





lowcountrycamo
-
Posts
247 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by lowcountrycamo
-
 Okay, I found that by allowing these tool paths a small linear entry before the helix, g41 now outputs on a g1 instead of g3. Thanks guys.
Okay, I found that by allowing these tool paths a small linear entry before the helix, g41 now outputs on a g1 instead of g3. Thanks guys. -
Why does helix bore and circle mill output output g41 with a g03 when a Wear comp is chosen for the finish? Contour does not. I have never seen a mill that can take g03 and g41 on the same block. Could this be corrected in my post's? Thanks. Steve Austin
-
Okuma 6300 5x trunnion with the turn option
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
After hearing all that I'm going to stay at them about getting the real thing. This machine is sitting half the time while we are struggling to turn big parts on our horizontal lathes. We are 90% aero but starting to get oil and gas parts from GE. Talk about stepping over quarters. In the mean time I am going to learn the lathe side of mcam. Thanks guys. -
Okuma 6300 5x trunnion with the turn option
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
Thank you for uploading the file. I have been looking it over and lathe programming is much different than mill. I want to learn though. I replace you machine def with a generic vtl so I could see what the code looks like. WE have 3x 4x and 5x Okumas. I tried the 3x and 4x OSP post that our reseller gave me but I liked them not. I have successfully modified a generic fanuc for an okuma 3x and 4x machine that work sweet for how we like the code. I took the post class with colin G which gave me some basic post knowledge. I might could make this work. We have the Impostablily for the 5x mill side. I hope the management will just spring the turning potion. I guess that is a separate mach deff and post, correct? Thanks, Steve A -
Okuma 6300 5x trunnion with the turn option
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
Can I conlrol the a axis or do I fake with setup? Thanks! -
We have an Okuma 6300 5x trunnion with the turn option. Table will spin at 1200 rpm I believe. Do we have toolpaths in Mcam that will make use of this function? We are looking to buy an Impostability Post for this machine.
-
I just mirror the part itself after the shown is programed. Reverse chain and change sides on contours is about the only things I have to do the get the opp going. All the other toolpaths just regenerate.
-
Machine is a new Okuma mu4000 5axis table table. We are machining ti 6al-4v. I would like to leave .005 - .01 for 2 finish passes. Stepping down between .5 and 1.2. The less I leave, the less the walls will flex on finish. I just don't know how accurate the dynamic motion is. On filter parameter page the total tol. is .001 / cut tol. is .0005 / line arc tol. is .0005. Create arcs in xy is checked. Does this mean that the dynamic motion will hold true to .001 of model? What exactly does the cut tol. and line-arc tol. mean? Not real sure how the filter tolerances work. Thanks, Steve A
-
This post is by Postability, for an Okuma MU4000 vertical B and C trunnion mill. Yes I will contact reseller tomorrow, but I am trying to learn posting best I can. I took the last Basic Post class Colin held. I missed the Multi axis class I'm sorry to say. I looked at the post and it is somewhat different from the others I have read into. Anyway, when this mill makes a tool change, the rotary moves first. If B goes more than -90 degrees, which is the side we work most, long tools will hit the side of the trunnion as it moves to the 1st xy position. Today I had to edit several places to avoid crashes. I know pfxout and pfyout outputs x and y but what outputs B and C. Could changing this cause other problems if the order was changed? Just so I said it, I know better than moving without understanding what I am doing. Thanks, Steve A
-
4x HMC not simulating correctly, is my set up right?
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
I change from 4xGen-HMCTB to Horiz4Front and that did work. Thanks Collin! -
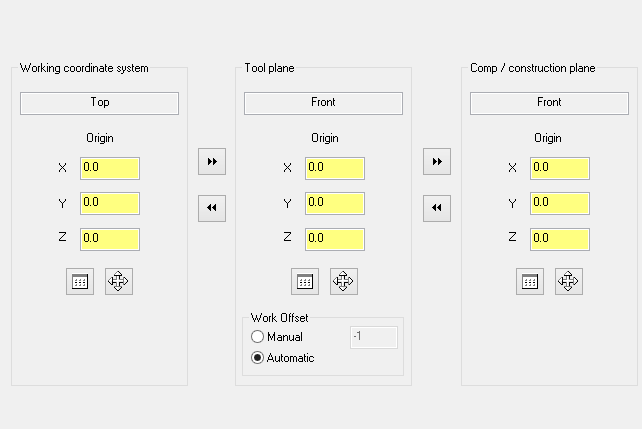
My main experience is VMC 4x and 5x. Doing my first HMC 4x part using the Mill - 4 axis HMC machine and Generic Fanuc 4x mill post. My WCS in all ops is set to Top. MY T C are set to Front, Right, Back, Left. The tombstone is rotating around Z in Mcam, but will rotate around Y in the Machine. I read this is how a HMC must be set up. Is that correct? The code looks ok but when using the Simulator the stone is laying on its side and crashing into the spindle. I understand the Simulator does not read gcode but still it should be oriented right, I think. Thank you for any help, Steve
-
import tools in vericut they came in 90degrees off
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
I apologize for lack of info. I am taking over some 5x work from a programmer that just left. Machine is an Okuma MU4000 BC trunnion. He did not use Vericut, only Mcam's verify. He drew all the holders and added a section just above the v-flange that represented the spindle shroud. He wanted to detect collisions between the spindle and the trunnion when B was at 90+ degrees. He saved the Caxis table, riser, and vise as fixture. Therefore, the library he made up in Mcam may not work. I like what he did with the holders but this is not needed in Vericut. I am importing the step files through Tool Man. To fix the 90 degree orientation I opened the .steps in Mcam and rotated them in the front plane. Then they come in correct. I just don't understand why this is happening. Same orientation with Haimer and Erickson files. -
import tools in vericut they came in 90degrees off
lowcountrycamo posted a topic in Industrial Forum
I was just starting to learn Vericut yesterday and every time I imported a holder it came in 90 degrees off. Is this normal? Thanks. -
My fello programmer just installed MBD and catia translators from Moldplus and he is now getting random crashes. His pc is a HP z with xeon and K2200. Has anyone ever seen this?
-
I program and run 3 haas mills. What error? If they use the control sim the program will usually stop at the error block or a couple before. Too late: Never mind
-
control cut direction of 4th axis rotary tool path
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
I'm using 2017. Time to make the move! The transform tool path is brilliant!!! I will also try the other 5x paths with a limit to 4. I am using a Haas and I hope I don't hit the limit. If so, I might have to break this up in many sections. I thank you all for the help. Steve A -
control cut direction of 4th axis rotary tool path
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
I am using surface selection, no curves or surface edges to select. The part looks like a banana. The would be like turning with an end mill. -
control cut direction of 4th axis rotary tool path
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
I after doing some more searching it looks like it may not be possible. Hmm. -
control cut direction of 4th axis rotary tool path
lowcountrycamo posted a topic in Industrial Forum
Monday morning I will begin a job on the mill using the 4th rotary tool path where y remains still and tool travels in x and z. Similar to 4th axis substitution, but I am cutting surface geometry with a ball mill. The part is a round with a bend in the center so as it turns it cams and z will move up and down while traveling in x. My rotary is on the right and center on left. I need cut from left to right. As of now the path is going from right to left. I don't see a parameter to alter this direction. My xy zero is on the left and center of part but I could change to right and center. Z is center of rotary. Thank you, Steve A. -
Bore tool animation how is it done?
lowcountrycamo replied to gary adams's topic in Industrial Forum
7-8 years ago I could have done this with Adobes' Flash but I have since forgotten Action Script. I still have Adobe CS4 suite. And it still kicks xxxx when I need it. -
Current training courses for learning posts?
lowcountrycamo replied to Burnt's topic in Post Processor Development Forum
Just finished the first class. Great learning format! -
Current training courses for learning posts?
lowcountrycamo replied to Burnt's topic in Post Processor Development Forum
Just signed up for the class. So will I need a GotoMeeting account , or how does this work? Also at what point do we provide our Hasp number? Our reseller is Cad/Cam Solutions. They have been very helpful to us lately. Can't wait! Steve A -
Well I did not ignore anything. Was only told of the warning and scrap after it happened. We are both somewhat new to 5axis programming. This is a table table machine with c axis unwinding. Our reseller sent us back a toolpath to try and it was even worse but moved in different ways. Both had Caxis spinning in the cut. What troubles me is we have been making parts for months with little trouble. We tried the same path on our haas trunnion and it looked just fine. I am not passing blame. Just trying to understand something I obviously don't.
-
My fellow programmer ran a part today that contained a swarf. The part looks like the bow of a boat upside down. The tool runs around the part on a 180 degree path with about 10 degrees of axis tilt. Nothing unusual. But is made some crazy moves and scraped. When it posted he said he got a notification of an "unwind". Neither of use have seen this before. We made a zip to go and sent to our reseller but I would like to understand what is our problem. This is a 3 month old post and I thought we had it sorted out. This machine is an Okuma 4000 5x. Thanks, Steve A
-
SCRAPED AT PART FROM MISC REALS NOT TAKING i THINK
lowcountrycamo posted a topic in Industrial Forum
5 axis positioning. Haas vf3 with a trunnion. Before posting I selected misc int. (keep A axis in positive, move B instead) using the "edited common params" function, . I ran, saw some needed changes, made some edits, re-posted but then when positioning the Axis went negative instead of moving B. The endmill hit my part. When using the edit common params do I have to make my edits every time I post? I also turn coolant on with edit common params and I swear if I dont edit common params every time I post the coolant will turn off. Anyone else noticed this?
