





dmaier
-
Posts
71 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by dmaier
-
thanks, exactly what I was looking for.
-
Within wireframe I have 37 circles set at a diameter of .750. I would like to change the size of all .750 circles to a different size. Is it possible in Mastercam to link the size of one circle to another? I am finding myself having to change the size of each circle entity separate from one another.
-
Force Feed Rate After An Index change
dmaier replied to dmaier's topic in Post Processor Development Forum
When using the debugger it trails to plinout. When I add an asterisks to feed it adds a feed to every G1 line. -
Force Feed Rate After An Index change
dmaier replied to dmaier's topic in Post Processor Development Forum
What post block would that be? When I setup my sequence numbers to post with rotational moves it did it under the ptlchg0$ block as well. -
Force Feed Rate After An Index change
dmaier replied to dmaier's topic in Post Processor Development Forum
I have tried that with no luck. -
In MPMaster under ptlchg0$ I want to have a null tool change repost the spindle speed, spindle start code, and federate after an index change without doing a forced tool change. I have the spindle speed and spindle start codes posting the way I want. I am not able to identify what triggers the feed rate to post correctly. I was playing with the plinout post block but was not getting the results I was looking for. Been at this all morning, can someone point me in the right direction?
-
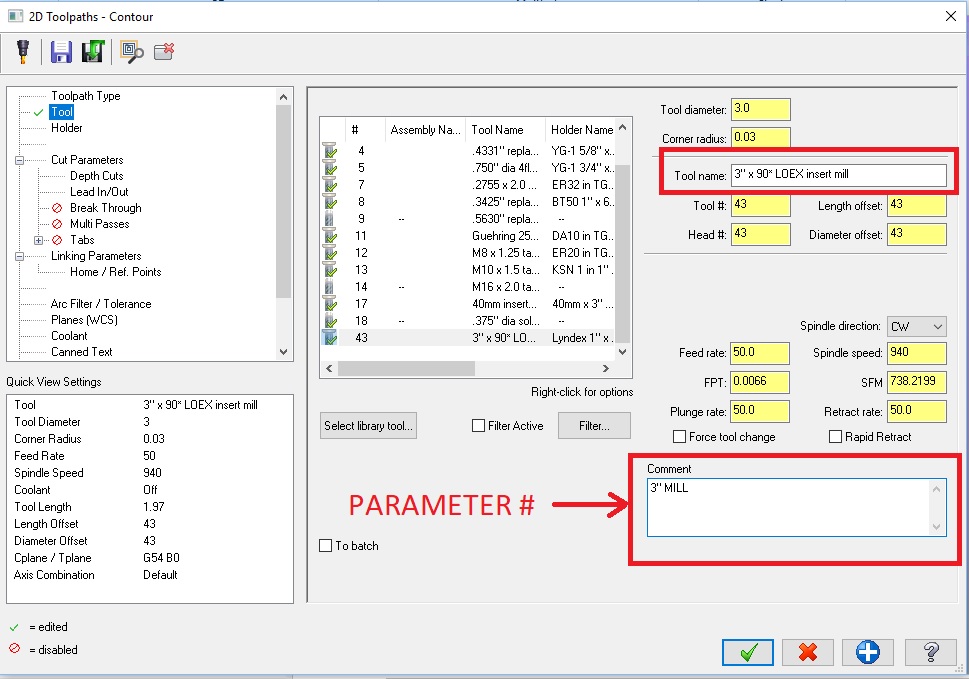
Operation comment. I assumed it was a tool comment because the comment box is only in the tool section of the operation with the tool info. My mistake.
-
Found what I was looking for. Parameter #15239
-
Information for our setups are not taken from the program. They are taken from a setup sheet. Once a program is posted and verified to work there is not much that is ever done to them again. If a manufacturer discontinues a tool and we need a different tool of same type the goal is to only have to update the setup sheet with the new tool details and not have to touch the program.
-
Not an option. The tool name needed to stay as is for a detailed description of what kind of 3 inch tool is being used. It is easier for the programmer to choose from the tool library at a quick glance without customizing the Mastercam layout. The description desired in the post needs to be generic. Currently the tool name is being dumbed down after posting with hand edits.
-
I would like to replace the tool name with tool comment within the ptoolcomment post block. I am not having any luck finding the parameter for this in the MP Documentations. Is there a parameter for tool comment?
-
M00 in canned text posting twice
dmaier replied to Darin's topic in Post Processor Development Forum
This must never of been a fix added in later posts. I just had to add this line to stop double posting of M00 now using the MPMASTER .pst file for 2018. -
I use google and limit the search to this web site when I am looking for something. I have much better results typing in the same keywords than I do with the search engine built into this site.
-
Choice of spindle start/stop codes
dmaier replied to dmaier's topic in Post Processor Development Forum
Well I gave up on trying to understand the slin/slout functions for now. Gonna wait to see what Colin comes up with. I just could not figure them out without seeing an example of working code. I haven't found an issue yet while testing this out and it might not be the correct way to go about this, but I was able to accomplish what I was trying to do with the spindle code swap. I created the following strings. # Spindle with coolant strings sm03_1 : "M03" #Spindle forward sm05_1 : "M05" #Spindle off sm13_1 : "M13" #Spindle forward sm15_1 : "M15" #Spindle off spincoolcheck : "" #Holds active coolant code At the end of the pcant_out post block I added a statement to capture the coolant code. pcant_out #Canned text - build the string for output #Assign string select type outputs if cant_pos < three, #cant_pos indicates canned text output [ if cantext$ = three, bld = one if cantext$ = four, bld = zero #Build the cantext string if cantext$ = one, strcantext = strcantext + sm00 if cantext$ = two, strcantext = strcantext + sm01 if cantext$ = five, strcantext = strcantext + scant5 if cantext$ > five, [ strtextno = no2str(cantext$) strcantext = strcantext + strm + strtextno ] ] else, #cant_pos indicates coolant output [ coolant_bin = flook (two, cantext$) #Create binary value for each coolant using lookup table if frac(cantext$/two), [ if all_cool_off, [ if coolant_on, pbld, n$, *sall_cool_off, e$ coolant_on = zero suppress = 1 #WBT added this for null toolchange with "First command shuts all off" #and turn off selected in the second op, post outputs M9 twice ] else, coolant_on = coolant_on - coolant_bin/2 #Odd = off command, subtract appropriate binary value. ] else, #Even = on command [ #Determine if this coolant is already on local_int = zero coolantx = zero while local_int < 20, [ result2 = and(2^local_int, coolant_on) local_int = local_int + one if result2 = coolant_bin, suppress = one ] ] if suppress <> 1, #Don't output an on code for a coolant that is already on [ if not(frac(cantext$/two)), coolant_on = coolant_on + coolant_bin #Maintain binary sum of all coolants currently on coolantx = cantext$ - 50 #Create a coolantx value for string select pbld, n$, *scoolantx, spincoolcheck = scoolantx, e$ ] suppress = zero ] I created a post block to define the new spindle codes when the M13 coolant code is activated. pspinwcool if spincoolcheck = scool58, [ sm03 = sm13_1 sm05 = sm15_1 ] else, [ sm03 = sm03_1 sm05 = sm05_1 ] Then finally I inserted my post block into the spindle out post blocks. pspindleout #Spindle speed and M code output if not((opcode$ = 3 | opcode$ = 16) & nextdc$ = 3 & rigid_tap), speed, pspinwcool, spindle pfspindleout #Spindle speed and M code output forced if not((opcode$ = 3 | opcode$ = 16) & nextdc$ = 3 & rigid_tap), *speed, pspinwcool, *spindle Now I that I have the x style coolant codes replacing the spindle codes I just need to suppress the on/off (M13/M15) coolant codes themselves from posting when M13 is used as a spindle code so they do not post twice. I might be able to use slin/slout for this. Most of my attempts at using this function gave me blank or unwanted results. But what do you expect from a guy that doen't understand the proper use of those functions. LOL. Joking aside it will still be nice to understand the slin/slout functions to scratch my itch of curiosity and create cleaner code. -
Choice of spindle start/stop codes
dmaier replied to dmaier's topic in Post Processor Development Forum
Im curious to see what you come up with. I started playing with the spindle string today and am getting some different results now. Maybe I will have better luck tomorrow. -
Choice of spindle start/stop codes
dmaier replied to dmaier's topic in Post Processor Development Forum
I thought I had this down but it looks like I am still not doing this correctly. One of my mistakes came by defining the string value with "M13" (my desired output) instead of a blank "". This forced my statement to be true triggering the code swap(that part works great). So what I can tell I am not pulling a value into the string from my slin line. Here is what I have. spinwithcool : "" spinwithcool = slin(9, scoolantx) I am not getting the coolant code to save into the spinwithcool string. So I'm guessing 9, scoolantx is not what outputs my M13 code. I see cant_pos and cantext$ within the pcant lists 1-20, and cantext$ is referenced in the pcant_out block. Should I be using these with a vlin instead of slin? I tried that as well with no luck pulling anything into the spinwithcool string. There is a line in the pcant_out block turning cantext$ into a string. strtextno = no2str(cantext$) I tried playing with strtextno instead of scoolantx in my slin line. I am running out of ideas. I'm not sure if I'm using the wrong string which has my value, if I am using slin incorrectly or both. -
Choice of spindle start/stop codes
dmaier replied to dmaier's topic in Post Processor Development Forum
Thanks you Colin. Your second post helped straighten me out. My thinking was completely off track for what I was trying to accomplish. I was able to get my spindle codes to work out now. Thank you again. -
Choice of spindle start/stop codes
dmaier replied to dmaier's topic in Post Processor Development Forum
I am having some issues understanding the slin/slout function. I found an example with slin on https://www.emastercam.com/forums/topic/72321-help-modifying-my-mill-post/ but do not see any example of slout being used to pull information. I found the formula example in the reference guide s=slout(n, base_string). I have X style coolant commands turned on with the fifth coolant line down containing spindle w/ coolant options M13/M15 (on/off). I created a string spin_with_cool and am using that as the "s" variable. I have pcant_out set as the base_string variable. Not sure what to put in for the "n" variable. spin_with_cool=slout(pcant_out). The slout definition says base_string is a string in array. Should I be using scoolantx instead of pcant_out for a base string? From what I am understanding this formula as, if using scoolantx for a base string then 9 is the number for the "n' variable because smcool58 is ninth down in the list for coolant 5 on that would contain my M13 code. -
We have two KIAs that have two different spindle start codes. 1. M03 - Spindle start forward. 2. M13 - Spindle start forward with coolant flood on. Same goes for spindle stop. 1. M05 - Spindle stop 2. M15 - Spindle stop with coolant off. I was thinking of having two coolant options for Flood to choose from the coolant parameters. The regular flood on-off M08/M09, which wouldn't mess with the spindle on-off code. Then another flood mode with M13/M15 for the spindle and coolant combined on-off that would ignore the command to post out the M03/M05 when M13/M15 are used. I am looking for some direction on the simplest way to accomplish this. Any thoughts, ideas, or advice?
-
Awesome, thank you. Hopefully this will save some headaches importing files.
-
It would be great if you could find the export setting to get a mastercam friendly step file. I will try looking myself as well. I do not have ProE access any longer. Kinda feels like I have my hands tied behind my back now when I have to do anything involving editing a 3D model.
-
Other than a simple shape like a cube I have never got the thicken operation to work. All I get is an error stating that the thicken operation failed. Is there more to the thicken operation than selecting the solid, a direction, and amount to thicken by?
-
I have imported a step file from proe that has several gaps in it. As far as I can tell there are no gaps left after converting the solid to a surface, creating the missing surfaces, and converting back to a solid. I am left with a sheet solid. How do I convert this to a closed solid and or verify if there are no gaps left. I wish to cut the part by a plane to create a better cross section view for presentation and do not wish to have a hollow inside of the part.
-
This is exactly why I left my previous employer. I spent almost 3 years listening to upper management report to us how many millions in profit they were bringing in during quarterly meetings. I had mentioned well over a dozen times that we need to be running legal software but it never was a concern to them. Karma kicked in a little when China ripped off one of their ideas and we had to listen to them cry about the millions lost during one of those quarterly meetings. I could not handle working in a room with pirated software anymore and hit the door. Glad I made the move. My new employer treats me much better and insists on making sure all software is legit. I still think about reporting my old employer sometimes but I do not want to open a can of worms. Sometimes it is better to leave things in the past.
-
I like your idea for commenting. My coolant codes post on a separate line so I will be able to have them as comments after the M code. The description line wont hold enough characters to do it there. Thanks for your input.
