Lee.
-
Posts
1,183 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Lee.
-
Jason, It is a sabre 500 Lee
-
Allan, Thats exactly how my Fadal works. When I try it on this machine it says Illegal Tool in spindle. Jason, I did manage to get ATC aligned. Still lost. Lee.
-
Hi Colin and Jason, I loaded pictures and as far as i know, i'm pretty sure there are no buttons on ATC. It is umbrella style Lee
-
Here are the pictures


-
I still don't get having to load ATC manually when there is no way of opening it. Going to take pictures now. Lee.
-
I will as soon as i get back over there. It is around 1991? I just don't see how a person is to load the ATC by hand. Lee
-
Cincinatti Milcron. I can perform tool change cycles, however when I do, the Z goes up and then ATC comes in as if it knows there is no tool in spindle and then Z drops onto supposed tool ( there are no tools in ATC, cuz can't figure out how to load it ) then ATC goes back home. ??????? Lee.
-
Hi Jason, How can you load ATC? I have a Fadal and it's as simple as load tool into spindle, M6 call different tool and it automatically puts the tool I just put in, away and gets called tool wether there is a tool in ATC or not. Lee.
-
Hello All, I am trying to help a friend out with an old machine he just picked up. If anyone is running one of these can you let me know and see if you can help with some issues i'm having. One for sure is loading tools. I put a tool in to the spindle and cannot get it to put it away. Error, Illegal tool in spindle????? TIA, Lee.
-
-
Hi Brian, Thanks for input. That does sound like it would be very rigid. I think I may have some issues with gibs, and am thinking of trying to find out for sure over the holidays. Too bad there is no-one in Edmonton willing to help me, hint hint. I'll be back at it tomorrow. Lee.
-
I do have a big angle plate. Next time this job comes up I will give that a try. Motor, Not sure what a 123 block is, and yes both ends are indentical. I did manage to get my time down a bit by using a 2.2188 spade drill but could only feed at 0.15 IPM as it shook like a bugger. Problem is, customer was only paying about 90 bucks for each hole at another place. If I could get the Threadmilling down to 35 minutes might be able to compete. As it stands now, I am using a HSS Threadmilling cutter and taking two swipes with three separate depths and only running at 0.35 IPM so takes ages. Lee
-
When I bought my OM-A control I sent the main board to North American Industrial in Mississauga Ontario and the changed out Two eeproms and re-wrote the ladder logic. Along with a new switch connected inside the cabinet, I now have DNC enabled. Tom Peloski 1-905-565-6166 Lee
-
What about using engraving tool definition and you can get away with a 0.00005 flat on the bottom. HTH Lee
-
I am located in Edmonton, AB 8207 Davies Rd on the south side. I'm leaning towards the gibs also. Lee.
-
Is there any way I can upload a video of it running with the one inch cobalt end mill cutting?
-
Here it is

-
Last Night I checked the spindle with a dial gauge and a smooth tool that stuck down about 6 inches from bottom of spindle. There was no movement on the dial gauge at all. I will upload a picture as soon as I can.
-
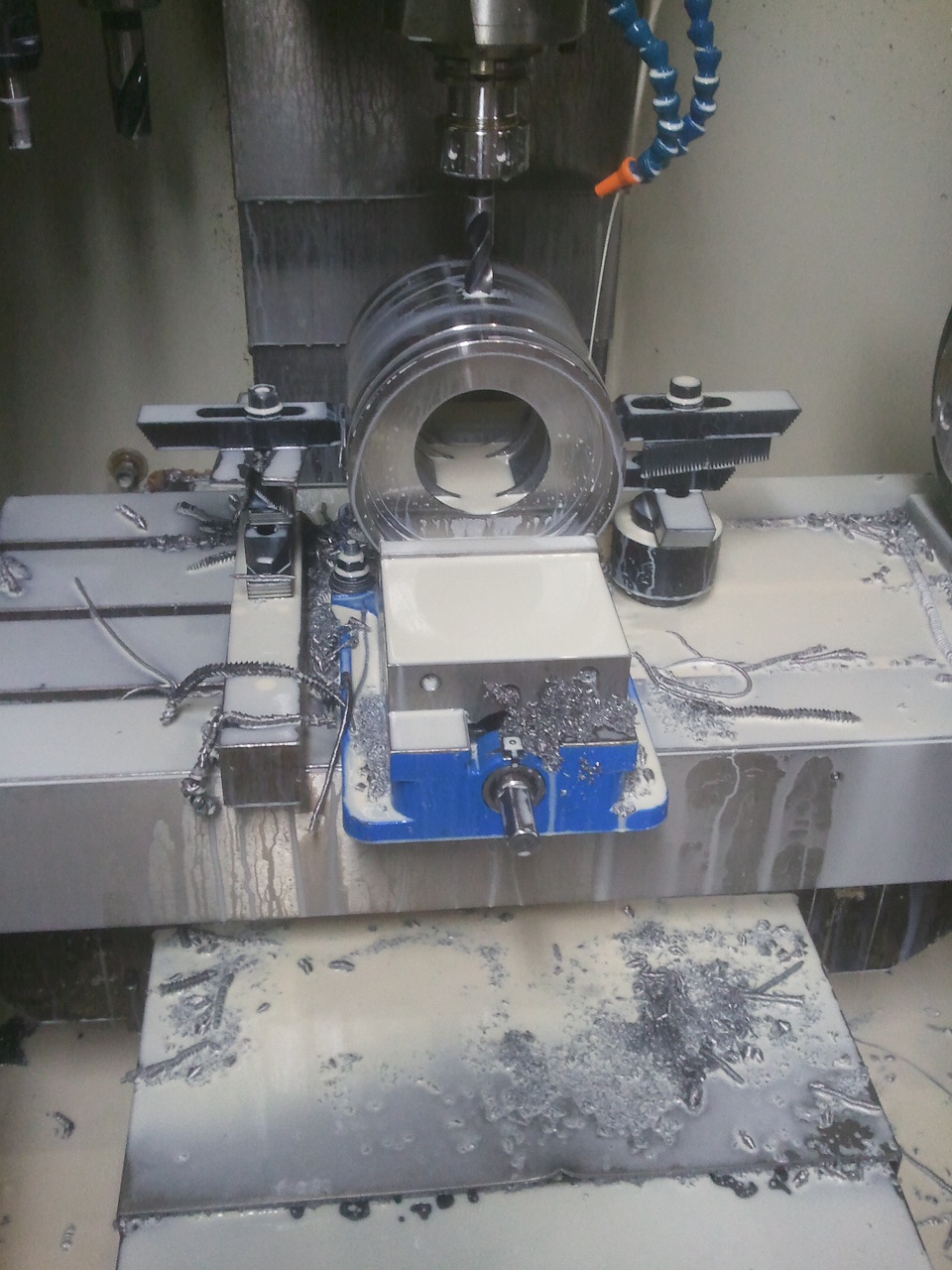
Ok, so I am trying to put a hole in a piece of 4145 in an already finished bearing housing. I don't have a large enough drill so I am first going down with a 3/4 then following that with a 1 1/4 It has to finish up with a 2" NPT thread for a nipple to be threaded in. Then I am contouring the rest out with a 1' roughing end mill with .15 step downs and the transition between depths in the hole so not cutting until down at next depth. The machine is vibrating alot and it seems as if the cutter is only cutting on one side. I took the rougher out yesterday to find an indentation on the holder where the taper stops in the spindle at the top, like a ridge. So i'm thinking that when it does a tool change the air is blowing crap down on the the taper and causing this. I am now cleaning tools in between tool changes to try and eliminate this possibility. At this moment I am running the Threadmill and it still seems to be running weird, like it is only cutting on one side also. I have checked the spindle at the bottom and can see no runout. On the threadmill, which is HSS and about 1 1/4 of thread, which as it starts at the bottom cuts all the threads in one sweep, which is quite a bit of load on the cutter and doesn't sound good. The firstime I did this, i did it on a test piece and it worked ok, however that piece was fairly short compared with the seven inches that the vice jaws are open now. The second one was a proper part with not much thickness to the edge, and when the rougher started to work it actually moved the job over in X and when it went for next depth there was no hole to plunge into and cutter smashed. Now I have clamps either side stopping any sideways movement but not clamping, just sitting there as stops. Almost got it done but had to slow feed down so much its taken me over 11 hours to complete, and apparently can only charge about an hour a piece, which is really not good. Any help would be greatly appreciated. Hope you are not overwhelmed. Lee.
-
Hello Greyman, I just got in this morning and have to set up for some thread milling, then i promised the missus that i would put up the tree. After that I will come back and explain what is happening etc. Lee.
-
In your depth cuts dialogue box just use absolute and force the first cut at a z level that will be in to your pocket. HTH. Lee.
-
Hi Everyone, I have a FADAL 3016L and am starting to get some work for it, however I am struggling with either machine limitations or possible other issues which I could use a hand figuring out. I am in Edmonton,AB and if anyone has any working knowledge or experience with this machine I would be greatly appreciative of some guidance and/or assistance.
-
Mark, Thank you so much. It worked like crazy, again thanks. Lee.
-
Thanks Mark, Didn't know that. I'm giving it a try now. Lee
-
Mark, If I use auto then it defaults to a full ball style lollipop. That would not work for this job. Lee