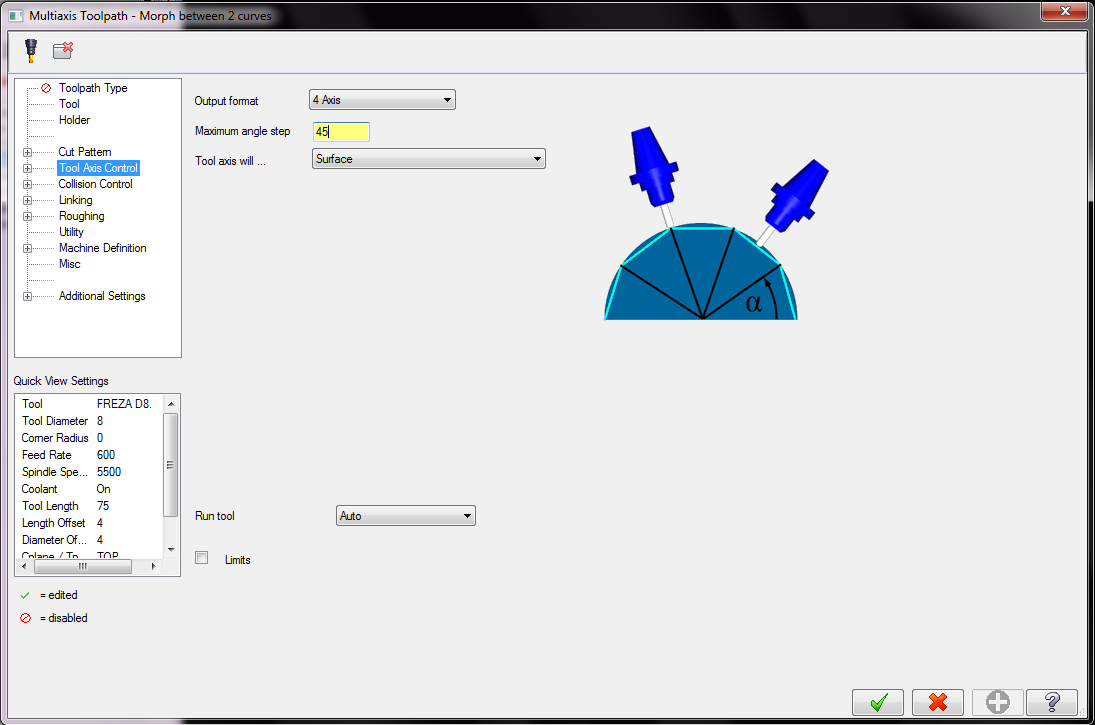
Why when I write angle step 45, he does not change in program, in programm i see A-44.833 A-46.67 A-48.507 A-50.343 A-52.179 A-54.013 A-55.848 A-57.681 A-59.515 A-61.347 A-63.179 A-65.011

-

Angle step & Feed in wrong place
AlbertZini replied to AlbertZini's topic in Post Processor Development Forum
No, this option is not enabled. I turned off the first entry in linking and everything became good, but the question remained with angles -
1.Why when I write angle step 45, he does not change in program 2.And the output feed in the wrong place % O3171 (PROGRAM - O3171.NC) (DATE - MAY-15-2013) (TIME - 7:23 PM) (T4 - ENDMILL D8. - H4 - D4 - D8.000mm) G01 G17 G21 G40 G80 G90 ( -------------------- need here G00) G91 G28 Z0. (COMPENSATION TYPE - COMPUTER) T4 M06 (ENDMILL D8.) G01 G17 G90 G54 G94 A-40.45 X-93.325 Y-23. S5500 M03 F600. ---- (G01 & F600. in wrong place, need here G00) G43 H4 Z44.396 M08 Z36.001 ----------------------------------------------- (G01 & F600.need here ) Y-11.5 Z35.946 A-40.803 Y-5.75 Z35.977 A-40.979 Y-2.875 Z35.991 A-41.067 Y-.719 A-41.133 Y0. Z36. A-41.156 A-42.994 F954.9 A-44.833 A-46.67 A-48.507 A-50.343 A-52.179 A-54.013 A-55.848 A-57.681 A-59.515 A-61.347 A-63.179 A-65.011 A-66.841 A-68.672 A-70.501 A-72.331 A-74.159 A-75.988 A-77.815 A-79.643 A-81.469 A-83.406 A-84.966 A-86.792 A-88.616 A-90.441 A-92.265 .............. ..............

-
Multiaxis cutter compensation
AlbertZini replied to AlbertZini's topic in Post Processor Development Forum
I understand what you mean,i want to use cutter compensation only 4 axis , when there is a milling left or right side of mill -
Help Needed with Sodick W Post.
AlbertZini replied to bigjohn's topic in Post Processor Development Forum
in Mastercam 9 has SODICK A280L and SODICK A350W and SODICK MARK30 -
Multiaxis cutter compensation
AlbertZini replied to AlbertZini's topic in Post Processor Development Forum
Thanks for the reply EX-wccprogrammer now I understand you. When a lot of parts with little tolerance 10-0.02 mm we must regenerate a program that would go to that value or compensation to write by hand -
Multiaxis cutter compensation
AlbertZini replied to AlbertZini's topic in Post Processor Development Forum
If I understand correctly is responsible for this procedure "pccdia" and for compensation for tool in my case "15346-2 compensation type = 2 wear". "15347-0 compensation direction. 0 = left" But I do not understand how to write correctly in the post, and why compensation is disabled when the multi-axis is enabled -
Multiaxis cutter compensation
AlbertZini replied to AlbertZini's topic in Post Processor Development Forum
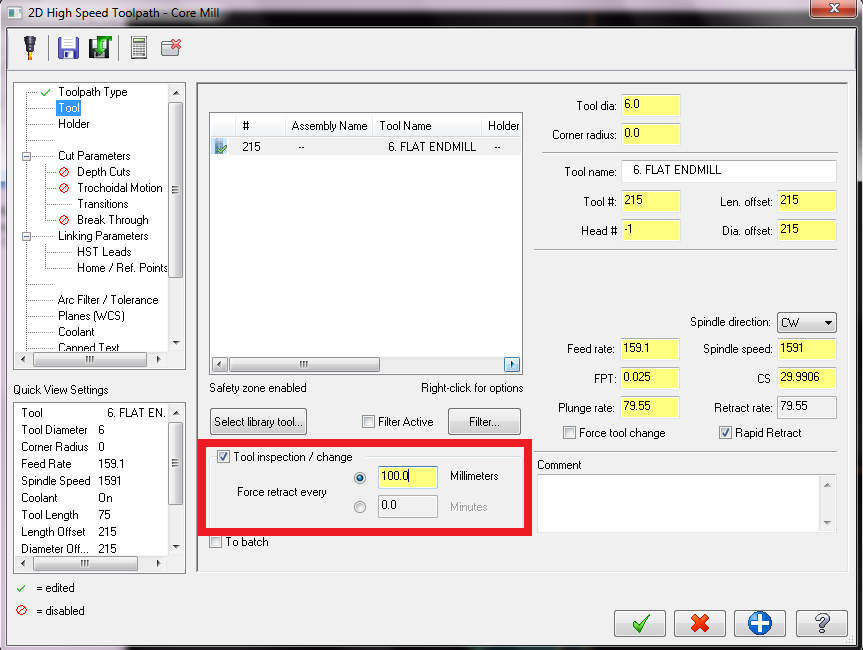
If I turn on the tool compensation - "COMPUTER" "CONTROL COMP" "WEAR COMP" "REVERSE WEAR COMP" is not that the program is not changed (T219 - 10. FLAT ENDMILL - H219 - D219 - D10.000mm) G00 G17 G21 G40 G80 G90 G91 G28 Z0. (COMPENSATION TYPE - WEAR COMP) T219 M06 (10. FLAT ENDMILL) G00 G17 G90 G54 A0. X22. Y0. S1909 M03 G43 H219 Z120. Z30. G94 G01 Z20. F190.9 X15. ---------------- G41 D219 X15. F381.8(need cutter compensation) A4.091 F1093.8 A8.182 A12.273 A16.364 A20.455 A24.545 ........... ........... ........... A-40.909 A-36.818 A-32.727 A-28.636 A-24.545 A-20.455 A-16.364 A-12.273 A-8.182 A-4.091 A0. X22. ---------- G40 X22. (need cutter compensation) G00 Z30. Z120. M05 G91 G28 Z0. G28 Y0. G90 M30 % Please how to implement it !!! -
How to enable in Mpmaster postprocessor - cutter compensation in multiaxis ("4 axis") strategy ?
-
and how to do it, if I use the radius in Generic Fanuc 3X Mill?
-
Thank you Jay! 5X and 6X are on different jobs
-
Yes I know how create a roughing in 1 operation - Parallel to multiple curves But I want to create a roughing in 1 operation - Morph between 2 curves - this is possible? Can you show by example, how to do it
-
How to create a rough 4-axis milling ?
-
I found a knowledgeable person who develops post processors and he told me how to do it create sudptooltable and write him in ptooltable
-
Thank you all, I did it
-
Roger Martin could you show how to conclude the depth in one line % O1111 (DATE - MAR-30-13) (TIME - 12:51) (T20 | 5.0 CENTER DRILL | H20 | D20 | Max_Z = 5. Min_Z = -.3) (T12 | 3.8 DRILL | H12 | D12 | Max_Z = 5. Min_Z = -2.392) (T13 | 6.25 DRILL | H13 | D13 | Max_Z = 5. Min_Z = -3.128) (PROGRAM AXIS LIMITS) (Max_Z = 5. Min_Z = -3.128) G00 G17 G21 G40 G80 G90 ..... .....
-
Thank you all, I did it I found a knowledgeable person who develops post processors and he told me how to do it create sudptooltable and write him in ptooltable
-
You do not understand me MPMaster.txt SO WHAT I WANT.txt
-
Clamp for Mastercam X6 32/64
AlbertZini replied to AlbertZini's topic in Mastercam C-Hook, NET-Hook and VBScript Development
I downloaded this app on ftp ftp://mastercam-cadcam.com/Mastercam_forum/X6_Addons/Clamp-Setup_X6_32-64Bit_V30.rar -
...