JB7280
-
Posts
996 -
Joined
-
Last visited
-
Days Won
8
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by JB7280
-
I have a fairly complex file, with close to 600 toolpaths. The customer has made a number of changes, with a handful of changes to the model. I'd like to wipe out the old models, and replace with the new model. Is there an efficient method of doing this? Or will I need to actually go in and replace driving geometry one toolpath at a time?
-
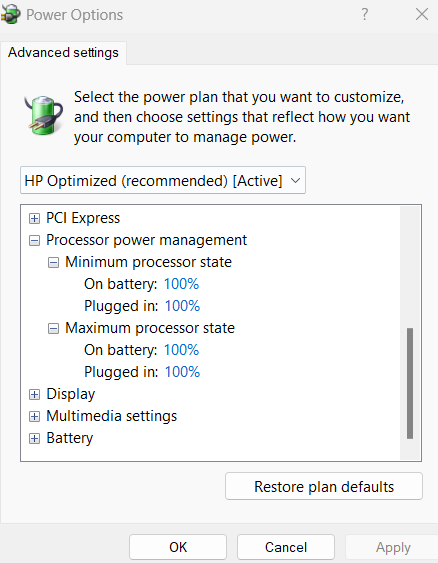
It is plugged in, and I'm guessing this is the power setting you're referring to? it was at 5% minimum. I changed it to 100%. Got 3.3minutes. I'll try it again in the morning when the PC is fresh. The laptop IS plugged in, by the way.
-
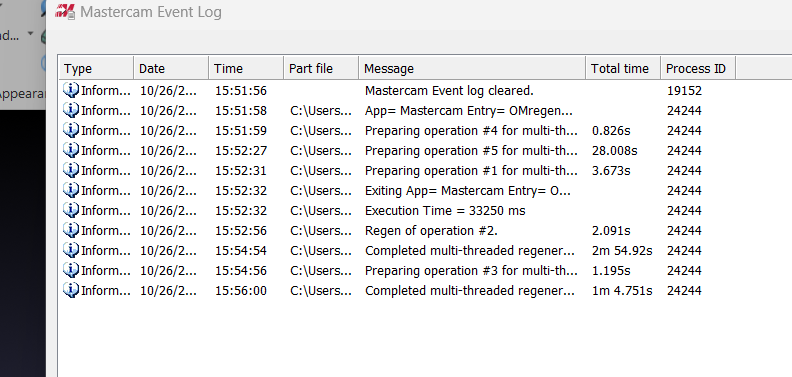
Interesting, I was expecting better. I see guys in the 2:00 - 2:30 range, with slightly slower processors than mine. Is it the laptop aspect that is bogging mine down?
-
I should be getting better times with this though, right? I honestly don't care about the Benchmark times, per se. But I do want to make sure I'm getting the most I can out of a PC that cost this much.
-
Its the HP UEFI/Bios. It's under BIOS Setup > Built in Device Options > Graphics > Discrete
-
Mine doesn't have a Cuda option. No other apps open that show up in task manager, aside from background processes. I opened the BIOS, and set the graphics to discrete. That should do it right? Device manager only shows the A5500 GPU.
-
It reached about 10% for a split second. Most of the time there was no demand though.
-
Tried that. Thank you. Not sure what the deal is. I've gotten drastically different times from about 2.5 minutes to over 4 minutes. I haven't messed with the bios, but I dedicated it to MC in the graphics settings. Should I do it in BIOS as well?
-

Is there a Long Cutter Rule of Thumb?
JB7280 replied to [email protected]'s topic in Industrial Forum
I believe Big Kaiser Daishowa does. -
Just got a new laptop, and the benchmark time isn't what I was expecting. Anyone have an idea where I could be lagging? I'm getting a time of 3.98 minutes. I feel like this should do better. Am I expecting too much? Windows 11 Intel® Core™ i9 12950HX 12th Generation NVIDIA RTX A5500 (16 GB GDDR6 dedicated) 64 GB DDR5 1TB SSD
-
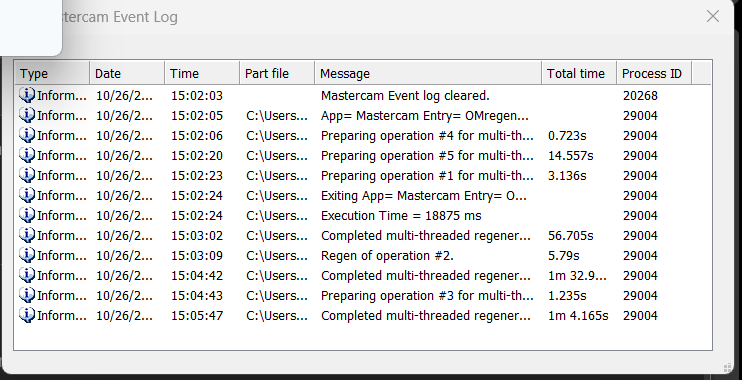
Anyone have issues with 2023 not running the Benchmark file? I'm getting a new PC today and I wanted to compare old vs new, but I'm not able to regen the last toolpath.
-
Colin, thanks for the reply. A few of these things we already have in play. For instance, T4 is always a Helical #### endmill, 1.0 out of the holder, in a Lyndex SK10-105 holder. T543 is always a 1.6mm drill in an SK6-165 holder, etc etc. And I do have the tool breakage detection worked into my post. With the info from James, being able to output from the machine what's actually in there, I think I'll be able to put a maintainable spreadsheet together that shows which jobs use which tools, which are in the machine, etc. Thanks, I looked at the file you attached, and that'll be a huge help.
-
-
it is a matsuura. Is that done at the controller or at the matrix?
-
So this is our only CAT50 machine. No other machines will be using these tools. When I say shared, I'm referring to multiple parts using the same tools in this machine, just to clarify. I do have a Mastercam Library for them already, But my goal right now is to somehow track what's actually in the machine, and what tools are used in which jobs, and vise versa. As @tinger said, I'm sure an excel spreadsheet would be the way to go. But I thought I'd come on here and ask if anyone had something like that, that wouldn't mind sharing a template, or maybe even someone has a better way.
-
Working with the tools I've got. That isn't one of them.
-
I'm curious how you guys keep track of what tools are in a multipallet machine, what jobs they get used for, etc etc? In particular I'm trying to sort out a 6 pallet, 245 tool machine. Some tools get shared, some tools get taken out to make room for other jobs, etc etc. Do any of you guys have any good spreadsheets, or anything like that? Even better if it's possible to export the Mastercam library. Just trying to get some ideas so I spend a little less time checking over and over.
-
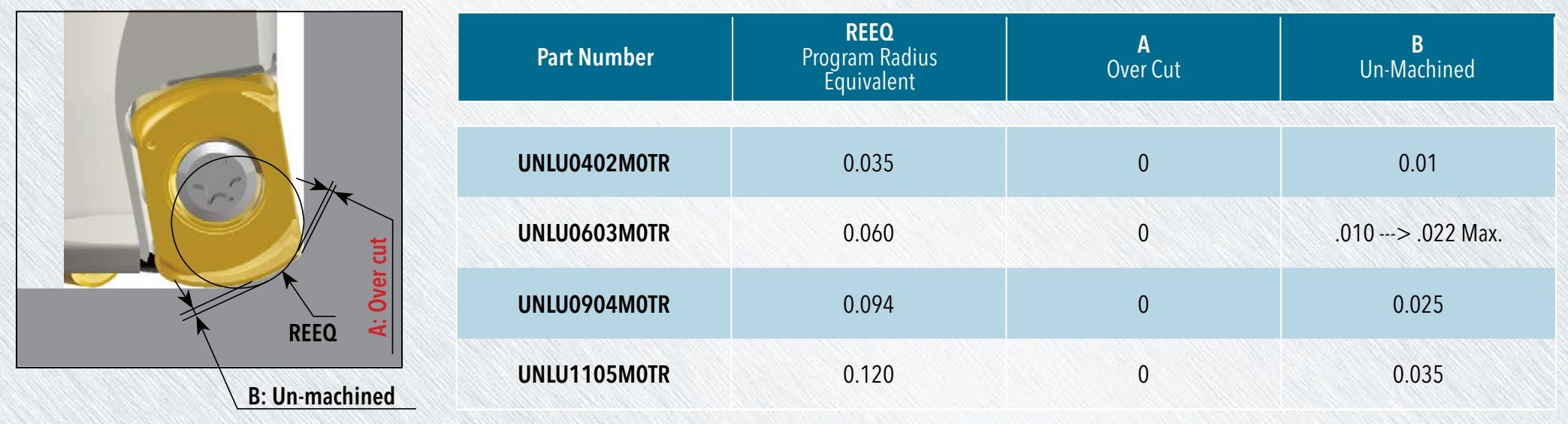
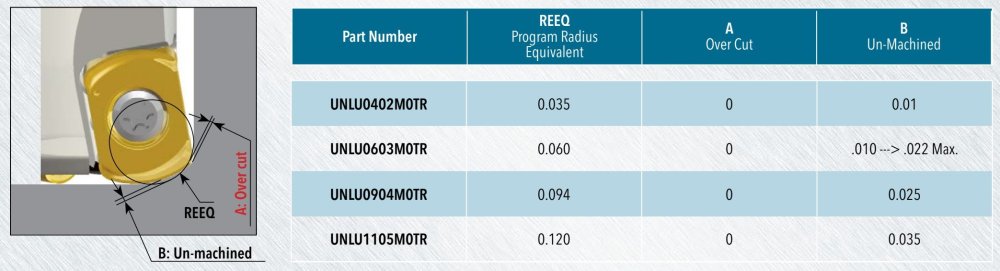
Ron, to your method, it seems that the "recommended programming radius" effectively leaves little enough material that it is small enough to not have an effect. I'm sure you understand this already, but this diagram helped make a little more sense of it to me.
-
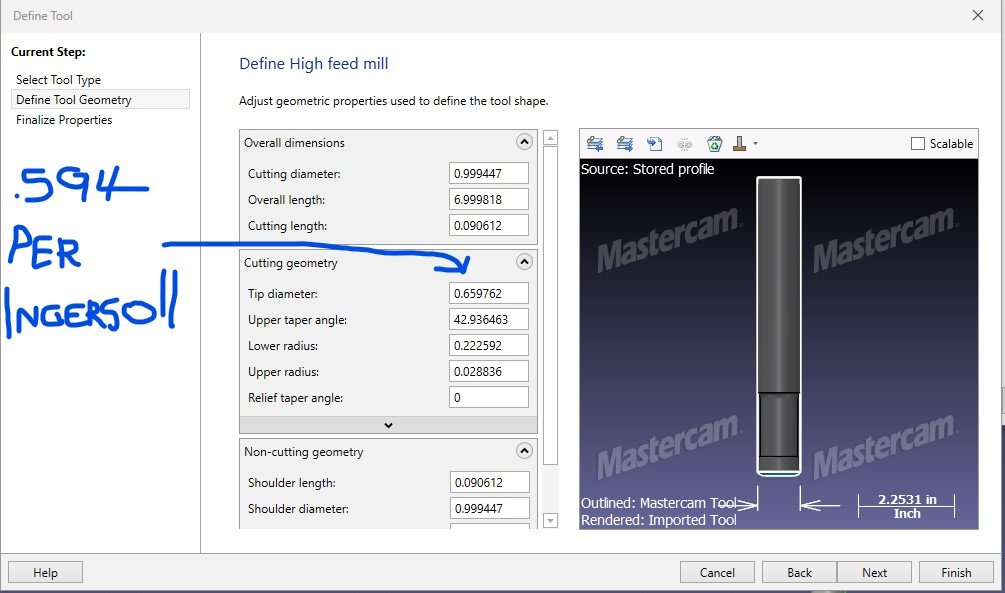
I think I get it. So the purpose of that false flute length was to clean up the stl. nothing to do with the actual real life part. The bottom of the tool issue is kind of why dynamic paths worried me with a feed mill. So do you just try to use slightly less stepover than the bottom diameter? Is there a chance you could post a file with one of your optirough feed mill toolpaths? If not, it's cool, I'm just always curious to see other programmers' settings and methods.
-
What was the purpose for the longer than reality cutting length? What other editing did you do, aside from the cutting length? I noticed you mentioned back feed. Do you find that high feed mills do ok with dynamic toolpaths? I've always leaned more towards contours, and area mill. Toolpaths that make a more "uniform" toolpath. Something about dynamic toolpaths with a high-feed mill makes me feel un-easy. But you guys have far more experience than me, so I'm open to other methods.
-
Sounds good. Thanks Ron. I'm just always worried about hitting one of those little ridges/peaks and going above the radius of the cutter. Probably overthinking it though.
-
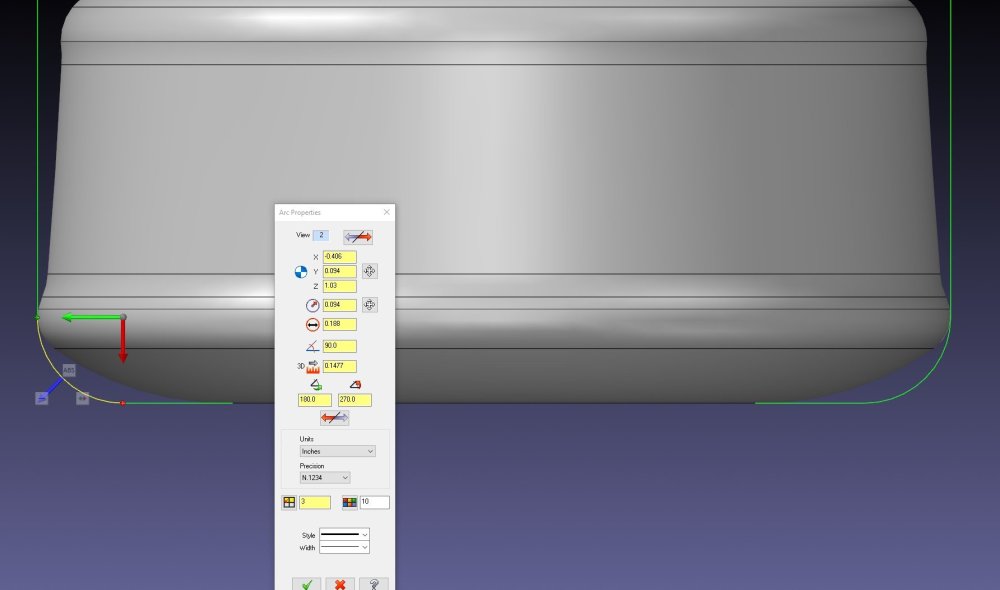
I'm missing something. The green wireframe is a 1" bull endmill with .094rads, and the solid is the step file from Ingersoll. Wont the areas in between be missed material? Or is the step geometry wrong, perhaps?
-
So, how does that work Ron? They give a a recommended program rad of .094", but that would put my actual diamter at .812" when ingersoll claims it to be .594. I initially had the same thought, however it seems like that would leave unexpected islands and pyramids? If that method works well though, I'll continue defining them as bull endmills, as it's a whole lot simpler.
-
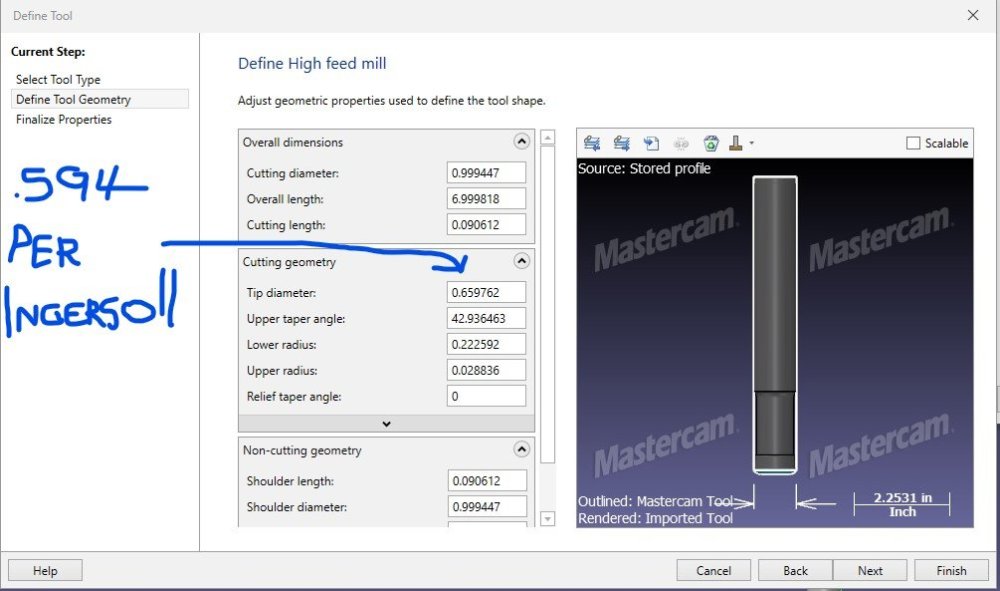
What tool type do you guys use when you build an indexable high feed mill? I tried using the step file from Ingersoll's website, and applying it in a High Feed Mill, but none of the numbers are correct. https://www.ingersoll-imc.com/product/2906973
-
I don't think I've run a machine that didn't have exposed metal on the inside. Like everyone else mentioned, I wouldn't worry about painting it, it's not going to last. Just get the coolant concentration right. This is our 2 year old Matsuura.