bd41612
-
Posts
229 -
Joined
-
Last visited
-
Days Won
3
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by bd41612
-
Just my 2 cents... I used the used the generics and then switched to the IHS mplmaster. It works better for me.
-
 If you use post text to set like I do: [stock transfer custom parameters] 1. "Cutoff/transfer=0, Transfer=1" 2. "Use Torque Skip?" 3. "SYNC speed=0, phase=1 11. "Sub Spindle Rapid Position" 12. "Feed Position" 13. "Tool Initial Position" [stock advance custom parameters] 1. "Retract sub=0, Turn between=1" 1-10 values are integers, 11-20 values are reals Note that miscops_mi1$ has two different descriptions. This way you always have 20 registers for each of the custom parameter types.
If you use post text to set like I do: [stock transfer custom parameters] 1. "Cutoff/transfer=0, Transfer=1" 2. "Use Torque Skip?" 3. "SYNC speed=0, phase=1 11. "Sub Spindle Rapid Position" 12. "Feed Position" 13. "Tool Initial Position" [stock advance custom parameters] 1. "Retract sub=0, Turn between=1" 1-10 values are integers, 11-20 values are reals Note that miscops_mi1$ has two different descriptions. This way you always have 20 registers for each of the custom parameter types. -
Happy to help out.
-
Matthew, I have done something similar to what you are trying to accomplish. The custom integers and reals are defined as: miscops_mi1$ | miscops_mi10$ and miscops_mr1$ | miscops_mr10$ I primarily use this for setting stock pulls, whether to return the sub spindle or turn between spindles. Try using these and you will get the results you're looking for.
-
Xform rotate issue with lathe
bd41612 replied to bd41612's topic in Post Processor Development Forum
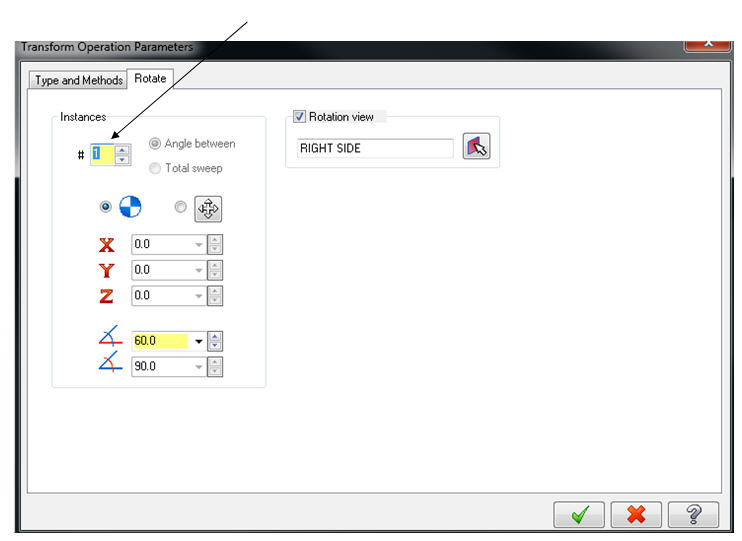
Error proofing. Had a part that we were using stock flip and transform rotate on for face pocketing using G112. When posting, it put 4 pockets in the same place. I found a fix, to change the setting "method" in the transform operation parameters to coordinate from geometry. But that caused an error that attempts to unselect the transform operations. Clicking on "no" was the work around. Upon further examination of the file, I found the programmer had the rotation type set to c-axis, I switched it to no rotation, and now we get good code, without the error. So what I want to do is build an error check to see if the operations are configured properly. Specifically looking at the transform method (15436), and the rotation type (15351) of the transformed operations. -
Hi guys, I have a problem reading parameter #15436 in lathe. My control definition is checked "Transform and source parameters", under transform operation options. I have no problem reading any other 15000 parameters (15042,15103,15108,15145,15240,15346,15351,15387). Even when doing a parameter dump, 15436 doesn't even show up. Can anyone enlighten me? Thanks
-
pccdia #Cutter Compensation #Force Dxx# if prv_cc_pos$ <> cc_pos$ & cc_pos$, prv_tloffno$ = c9k sccomp if cc_pos$, tloffno_1 Use asterisk to force output. Try this: if cc_pos$, *tloffno_1 or, depending on your other formattting: if cc_pos$, *tloffno$
-
Thanks EX-wcc. A little more tweaking, but you pointed me in the right direction.
-
So, I'm trying out EX-wcc's idea, and I hit a snag. For some of our lathes: # Generate string for spindle, lathe main sm04 : "M4P11" # Spindle reverse - no coolant sm05 : "M5P11" # Spindle off - no coolant sm03 : "M3P11" # Spindle forward - no coolant For others: # Generate string for spindle, lathe sm04 : "M04" # Spindle reverse - no coolant sm05 : "M05" # Spindle off - no coolant sm03 : "M03" # Spindle forward - no coolant I can't seem to use any conditional formatting with the machinepick variable. Is there a way to define these string variables in multiple ways based on which machine I'm using? Thanks in advance.
-
Thats a nice trick EX-wccprogrammer. Maybe I will do something like that one of these days.
-
I've run into this too. From my past experience, the print was the contractual document tied in with the PO. However, if you contact the customer they may say that the model is king. After all the part model they supplied is what fits into their assembly. The best practice is to question the confliction. Someone will be glad you did. BTW I "love" limited dimension drawings with supplied models, there are always things you will find that are wrong.
-
Hey guys, Have any of you ever used Rovi Products 8 station 5C collet fixture? If so, any opinions? Thanks in advance
-
Were you looking for ;$ ? If so then , 059, 036, e$
-
Do you have e$ at the end of each block in the post? If so you can get the dollar sign output you're looking for by inserting an ASCII character. Using the replace function, change all , e$ with , 36, e$ The number 36 will output a dollar sign to your posted code.
-
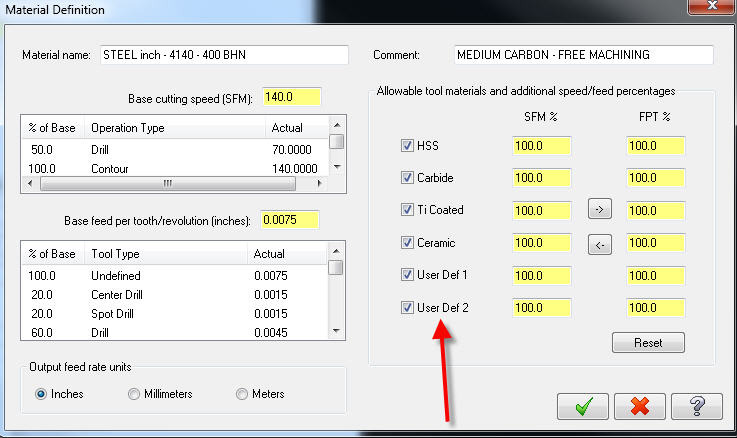
I've looked through the history of this topic and it seems as if no one had an answer. How do I change the text of the tool material? (See arrow) I remember V9 had a .txt file where these things could be customized. Thanks in advance!

-
Anybody know this parameter number?
bd41612 replied to bd41612's topic in Post Processor Development Forum
It does Colin. Thanks for the pointer. I wasn't even thinking of that. Forgot it was even there. Thanks again. -
Anybody know this parameter number?
bd41612 replied to bd41612's topic in Post Processor Development Forum
15042 does not work. I was thinking over the weekend that the reason I can't find any parameter to work is that this a transform / rotate in X6 Lathe. -
I have looked in the X5 and X7 NCI parameter manual. I can not find a parameter number to read in the pparameter$ postblock that works. All I'm looking for is to read the number of instances of a transform-rotate operation. Anybody?

-
something you guys want to know about POINT
bd41612 replied to PcRobotic's topic in Post Processor Development Forum
To write automatically, if the move will always be, as in this case X+, and you're always setting the workpiece to zero, it's simple. In the tool parameters, set the tool diameter to be the size of the pin you are using. M0 (LOAD PART AGAINST PIN STOP) X.5 (X MOVES AWAY FROM PART FULL DIAMETER OF PIN) ------- for this if somebody knows how to write this automatic please let me know pbld, n$, sccomp, [if tool_op$=19, *sm00, "(LOAD PART AGAINST PIN STOP)", else, *sm05], psub_end_mny, e$ #enter the following on the next line: if tool_op$=19, "X", *tldia$, e$ or, if you are not always setting to zero: add the following line to your fomatting statements: fmt "X" 2 xmove #X position output for pin stop pbld, n$, sccomp, [if tool_op$=19, *sm00, "(LOAD PART AGAINST PIN STOP)", else, *sm05], psub_end_mny, e$ #enter the following on the next lines: if tool_op$=19, [ if absinc$ = zero, xmove = xabs + tldia$ else, xmove = tldia$ *xmove, e$ ] This will give you the desired output. -
Hi guys, I have been working with Mastercam posts for about 10 years, and this one stumps me. I must be missing something simple here. What I am trying to do is read the variable "tool_width" into a buffer file. I want the data so that I can alter the output of a tool, based on and prior to the next tool running. I have tried many things, and this is a sample of what some of the code looks like. Anything I'm missing? # -------------------------------------------------------------------------- # Buffer definitions # -------------------------------------------------------------------------- #Buffer 1, toolchange information wc1 : 1 #Initial count for write buffer 1 rc1 : 1 #Initial count for read buffer 1 nc1 : 2 #Initial count for read buffer 1 into next record size1 : 0 #Buffer 1 size # Current tool information c1_gcode : 0 #Buffer 1 c1_xh : 0 #Buffer 1 c1_yh : 0 #Buffer 1 c1_zh : 0 #Buffer 1 c1_tox : 0 #Buffer 1 c1_toy : 0 #Buffer 1 c1_toz : 0 #Buffer 1 c1_cc_pos : 0 #Buffer 1 c1_tool : 0 #Buffer 1 c1_tloffno : 0 #Buffer 1 c1_maxss : 0 #Buffer 1 c1_ss : 0 #Buffer 1 c1_spdir : 0 #Buffer 1 c1_css_actv : 0 #Buffer 1 c1_fr_pos : 0 #Buffer 1 c1_ipr_actv : 0 #Buffer 1 c1_coolant : 0 #Buffer 1 c1_nextdc : 0 #Buffer 1 c1_posttype : 0 #Buffer 1 c1_cuttype : 0 #Buffer 1 c1_lathtype : 0 #Buffer 1 c1_gcodecc : 0 #Buffer 1 c1_lathecc : 0 #Buffer 1 c1_millcc : 0 #Buffer 1 c1_y_axis : 0 #Buffer 1 c1_x_min : 0 #Buffer 1 c1_x_max : 0 #Buffer 1 c1_tool_width : 0 #Buffer 1 # Next tool information n1_gcode : 0 #Buffer 1 n1_xh : 0 #Buffer 1 n1_yh : 0 #Buffer 1 n1_zh : 0 #Buffer 1 n1_tox : 0 #Buffer 1 n1_toy : 0 #Buffer 1 n1_toz : 0 #Buffer 1 n1_cc_pos : 0 #Buffer 1 n1_tool : 0 #Buffer 1 n1_tloffno : 0 #Buffer 1 n1_maxss : 0 #Buffer 1 n1_ss : 0 #Buffer 1 n1_spdir : 0 #Buffer 1 n1_css_actv : 0 #Buffer 1 n1_fr_pos : 0 #Buffer 1 n1_ipr_actv : 0 #Buffer 1 n1_coolant : 0 #Buffer 1 n1_nextdc : 0 #Buffer 1 n1_posttype : 0 #Buffer 1 n1_cuttype : 0 #Buffer 1 n1_lathtype : 0 #Buffer 1 n1_gcodecc : 0 #Buffer 1 n1_lathecc : 0 #Buffer 1 n1_millcc : 0 #Buffer 1 n1_y_axis : 0 #Buffer 1 n1_x_min : 0 #Buffer 1 n1_x_max : 0 #Buffer 1 n1_tool_width : 0 #Buffer 1 fbuf 1 0 28 0 0 #Buffer 1 fmt 2 tool_width pparameter$ #Information from parameters if prmcode$ = 20103, stinsert2 = sparameter$ result = fprm (abs(lathecc)) if prmcode$ = 20102, tool_orien = rparsngl(sparameter$, 1) if prmcode$ = 20102, tool_width = rparsngl(sparameter$, 4) pwrttparam$ #Information from parameters if opcode$ = 104, result = fprm (opcode$) if prmcode$ = 20102, tool_width = rparsngl(sparameter$, 4)