




.jpg.1d0c9069edb5ce000980cbe1b76f0865.jpg)
CEMENTHEAD
-
Posts
359 -
Joined
-
Last visited
-
Days Won
4
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by CEMENTHEAD
-
-
although I do miss the YELLOW TEXT menu to the left.
-
looks like a graphics card issue. tbh
also looks like an X version. which I'm pretty sure they won't support anymore.
-
 2
2
-
-
-
use the .SET file version. The active reports are sooo painful. shiny but still painful.
-
1
-
-
7 minutes ago, JParis said:
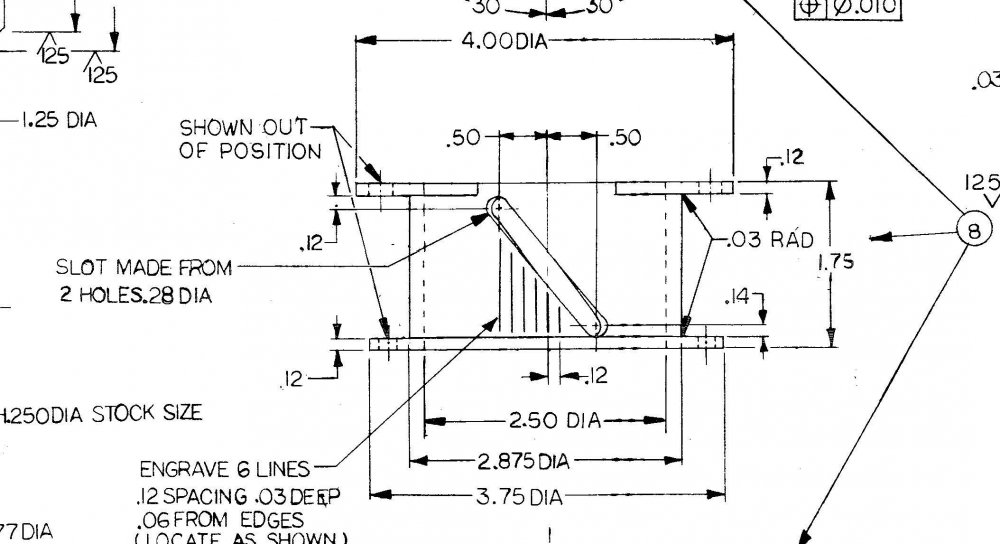
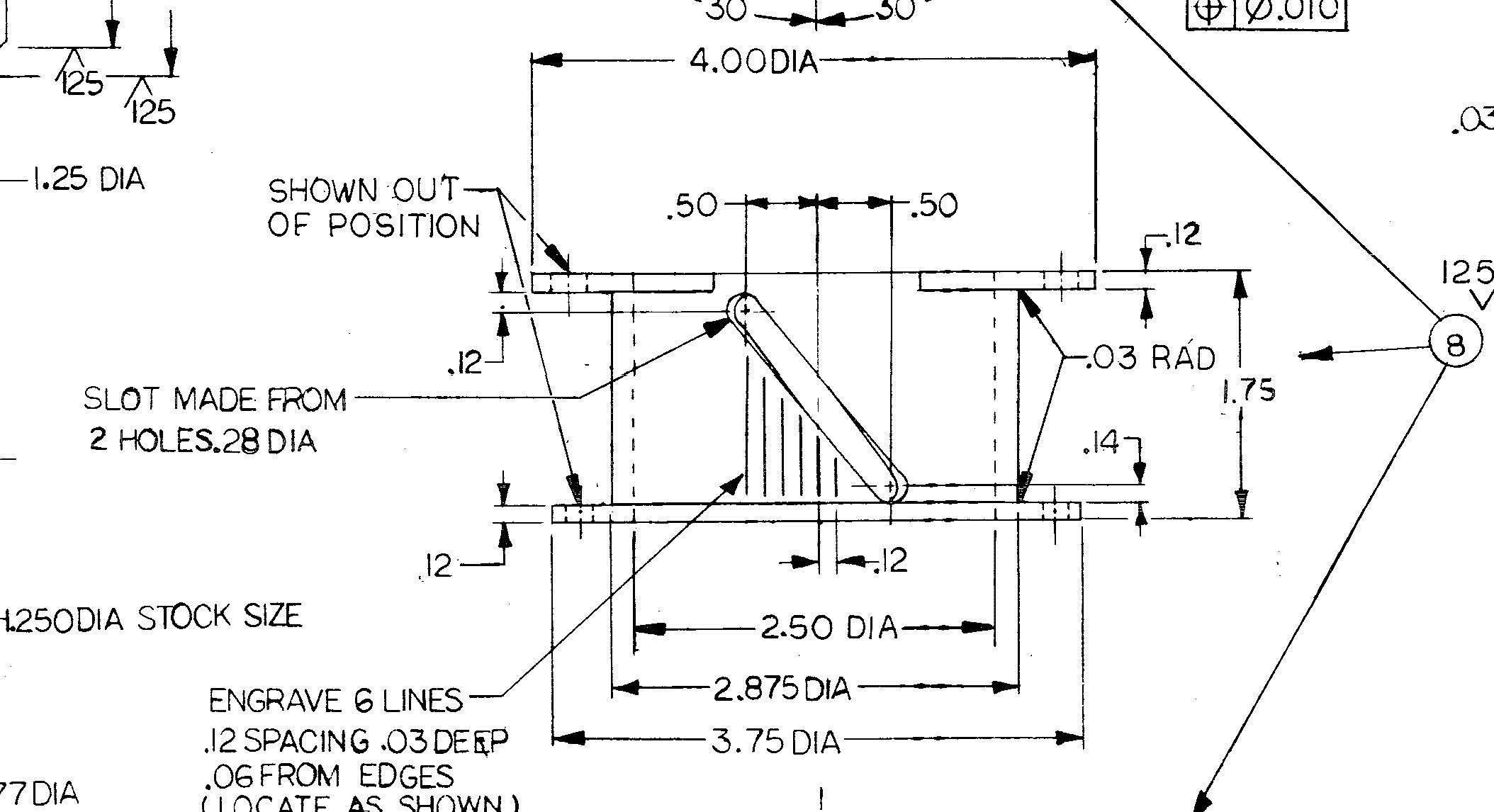
The print shows it as a straight line dimension but the drawing clearly shows it as rotated end holes of the slot...
I have the assy dwg, a pin on a shaft follows the slot as an indicator. I know Its a xxxxty way to dimension it. should be a section view with angles. (dwg is from 1985)
-
2 hours ago, #Rekd™ said:
Not sure if this will help but to make the Booleen tool portion there was a video posted on the main Mastercam forum.
That was my first attempt, I did a .28 square normal to the angle and sweep thru the cylinder (hoping to fillet the corners after) but it yellow box errored out.
-
1 hour ago, crazy^millman said:
Where did you get the swept shape from for the wireframe?
projected the points onto the cylinder, unrolled at Ø2.875, Create 2 lines tangent, -- ReRoll
The machining part is done, I was just banging my head on the model. I could have sworn I've done this before. like I said I just hit the wall on this.
-
1
-
-
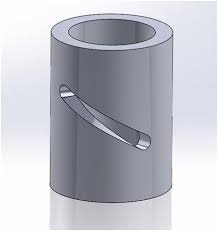
I could use some ideas to model this feature. Can't seem to figure this one out.
I can unroll geometry to machine it. The programming part is done (axis sub), But modeling it I have hit the wall.
I attached a mcam 2021 file of the problem area.
-
22 hours ago, cncappsjames said:
.025mm = .00098"
NOT faceted.

ya ya .. I didn't see MM always thinking Imperial...
-
 2
2
-
-
¿ seems backwards here, what you have circled will break all your lines and arcs to .075 long segments. yet your total tol above seems real high at .025 and will give you an extremely faceted surface.
My default for smooth finish is total tol = .0005 and what you have circled I use a large number like 22.0 (I don't want to break circles, slplines or lines). I also check the "line/arc" box with XY on. (smallers up the code)
-
On 5/5/2021 at 11:10 AM, TERRYH said:
it gets very very choppy and often stops
I don't know if you have this on or not, but having "outline shaded" on can cause that to happen on very large models. try using "shaded".
-
Agreed wit JP, we do similar parts, We 5X swarf the walls and surface the floor and rads on the top. (Tapered pintles is where all the fun is at)
-
1
-
-
ditto
-
On 4/6/2021 at 3:52 PM, AMCNitro said:
You can ramp down to a depth then do another Ramp from the original depth to the finish depth
That's what I normally do as well.

-
1
-
-
I always copy over our old posts into the new version, backing them up as well. then update them. (comparing the output to the previous version.
Always side by side installs!
I never just update the old ones. you could be left out in the cold with no running posts.
-
IMHO I would ramp/circle mill the holes thru, much less pressure and waaay less of a burr.
-
1
-
-
model prep, modify feature, have create body selected.
-
I also use Fixed segment length. when using dynamic paths and cutting splines sometimes you can get a series of breaks in a single axis move. this eliminates them quite well.
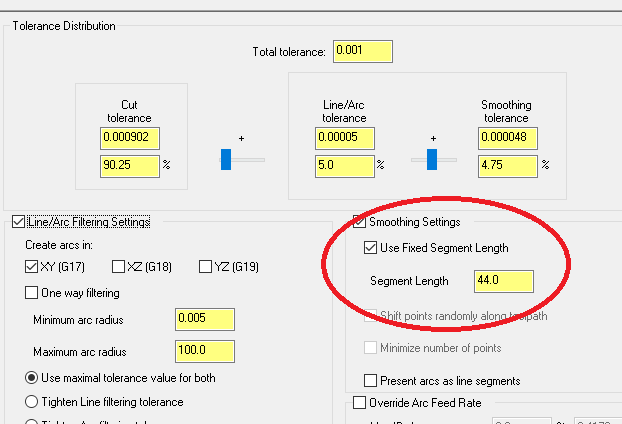
(WITHOUT FIXED SEGMENT LENGTH)
N1G17G98G40G49G80G90
N2G0X0.Y7.
N3T1M6
N4S1000M3
N5G0G90G54X-4.2745Y2.4416B0.
N6G43H1Z4.
N7M08
N8Y2.4415Z.1
N9G1Y2.4416Z0.F10.
N10G41D1X-4.2245
N11G2X-3.1005Y2.6916I.5898J0.
N12G1X-2.2949
N13X-1.2949
N14X-.2949
N15X.3784
N16X1.3784
N17X2.3784
N18X3.3784
N19X3.8539
N20G2X5.0489Y2.4416I.5714J-.25
N21G1G40X5.0989
N22G0Y2.4415Z4.
N23Y2.4416
N24M09
N25G0G28G53G49Z0.M19
N26G90X0.Y7.
N27M01
(WITH FIXED SEGMENT LENGTH AT 44.00)
N28G17G98G40G49G80G90
N29T1M6
N30S1000M3
N31G0G90G54X-4.2745Y2.4416B0.
N32G43H1Z4.
N33M08
N34Y2.4415Z.1
N35G1Y2.4416Z0.F10.
N36G41D1X-4.2245
N37G2X-3.1005Y2.6916I.5898J0.
N38G1X3.8539
N39G2X5.0489Y2.4416I.5714J-.25
N40G1G40X5.0989
N41G0Y2.4415Z4.
N42Y2.4416
N43M09
N44G0G28G53G49Z0.M19
N45G90X0.Y7.
N46M30
% -
I had this problem earlier this week (not as bad tho) I fixed it with a small line tangent at the feed in and out.
-
I'm sure were all aware of how offsetting a line reacts whether your are in 2D or 3D. ( 3D keeps the Z of the existing line while 2D uses the Value in the Z field ), this also worked the same way creating lines using parallel or perpendicular.
That being said. in 2021 "automatically determine Z depth" is available on create line endpoints, and even line perpendicular BUT not on Line Parallel.
Create line Parallel no longer changes depths between 3D or 2D. Seems stuck in 2D mode.

-
or... Alt+Space bar
-
Also make sure the cable is not looped up or crossing any power cables either .
Sometimes people get lazy running cable and loop up the excess at the end or loop it up with other cables.
It forces data to pass near the same point multiple times causing a small magnetic field which can cause data corruption/loss.
-
1
-
-
We tape cloth over all the ways, and run dry with the vacuum. I also find Cobalt is the best as you are going to have to a bit of regrinding.
-
our IT guy disabled the AV and it seems to be fine as a work around.
But no AV will have to be addressed.
Need Help- missing feed rate on 4axis motion
in Industrial Forum
Posted
Pretty sure your HAAS has a parameter to set the Diameter of your rotary, I'd check that.