bd41612
-
Posts
229 -
Joined
-
Last visited
-
Days Won
3
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by bd41612
-
 We use Supply-Pro (https://supplysystem.supplypro.com/) it is automated inventory management, works well. Cabinets are provided by our vendor with locking drawers at no charge. Orders are placed automatically. Almost never out of any tools and we can see where go.
We use Supply-Pro (https://supplysystem.supplypro.com/) it is automated inventory management, works well. Cabinets are provided by our vendor with locking drawers at no charge. Orders are placed automatically. Almost never out of any tools and we can see where go. -
Hi Colin, Trying buffer 4. I did not have anything in psof$ as mentioned... How would I sort, it's been a while? Ultimately, I'm looking for a text string, not a workofs$. pwrtt$ #Pre-read NCI file if tool_info > 1 & t$ > 0 & gcode$ <> 1003, ptooltable if gcode$ <> 1001, plast_recd pcur_recd if gcode$ = 1003, [ size3 = rbuf (one, zero) rc3 = one if rc3 < size3, preadcur_nxt ] # pwritbuf4 workusedg = workofs$ workusedg = wbuf(4, wc4) pwritbuf5
-
One job ago, I had a buffer that wrote all of the work offsets used in a program on a horizontal mill and listed them, as well as used programmable parameter input (G10) to set all of the work offsets relative to the top of pallet, center of rotation. Worked great, EXT, G54-59, P1-48, and even DFO. Fast forward several years, and I can't seem to get a buffer to work to simply list all of the work offsets being used by a program. I want a quick reference for the programmer or anyone else to see which work offsets are being used, when they look at the header. Can anyone enlighten me?
-
Pitch in your little gems that make mcam life easier
bd41612 replied to jlw™'s topic in Industrial Forum
One method I use in situations like this would be to use Push-Pull and shrink that flat bottom hole until it does not intersect with the fillet. Then go ahead and remove. It doesn't always work, but its quick in most situations. -
See my post from May 23... maybe this will help. https://www.emastercam.com/forums/topic/104375-xform-rotate-count-instances/#comment-1331158
-
I use custom drill parameters for this. That way I'm not eating up valuable resources (mi / mr) for something that only applies to a drilling cycle.
-
Pretty new at this....need a parameter number
bd41612 replied to Jeffrowlette's topic in Post Processor Development Forum
You can always do a parameter dump. pparameter$ #Read operation parameters #rd_params is used to call pparameter postblock and read the parameters of the operation specified in rd_param_op_no #"pparameter", ~prmcode$, ~sparameter$, e$ Delete the hashtag on pparameter line, post your code both ways, then do a file compare. Look for what's different to find which parameter it is. Careful, there is one that represents the number of times that the operation has been changed, but I forget the number. -
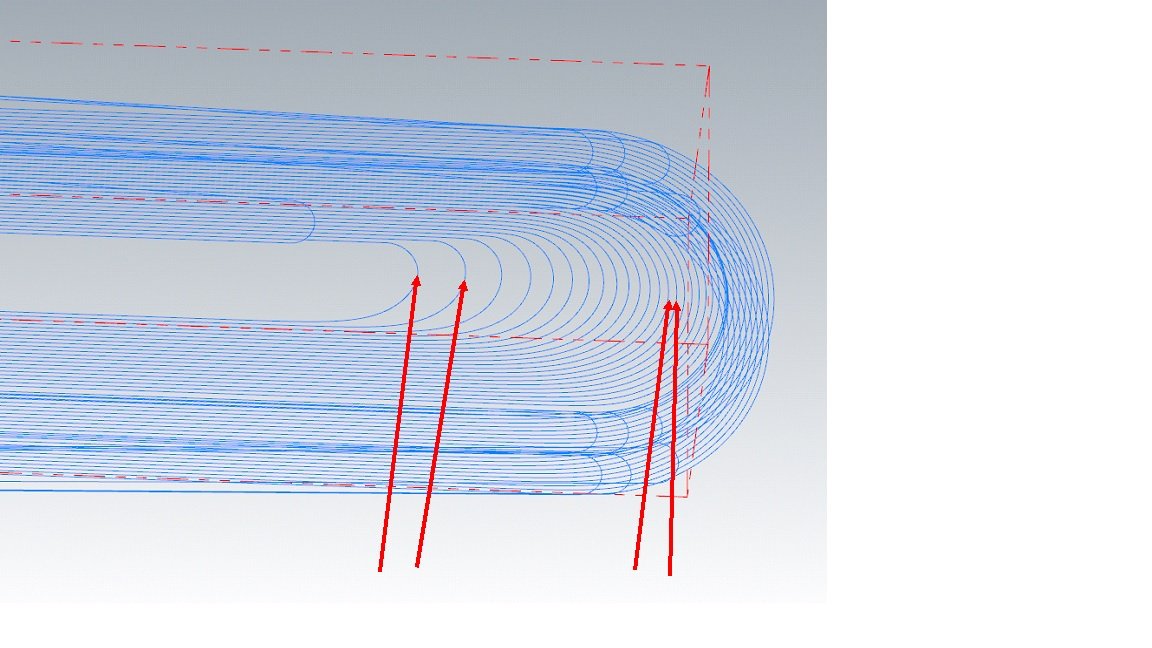
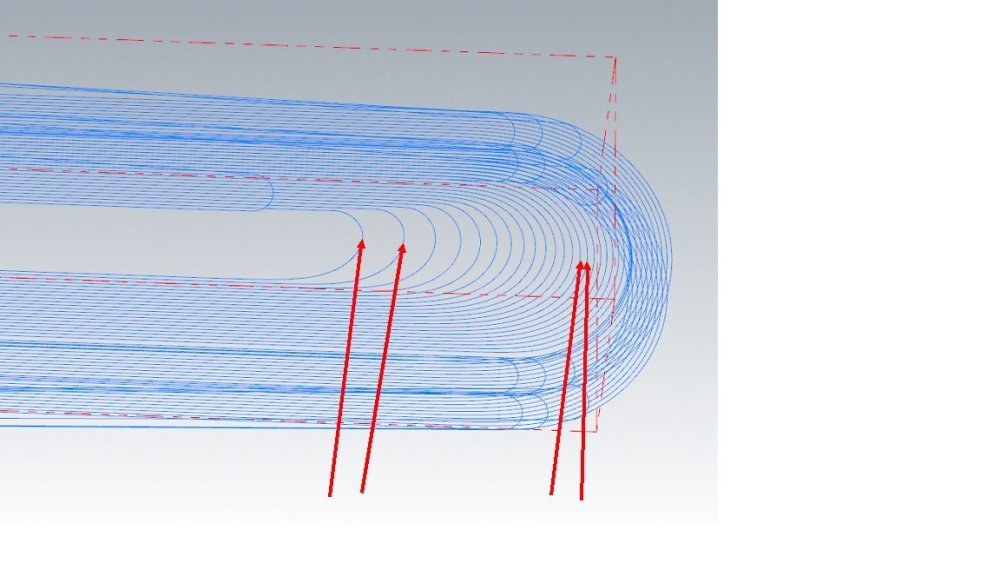
Have any of you run into this issue? I can't show this model, but essentially what is happening is that as this material gets thinner, the step over increases when it whips around 180 degrees. When done, there is no fin left, this is a recessed area. I'm using a 1/2" endmill in hardened stainless 4% radial engagement. It does not like the heavy stepover. For what it's worth, I'm using 2021. Any tricks or 2022, 2023 have a fix?
-
Drip Feed 3-D paths for molds, sugestions
bd41612 replied to Thee Rickster ™'s topic in Industrial Forum
I use CF cards, with a PCMCIA adapter, to drip feed from, on Makino mills... -
Are their any downsides to Dynamic Milling?
bd41612 replied to monkeyman's topic in Industrial Forum
-
Are their any downsides to Dynamic Milling?
bd41612 replied to monkeyman's topic in Industrial Forum
The problem as I see it, is that Mastercam is somewhat intuitive if you are a machinist. Because a skilled machinist can jump on it with a very short lesson and get some use out of it, management seems to be reluctant to pay for training (in my experience). So on the marketing end, Mastercam is undersold. However, I bet nobody at CNC Software would say with a straight face to a perspective customer, "we have the FANUC kernel embedded in out software, so you will get perfect code every time". That statement, from brand x CAM company, even got me for about 5 seconds. Wait a minute, how does having the kernel in your software know how all the parameters on our machine are set up? Two same exact model machines can be set up differently... I have been told what Mastercam "can't" handle, but never had a show stopper that a little post magic or lying on a tool definition etc couldn't cure. Other softwares, if it can't do it, usually means you can't either. -
I did some deep digging and came up with nothing. Then I tried posting the .nci file and nothing. However, I did find an exploit. As long as the checkbox "Remove comments" is unchecked, a gcode of 1008 is output between each instance of the transform. I used that comment as the trigger to put in the code needed for the cycle to function. With little safety check to make sure the box is not checked, we're good to go.
-
Hey guys, I'm stuck on a transform toolpath. What I am trying to accomplish is to inset some pre-defined code in between a transform toolpath that uses depth cuts. I cannot use ptlchg0$ because it puts the code in on every depth cut. Is there a way to detect when a transform toolpath initiates a new instance of the copied toolpath? Thanks in advance!
-
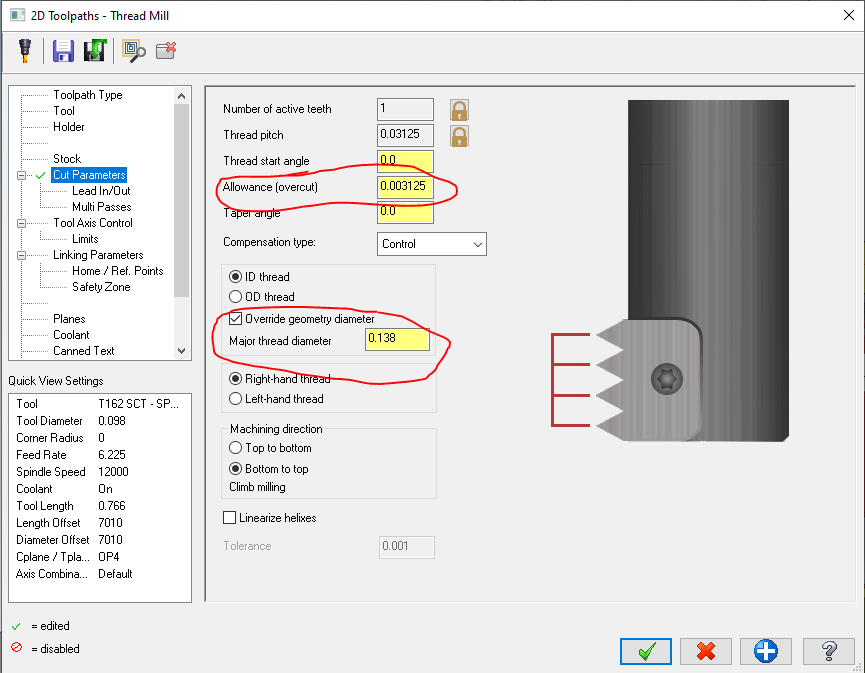
I have 2021 because of the IT people... But, here's an example of what I use for a #6-32 thread with a SPTM098LA threadmill. I have these exported as .ops files. It's great when I can just pick the thread I want, pick the location and depth and get a good thread on the first attempt.
-
I ran into a situation like this before. Two new Nakamura WT-150's purchased at the same time, but the parameters were different causing the milling cutter comp to be on the wrong side and G2/G3 flipped on one of them. The owner wanted to know why a program ran differently on the "same" machine, so I had to figure it out. There is no replacement for having eyes on the problem. Once I saw what it was doing and looked at the code, it was obvious what the problem was.
-
Dylan, I think what would benefit Ron here and anyone else who might be back spotfacing is if we could enter a negative value for segment peck, so that the pecks would go in the opposite direction.
-
James beat me to it. You could have a large rugged tool to reach down that wall and do the hale milling. One advantage is that it can generate a better sealing surface because there is no cross hatching witness marks where leakage can occur. It's going to be a pricy option, but if it works...
-
I like to use sub-groups for special situations, a tool test or a process test, that can be easily segregated and ghosted. Otherwise, I use a toolpath group for each operation like Colin mentioned, flipping over - new toolpath group. By staying in the same machine group, you don't have to build stock for every operation, especially on a 3 axis mill with 3 or more operations. I also use a bookmarked view sheet for every plane I create, so a view sheet with fixturing etc for each operation. It means having more fixturing in the file but the payoff from the standpoint of organization and set up intent is readily available by clicking on the view sheet.
-
Anyone who has been in this trade long enough has a horror story or two to tell. My father in law once said to me, "I've never met an honest machine shop owner". They are few and far between, but they are out there. I could spend hours telling my stories, but it's not worth it. Let's just say that I've finally found a place where they respect me and my judgement. I don't have to deal with my favorite thing - micro management, they give me the work and get out of my way. The bonus, if I give myself a new project, a new post or fixture design, whatever, they allow it, no questions asked. All of the less than desirable jobs I had before, help me to appreciate this one more.
-
Makino pro 5 , run off a USB?
bd41612 replied to Fred @ Slate Industries's topic in Industrial Forum
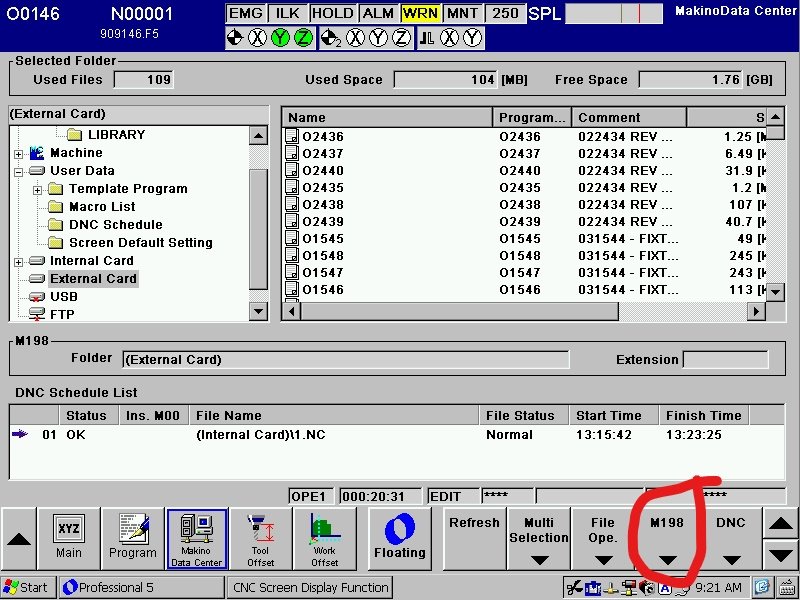
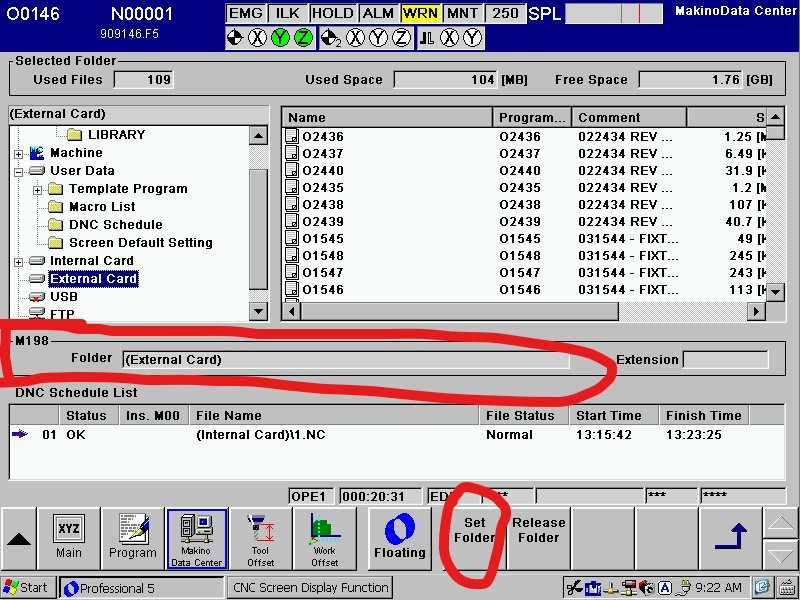
I drip feed off a CF card with a PCMCIA adapter. I think there may have been a parameter I had to change, but it has been so long since I've done it. I put the main program in the "LIBRARY" folder, and then all of the subs go into the "External Card" folder. Note that I have the letter "O" and 4 digit number for the program name, it apparently does not like anything else for a program name. The sub-program number matches the file name. In the main program it's an M198Pxxxx sub-program call, each sub in the External Card uses the standard "M99" end to return to main. Now I can run huge programs and don't have to worry because memory on the CF card is abundant.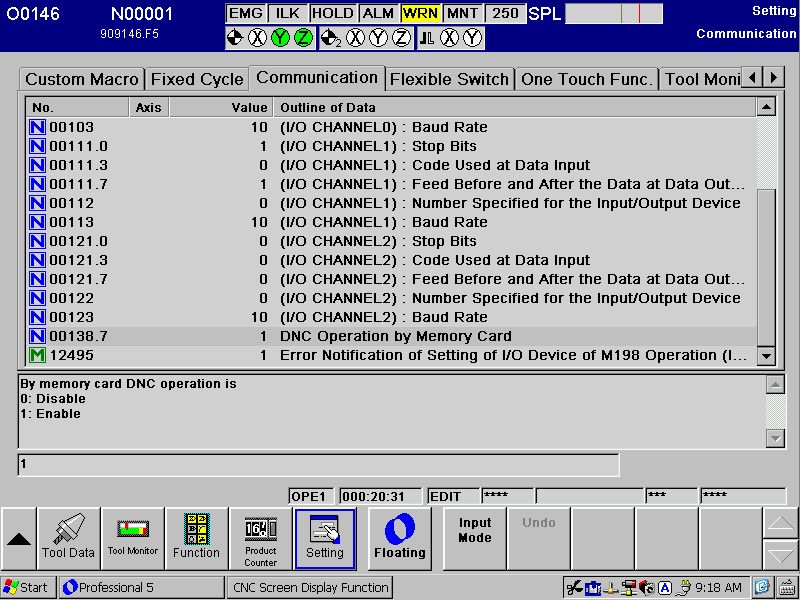
-
I know a couple guys who got roped into situations like this. It seems like they want good people cheap. So they say things like "I can't afford to pay you much right now, but with yours knowledge and skills, I would like to make you part owner of the company as we grow". I've never seen it happen, everyone quit after the realization that it was an empty promise, and the realization that they just been had.
-
Stock to leave parameters? Just leave .001 on all toolpaths / surfaces.
-
I personally never used them, but I had the catalog. They make tools for all of the big players out there. I did get some tools quoted for some aerospace valves that were Inconel 718 ph cast and 6Al4V cast. Pricewise was not bad and their design used off the shelf inserts. My previous employer was a little cheap when it came to tooling, so I never saw a tool...
-
Sumitomo has an entire division that does complex tools for things like automotive work. Think machining engine block mains, the bores, web thickness, thrust bearing surfaces all in 1 tool. If your doing high volumes or impossible geometry, I would give them a call.
-
Safe to say that you guys are all pleased with Cimco Probing? I would like to find out for myself, but my reseller apparently doesn't like to make any sales.