




.jpg.1d0c9069edb5ce000980cbe1b76f0865.jpg)
CEMENTHEAD
-
Posts
359 -
Joined
-
Last visited
-
Days Won
4
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by CEMENTHEAD
-
-
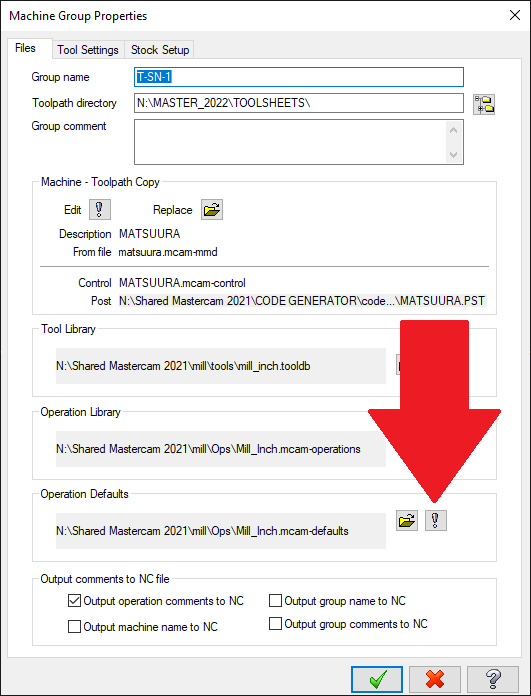
Finally getting around to installing 2022. historically I have copied our operation defaults over and ran with it. (its a 2018 ver.)
I'm thinking I should just modify the 2022 vanilla one that it came with. There's probably some stuff in there I don't have in the 2018, or should I just copy the old one from 2021 over and just go with that?
Whats your best method of changing the defaults? (retract heights ... top of stock, lead in and outs, ect.)
I used to just modify it from here. Is this still the proper way?
-
huge fan of ingersoll gold twist. tips from: 6.0-25.9 mm
TD0900013S4R01 0.3543 0.3898 0.55 0.500 1.15 1.77 2.920 9 KTD6.0-D9.9
pro tip.. don't peck inconel 718 . chip gets work hardened and will smash your insert on re-entry.
-
 1
1
-
 3
3
-
-
I've always been a ZERO 90 -90 guy
0 deg
toolpah
toolpath
90 deg
toolpath
toolpath
-90 deg
ect...
The snippet from AHARRISON1 just hurts my head. sorry M8
-
Back in 2016 I used the "convert" to update all our Mastercam files to mcam2017. only like 25thousand files. all the way back to X8 2002.
It was for the better. had to do it in stages by year. and keeping a backup. went easier than you would think. didn't lose anything.
Our IT guy freaked. LOL only like a few months later. apparently he used to "audit" the files ( watching who did what and when. ) fixed his xxxx as well.
Did it because mcam was stopping all support for I think was X9 and older.
-
I always created curve all edges. then shift chain, then right click change color. Never thought of your way tbh. then again there is 20 different ways to do the same thing in MasterCam for almost everything.
-
1
-
-
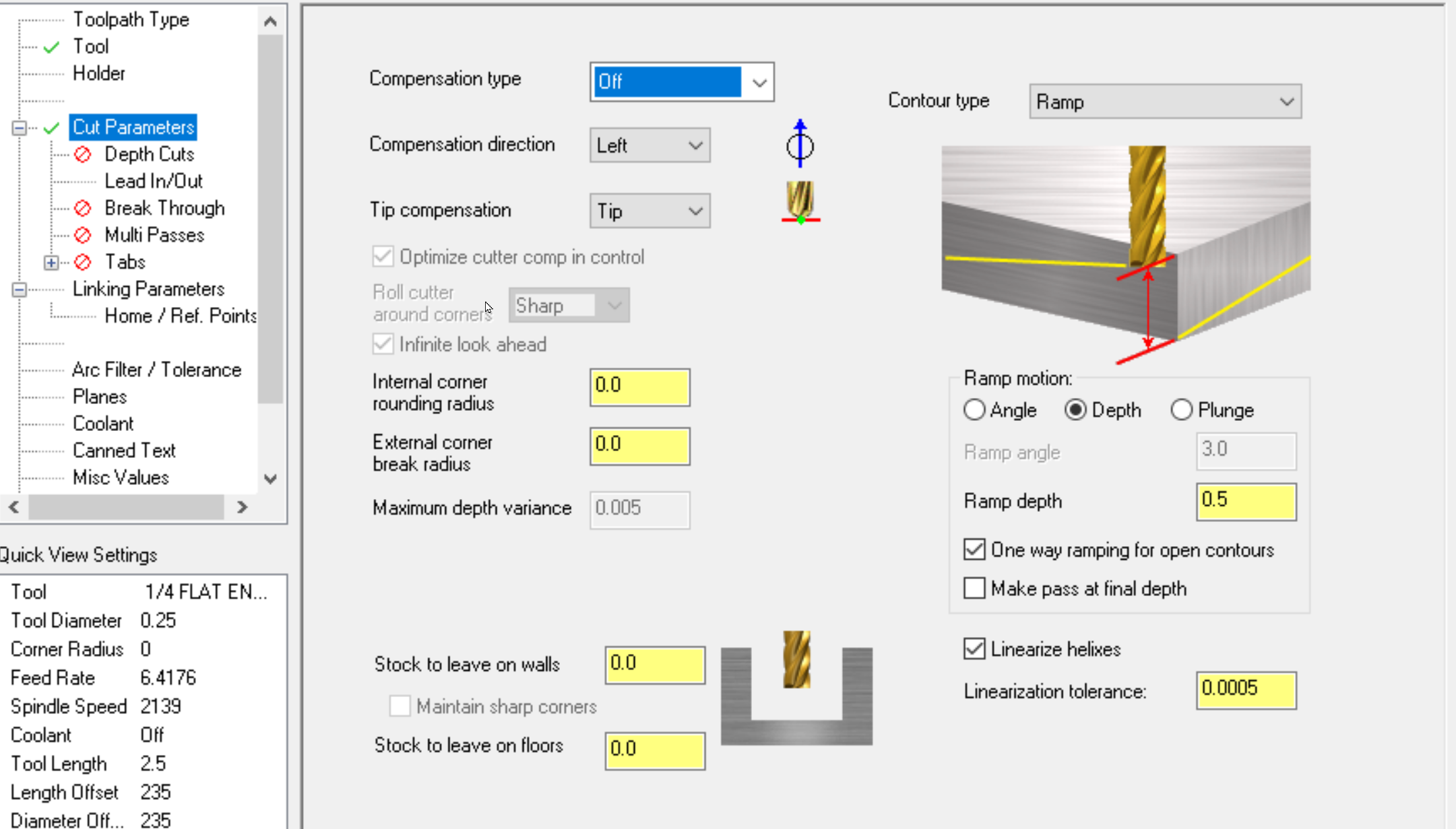
1 hour ago, savagkd said:
Try a Ramp. It will not plunge at the ends, but may get you where you need to be.
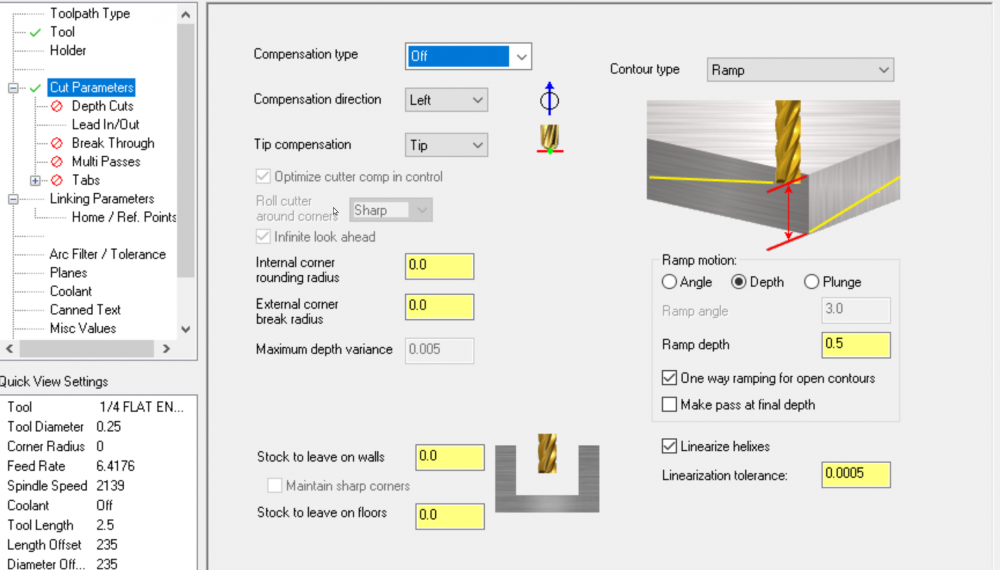
don't forget to disable the Lead In/Out if you are doing that.
-
Expect that it will chip while milling, and delaminate when ground. condolences.
-
Has anyone been able to do this? (get *.NC files to show in the windows preview pane)
I have mine set to open with Cimco. It says "No preview available"
(thinking it would be a quicker way of checking revisions in the program headers than always having to open it inside an editor.)
-
1
-
-
tldr
-
 1
1
-
-
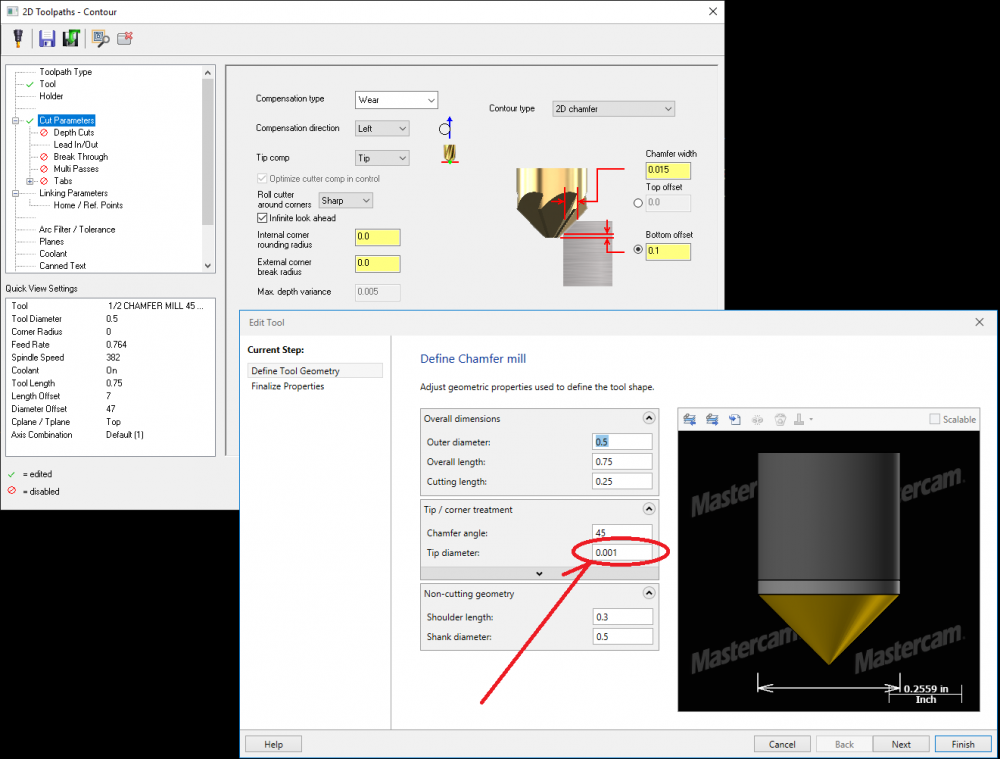
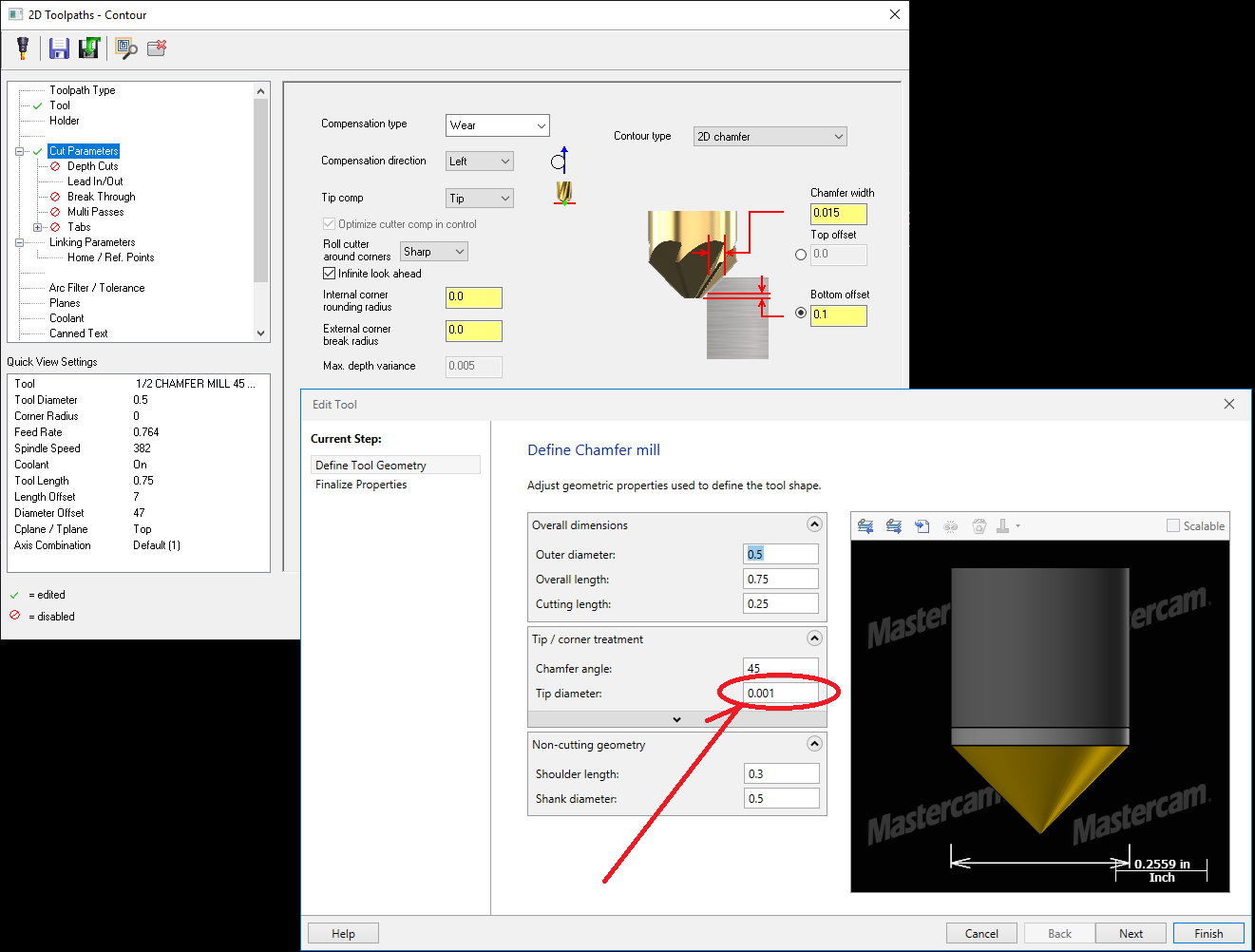
Just throwing this out there. We program all our chamfer tools to a sharp point.
-
Almost everything we do are small runs, so its cheap xxxx 1.25 thick Mic 6 aluminum tooling plate. If its a larger run, whatever un-certed steel we have. (yes there are monel/stainless/cast iron fixtures here) we also pad our tooling plate with steel if needed. Big Job shop so we grab whats on hand and go.
Although when needed I normally order A36, and hot rolled plate and channels for our weldment fixtures.
Material of choice tho is Cast iron. but who wants to cut that xxxx.
-
2
-
-
Why not just recreate the stock model? the other ops are available?
-
2 hours ago, gcode said:
after a couple of hours of drafting
Wait What?
Who actually drafts in MCam? Its quite horrible at it, not even good by far.
I can see a quick print screen of a hole location or a pickup but surely It truly sucks at drafting.
Autodesk Inventor hands down for drafting. IMHO
-
1
-
-
Nothing big. but had this.
-
1
-
2
-
-
Interested in seeing how this plays out...
I'm sure its going to open some doors. but what happens to the existing customers base is going to be fun to watch.
-
or.. you can just edit the tool to .375 diameter and the comment and just regen your toolpaths. It will update all toolpaths using that tool. and you won't have to re-number it.
-
1
-
-
17 hours ago, [email protected] said:
on the SLIT part
We have a bunch of Wire edms they slit quite well. Our burr depot has gotten real good at removing the recast.
(I did attempt to finish thin floors with the wire before as well. but the heat deformed the floors "dished them")
-
1
-
-
I've done many of these. although really need to know the material. makes all the difference. what is it Alum ? (cause aluminum foil comment) Titanium? Inconel? honestly tho. either way would do a .060 envelope outside flip .030 env inside, flip finish outside, flip finish all walls to the +.030 depth, then spirial inside thin floor pockets ramping in from center out, small tools and small radial step over. the .050 floor thickness is your rigitity. IMHO the area is too small to waste time on vacuum. you have nice walls to support the sides once you get there.
GL HTH.
-
oh and make sure your settings lower right are shaded and not outlined shaded. Large models or models with actual threads modeled into them will drag major xxxx.
-
IMHO Datums are always Zero. I do have them supply reference #s back to edges of stock / fixed jaw / resting surfaces.
-
Recently we just did a very tight 4 axis job (the operators 1st 4 axis job, our pro recently retired). Took a bit to explain it to him.
I'd like to give him something neat he can play with to get used to using it.
Would anyone here have any cool examples or neat sample ideas for 4axis wire that I can program up for him?
I mean I could always do the circle star thing. but someone must have something way cooler than that.
TIA
-
Pretty sure there is a Time limit after installing HLE
-
I found an example.
-
2
-
-
The only thing I did differently was to keep all the config files on the operators PC. everything else was vanilla. tools, materials, posts, .mcam files, c-hooks all on server.
We do see sometimes that our mmd will lose it's pathing but only on 1 or 2 seats out of 7. although we all use the same server based mmd and pst files once or twice a year I'll have to scramble and repath a specific seat back to the network location. (modifying the mmd) can't explain how a random seat can revert back to c:\ where there are no posts even present. Pretty sure its a network issue.
THREAD-MILL PASSES VS CONTOUR PASSES
in Industrial Forum
Posted
2021.... So... trying to explain to a greenish programmer... Thread-milling multi passes leaves half the amount per side VS Contour leaving the exact amount per side. ffs Its wrong.. it should be the same as contour...
smh.