88Matt
-
Posts
632 -
Joined
-
Last visited
-
Days Won
6
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by 88Matt
-
There are 2 radii, .25mm & .5mm. I've never used that feature. I'll give it a try tomorrow. Thanks for all the tips and suggestions.
-
Ya, I know, it was just for a visual. All of my programming is done offline. \ I'll try and get a step or sw file moved over.
-
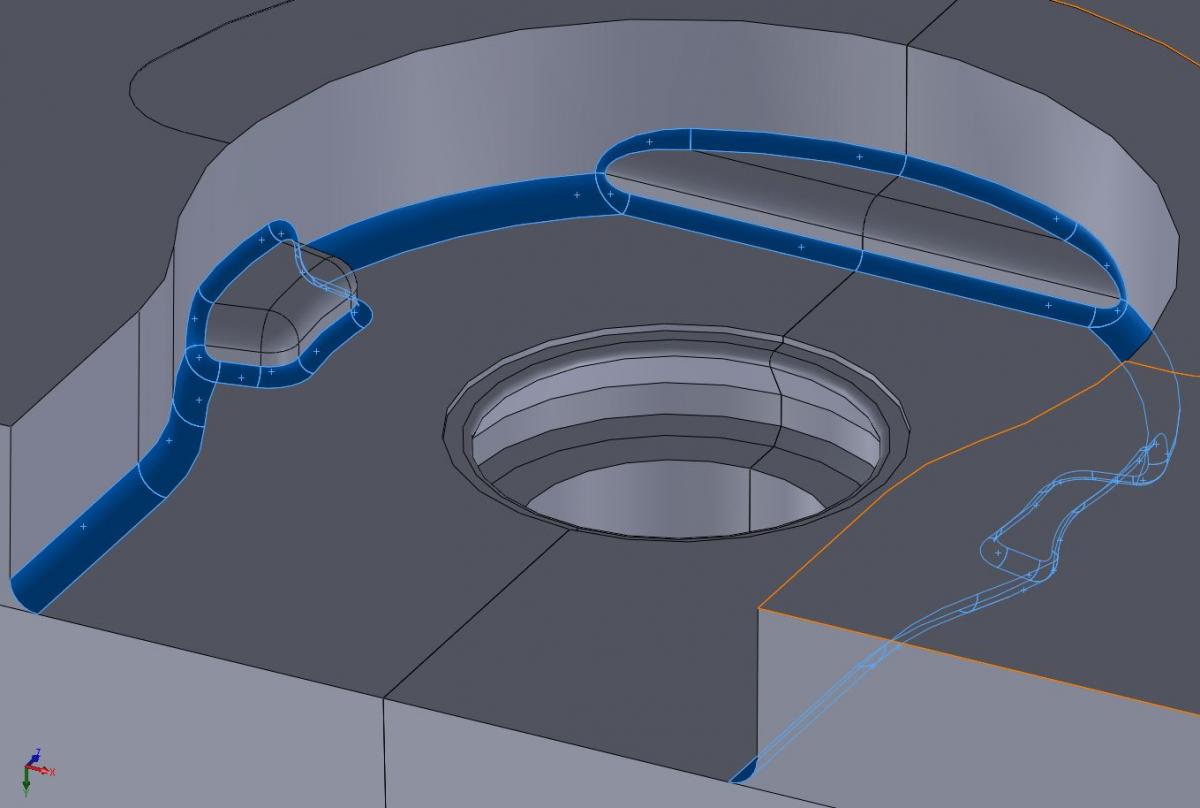
Sorry, I tried to attach an edrawing and it turns out that is not allowed for some reason. Here is a screenshot.

-
The pencil w/ convert to 5 axis worked decent enough with from point, going to try some different tool axis controls. I would be interested in a sample as well. Thanks
-
That is what I am starting to try, I have just never used the convert to 5 axis before. Any tips would be appreciated.
-
I need to pencil trace the internal radii of the open pocket you see in the attached file. I tried using 5 axis curve with "from point" for tool axis control, but cant get it to hit the tangents of both surfaces. FYI, I copied and remove the radii to machine to. Thanks in advance, Matt
-
It's not there in X8.
-
I'm assuming that is new in 9?
-
Will we ever be able to reverse waterline similar to scallop? Just a thought.
-
Both...
-
I have locked up mine verifying using an stl for one 3 axis surface op. 12 gig of ram just wasn't enough. Asked the boss for 32 gig and they wound up putting 64 in all our 420z hp's.
-
What kind of machine are you cutting it on? Charmilles, Agie, Fanuc...
-
Use create > surface > fill hole and pick the solid surface with the holes. You can also us flat boundary by chaining the outside of your groove and trimming it with the inside chain. Try using surface highspeed toolpath horizontal area selecting everything and using z limit to only machine the plane you want. You can stock on walls and then just use a 2d contour to size the od of the boss. I would use a few thou of ramp on my arch in and stay off z a few tenths for a better surface finish. Doesn't matter the order. HTH
-

VERISURF TOOLS For MASTERCAM 2024
88Matt replied to Verisurf - Ernie Husted's topic in Industrial Forum
It must be the IT security settings. They are pretty strict and constantly changing w/o informing us of anything. Can someone email it to me with a follow-up email with no attachment? Thanks, -
VERISURF TOOLS For MASTERCAM 2024
88Matt replied to Verisurf - Ernie Husted's topic in Industrial Forum
Ernie, Is the download link still good? https://verisurf.sharefile.com/d/s49fa588cd7f44b3b I get a webpage not available message. Thanks -
Has anybody cut an off center diameter with a CNC Lathe?
88Matt replied to Glenn Bouman's topic in Industrial Forum
That is pretty cool. I am needing to cut like greg's video except I need to synch moving z back-and-forth. -
Has anybody cut an off center diameter with a CNC Lathe?
88Matt replied to Glenn Bouman's topic in Industrial Forum
Greg, Can you share a little more about the toolpath you used to cut those cams? Thanks. -
Sorry, I missed the non laser in your original post. What spindle do you have in the machine?
-
If it works, it will be a HUGE time saver for us. We currently are going from a .0004" profile tol on our molds .0002". Once off the machine, tolerance is lost if you have to put it back on the machine because of the CMM report in inspection. This will also compensate for irregularities in the tool radius.
-
That's it. Thanks for lookin' into it Jay.
-
Our Hermle C40u's have the probe and setter as you and they are running within a tenth. How are you setting the standard and probe length? Off line or on the machine? The most accurate is to use a gage block and bring the spindle nose down to a slip/no shake, set zero and then probe the top of the block. This compensates for the probe deflection. Make sure you use the radial offsets for the blume. the laser is at a slight angle and your error will increase as diameter increases if not. HTH's
-
We each have our own log-in.
-
Cost is not the issue at all. My director told me to excess 100k plus worth of edm rotary tooling because it wasn't worth messing with. Ease of use for some of the guys may be an issue. Is it easy to set-up? can multiple users on one computer have there on set-up when logged in?
-
Jay, The boss just gave me the go ahead to purchase a 3d mouse to test drive. If the IE confirms the cost savings we are projecting, we'll probably order about ten more. Because of our environment, it has to be wired so I am pretty much narrowed down to either the SpacePilot Pro or the SpaceMouse Pro. Do they have the same sensors and feel? Is the LCD and extra buttons really worth the extra cost?