





JB7280
-
Posts
997 -
Joined
-
Last visited
-
Days Won
8
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by JB7280
-
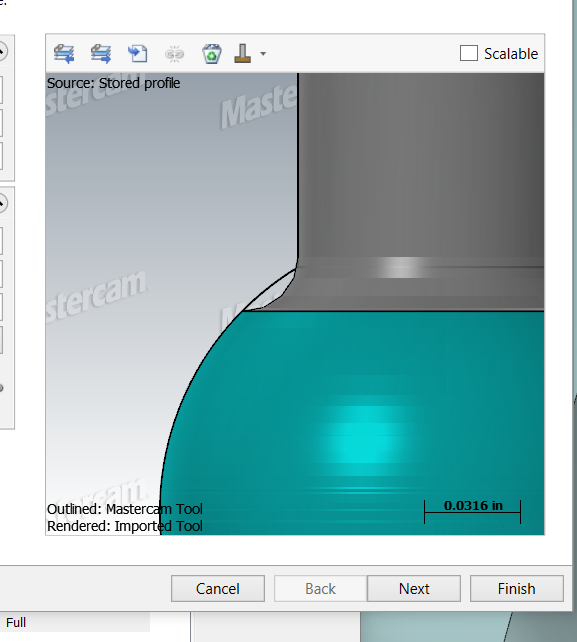
Is it possible to control the contact point in a Multiaxis Deburr (being used in 3 axis) toolpath? The reason I ask, is I'm having some trouble. About a year ago, I made this post; Where I learned that sometimes adding extra length of cut will get you better results in a deburr toolpath. However, I have a lollipop mill that looks like this; The only way for it to be able to calculate a toolpath is to extend the length of cut, but then it wants to try to cut in that internal radius area. I know I could just do it the old way, with a contour, but I'm just wondering if there's a way to make this work properly.
-

Posting 2 different B0 machining operations, no rotation commands.
JB7280 replied to JB7280's topic in Industrial Forum
Close, and gives me some hope. I need retract, and unclamp/clamp comments. I wish I knew more about editing posts. But that's hopeful at least. -
Posting 2 different B0 machining operations, no rotation commands.
JB7280 replied to JB7280's topic in Industrial Forum
In CAM, yes, they're the same. In the machine, they're slightly different from each other. So I need it to correct when going between the two offsets. But yea, I'll probably do a force tool change for now, unfortunately. Haha, I have no idea what that means, but I assumed something like that is what's necessary, which is beyond my knowledge level. Might have to get a post made for this. -
Posting 2 different B0 machining operations, no rotation commands.
JB7280 replied to JB7280's topic in Industrial Forum
I would like for it to post Z retract, Rotary Unlock, B positioning move, and Rotary lock after the N2 line. To correct for "fixture error" I feel crazy, because people, including Mastercam Tech Support seem to think I'm doing something wild, lol. But I am 100% certain I've done this fairly simply in other CAM softwares. I did something similar, temporarily, but the powers that be (aka management) likes to have files that post out, 100% ready to run. https://drive.google.com/file/d/1iUOKIpRsN_3lvTRoej_nlYAyfBDuc1ot/view?usp=sharing -
Posting 2 different B0 machining operations, no rotation commands.
JB7280 replied to JB7280's topic in Industrial Forum
That's the issue Ron, I think. The planes aren't technically rotated, but they are different work offsets. I'll make a dummy file in a moment. -
Is it possible to make Mastercam post B rotations, even though both toolpaths are at B0., but different work offsets? I have 2 fixtures, with slightly different B work offsets, so I want to unlock the pallet, rotate, and lock. But when I post these, it seems like Mastercam just sees B0, and doesn't try to rotate. Unfortunately I can't post a file, but I could quickly make a sample file, if I'm not making sense.
-
Getting correct offset output in Transform toolpath
JB7280 replied to JB7280's topic in Industrial Forum
It does, but that's when I get the behavior I mentioned above where it doesn't actually output the B rotations. Maybe it's just a setting somewhere? This is what it outputs, when there SHOULD be a return to home, B axis unclamp, rotate, clamp, etc. G01 X-.0823 Y-6.8609 Z5.5807 G00 Z7. (ROUGH TOP FACE) G54.1 P4 X-2.8619 Y-7.8389 Z7. Z6.1 -
Getting correct offset output in Transform toolpath
JB7280 replied to JB7280's topic in Industrial Forum
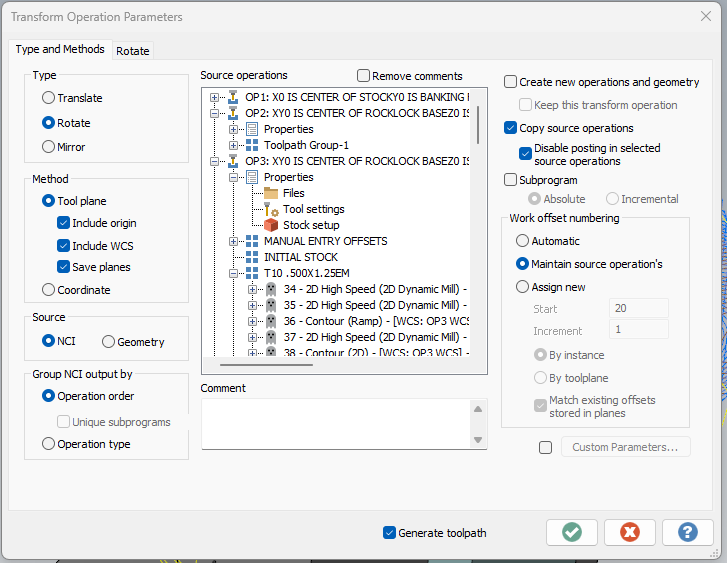
Just to update, I was able to get a pretty workable solution using these settings. The only thing I don't LOVE is the first part will be machining on B0 and B90, and the second part will be machining on B180 and B270, with B180. in the work offsets for part number 2. But, I think it'll work just fine. Part of the problem I was having, is that when it tried to machine part 1 at B0(relative to it's work offset) then tried to spin around to machine B180, and machine B0 again (relative to that work offset) the post, or mastercam wasn't recognizing a rotation, so it wasn't outputting the necessary codes. At least that's what I think was happening.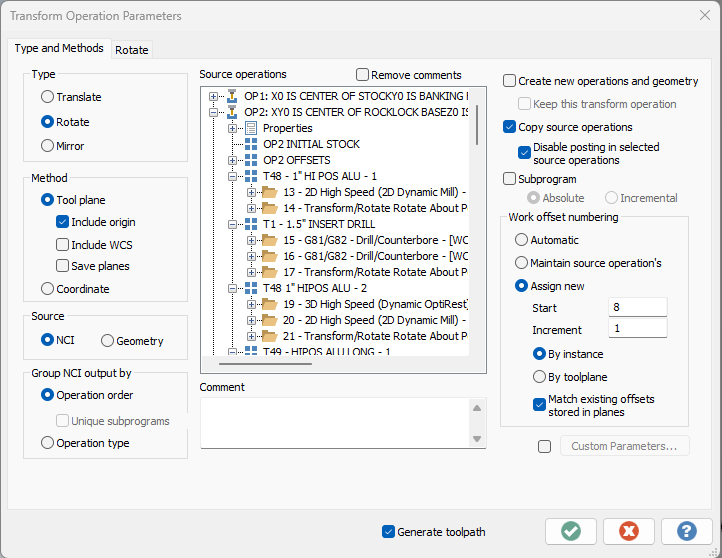
-
Getting correct offset output in Transform toolpath
JB7280 replied to JB7280's topic in Industrial Forum
Sorry, I didn't want to share a file with EVERYONE. People I've dealt with before, not as big of a deal. To explain some of the "holes". Part #1 has 5 B rotations. 10-14. MPMaster, with some modifications. Only options I'm using on the misc. page is G05.1. I'll repost tomorrow and let you know what it looks like with those options. Is there a way to avoid a skew like this? I move almost everything via Dynamic transform. Should I be doing it differently? -
Getting correct offset output in Transform toolpath
JB7280 replied to JB7280's topic in Industrial Forum
Check your PM's -
Getting correct offset output in Transform toolpath
JB7280 replied to JB7280's topic in Industrial Forum
Thanks for the effort! -
Getting correct offset output in Transform toolpath
JB7280 replied to JB7280's topic in Industrial Forum
Closer, depending on the settings I pick, however, then the offsets are jumping back and forth between parts, if that makes sense. B0/B90 on part 1 are 5, and 6, then B0/B90 on part 2 are 7 and 8. so part one will end up being something like P5, P6, P9, P11, P13. I was just trying to keep them grouped together, to make life simpler for the operator. Am I asking for too much of Transform? Or am I just doing it wrong? -
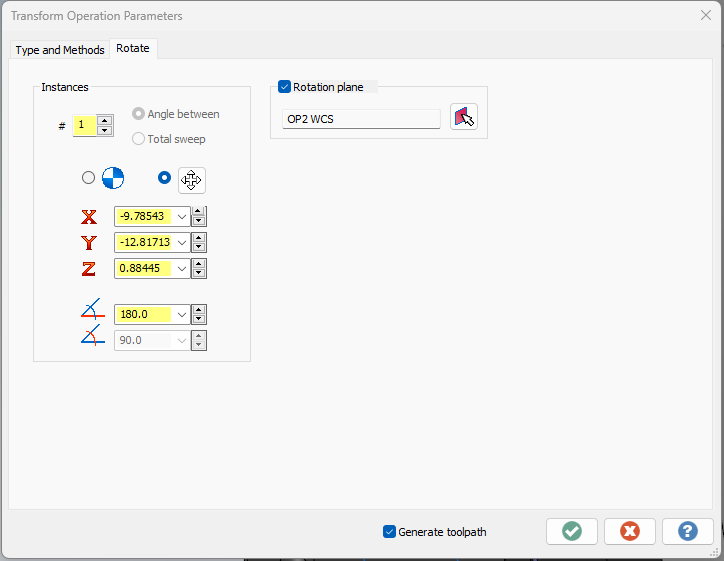
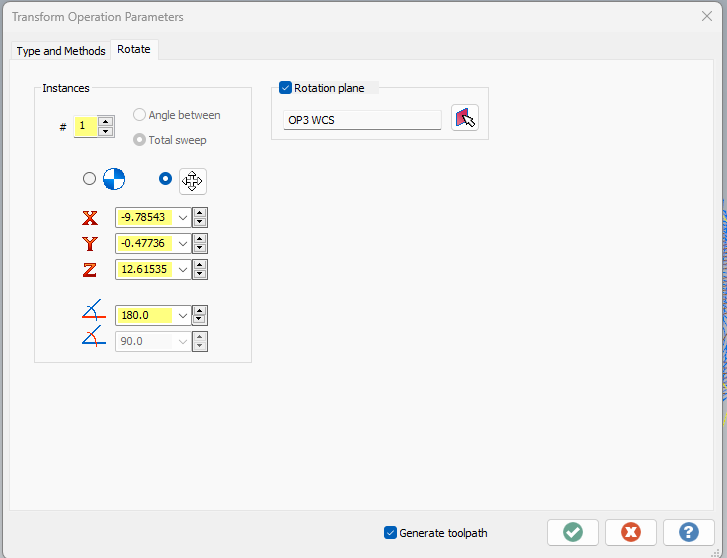
I have a tombstone with 4 parts on it. OP2 is on B0 and B180, and OP3 is on B90 and B270. I'm trying to use transform, to output code that will cut both parts, identically. I'm able to get the toolpaths in the right place, but the I haven't been able to get it to output the right work coordinates. OP3 has 5 offsets, numbered 10-14. I would like for the offsets for the second side to be a continuation of these offsets (15-19) Here are my transform settings right now.
-
One of our best programmers uses Mastercam like this. But I think it's just an old habits as most of his career was spent using Esprit, and that's how you did it in Esprit.
-
If only we all had dealer AE's with as much talent............
-
I'll check that out tomorrow. Thanks!
-
No dice. Still waiting on Mastercam support.
-
Crap, sorry, I meant to say it's still unchecked.
-
Yup, I opened config back up, and it's still checked. It may, but this isn't crashing. Or at least I'm not getting the dialog box anyways.
-
I was so hopeful. Unfortunately the issue persists, same as with the guy in the other thread. Gonna shoot my reseller an email, although I'm sure I'll get the standard "You're gonna have to call Mastercam for that one" response.
-
THANK YOU!!!!
-
I've had a number of issues since I installed 2024. But the one that I haven't been able to fix, is that every time I close an instance of MC, it reopens as soon as I close it. Then once I close that one, it stays closed. Any ideas what could be causing this?
-
Interesting, thats how I've always done it. I think the main reason is because the setup sheet we developed uses the "Comments" section for setup notes. So creating a new machine group lets you make a new set of comments for each op. Is there an advantage/disadvantage for doing it "your" way vs "my" way? I'm always open to learning a better way.
-
Ron, did you previously not use multiple Machine Groups? I ask because, that's how I've always done it. I've always made a new machine group for each "setup", or operation. Just curious what you use to separate operations? Do you just make separate toolpath groups?
-
That's what it sounds like to me, but I wouldn't think a flat bottom drill would cut like that. Maybe because the corners of the tool never touch?
