Eric@HorsepowerInc.
-
Posts
188 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Eric@HorsepowerInc.
-
Fanuc 31I-A5. Warning
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
Also here is what we received from Fanuc thus far. First, does the program include a "G65" Command? When it changes to CNC Memory from DNC Memory, do you get an alarm or does the machine's movements indicate the program has changed? Do you notice the mode of the machine changing from REMOTE to AUTO? For tracking purposes, I recommend activating operation history and monitoring DNCI (G43.5). This will indicate two things. First, it will indicate if this signal is transitioning during the program thus changing the mode from REMOTE to AUTO. Secondly, this will indicate the date/time the transition occurs helping to locate when the mode changes. For your convenience, I started a service request of "XXXXXXX". If you have any questions, please contact FANUC at 888-326-8287 (Press 2 for "CNC" and 2 for "Service") -
Fanuc 31I-A5. Warning
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
Must be slightly different on our control then, we are at fire hydrant status LOL( card runs thru channel 4) We never use RS-232 ports on machine only thru PCMCIA card or USB -
Fanuc 31I-A5. Warning
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
Foghorn, just out of curiosity why do you feel running DNC from card vs sub call to card is so different? -
Fanuc 31I-A5. Warning
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
. Excellent, that is good info. We sent the issue to Fanuc and will wait to hear what they say, in the mean time I will give this a go. Thanks -
Fanuc 31I-A5. Warning
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
File size on card is over 15 MB over 750,000 lines of code/filtered Machine is a Doosan DMN 400HS 31i a5 Table/Table 5ax The program runs flawless when a program# in the control does not match a # on the Card -
Fanuc 31I-A5. Warning
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
That's fine, take the info however you like it was just an FYI. Not a new user here, thousands of high code programs ran here weekly and have never seen this happen. If it were only as simple as a M99.....Only program on card, no sub jumps, etc. Like I stated I will talk with Fanuc and post their findings. -
Fanuc 31I-A5. Warning
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
Newbeeee, running drip feed, directly from card. We have been doing this forever on other machines, just first time I've had an issue. -
I just thought I should pass this along as a warning to users of this control. Im in the process of running some extremely long programs that have to be ran off a card, and ran into a glitch in this control that I will be calling Fanuc on to see what they say. Control is a 31i a5 fully loaded with 1000 block look ahead, and believe look ahead is the issue. I can only figure the man above and rapid 0 saved my 7 hr part from the junk bin. The short version of the issue is I WOULD NOT HAVE A PROGRAM ON THE CARD AND IN THE CONTROL WITH THE SAME PROGRAM #. I never even though of this nor believed it could happen when running in tape mode, but the control decided to jump into the memory for a portion of the program. I duplicated this away from my part as well multiple times, so i believe in fact it is a glitch and just a user beware. I will update this topic after speaking with Fanuc. Just thought I should advise users of this potential crash issue.
-
All fixed, thanks to the guys at Renishaw! That being said, for any new Haas buyers be aware some of the probing routines are incorrect! Make me wonder what else is wrong, time will tell. Just an FYI
-
We just added another Haas, yeah I know. Anyhow, with our 2010 vf5 we do some part probing to re-square castings on our TR-160-2, we now basically have the same thing with the new one but just a SS model. We are trying to run the exact program that is from the older Haas, but the probe setting are goofy. When trying to reset the rotary position, it inputs the value in the A axis offset, not the B as it does in the older Haas. Why would the exact same routine input the value in the wrong place? A parameter/setting? Going to call our reseller in the a.m., but very frustrated at this point. We have checked all the macro statements, none show a change from these two machines. Any ideas?
-
Multiaxis CircleMill toolpath question
Eric@HorsepowerInc. replied to kool's topic in Industrial Forum
I asked our reseller this exact question a few times, over a few releases. Basically no, but if we keep asking maybe!??? Don't hold your breath. -
Iscar fast feed mills
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
Mic6, this is the best I can do for you, no video.
-
Iscar fast feed mills
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
Lol, made the parts and moving on to the next job! Maybe next time, just for you. -
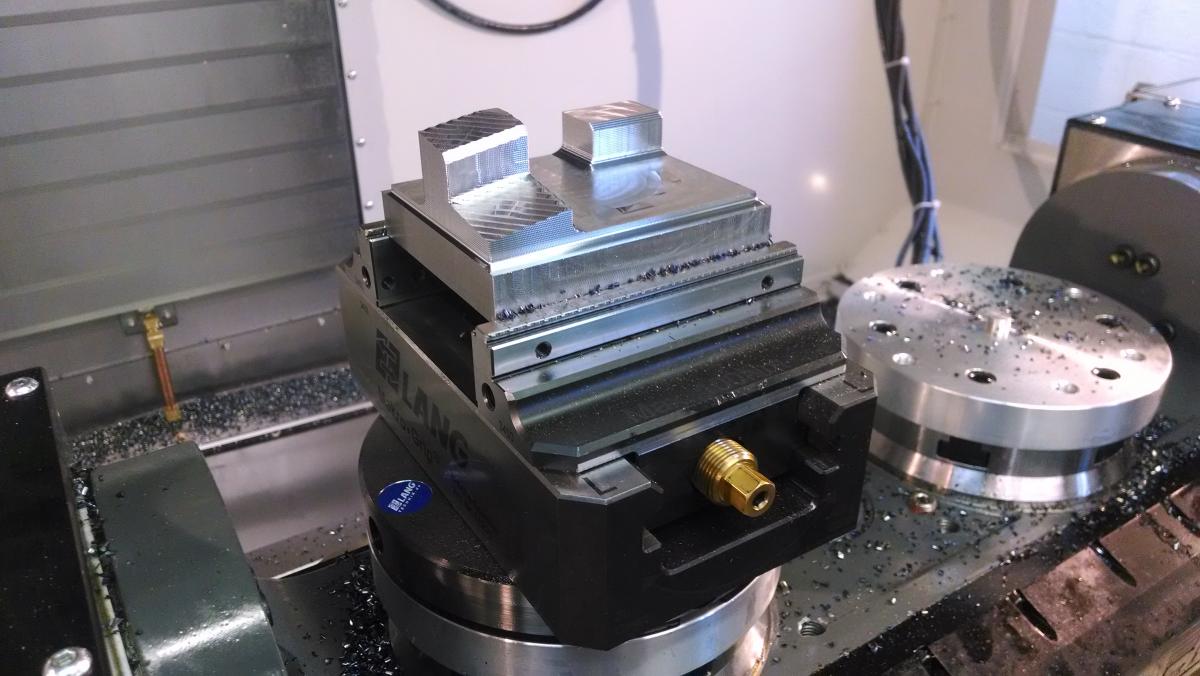
Just thought I would share my recent usage of Iscar's fast feed mills. Simply put, they rock! Even made our Haas look good! I just used their 3fl 3/4 FF mill on a 4140 5 axis project, so not the most ridgid set up and was able to rough thru 2 parts taking about an hour and a half each at 600sfm .028 doc and .011fpt. The most impressive part is I feel we could still do a few more parts or push it harder. I may have, but this was our first go with this cutter in our new Lang vise, and I was only hanging on to .1 of stock so I didn't want to push my luck. Anyhow, just thought I would share for those needing a great roughing mill.
-
A big thank you to everyone for the quick reply, very good info. This job may be a tough one, its a small part around 1in o.d. and 1.5 long, with a tough bore dimension. The bore is about 7/16 dia. and 1.25 dp. with a call out of flatness and parallel to the end within .0004. Ouch! I may have to pass on this job, even if its wasn't Ti. Again thanks to all that replied.
-
Looking for some advise on machining quality of this material. This would be our first Ti job so not even sure how to quote it because we have never machined any Ti ever! So looking for some advise on how tough/easy this material is, maybe a comparison to something else? we have cut 4142, A2,D2, 303/304,316 and such. Any input is much appreciated. FYI mainly a turning job with the exception of some milled flats. Maybe the biggest thing that scares me is I only have till today to quote. Thanks in advance.
-
Makino PS95 V Doosan DNM 500
Eric@HorsepowerInc. replied to DavidB's topic in Machining, Tools, Cutting & Probing
. David, you may want to check the Doosan for chilled ball screws. On our 400 we purchased last year in the process of looking for a slight loss of chiller oil we pulled back the guards and behold, chilled ball nuts. The machine spec said it didn't, maybe we just got lucky. Just any FYI. -
Tozmaster they look to be an exact copy of the lang, whomever had it first. We are not so much using the vise but the quick change feature for parts/fixtures to speed up the loading process. I believe Lang and Jergens are the only 2 that make a quick change base like this. I believe you were referring to 5th axis products? They do look nice, but not what we needed. I do really like 1 thing with those, Made in the USA!
-
Just a question for the guys using these, if your running them on your 5ax machines what did you do about lining up the hold down to the T-Slots? 4 of the units will be going on our Haas's and only 2 of the 6 holes line up, for our Doosan's, we have to make an adapter, so no issue there. Did you only use 2 Bolts( that scares me), or did you add holes in the Lang unit that align with the T-slots? The only thing that stinks is you can't get equal spacing on the holes, and can only add 2 more.
-
The vise is exceptionally smooth, yes moves by your finger tips. We have not got the press yet, we work mainly with Alum. here, so time will tell. Those guys are extremely good to work with, they sent these out with a 2 week trial period. The platters are around 1k and the vises 1500, but this is the largest vise they make. The quality seems very good, 2 turns locks/unlock parts/vises etc. so this should speed up production dramatically. Only time will tell, and we've got thousands of parts to run, so we will see how they hold up.
-
Very nice, now were ordering 4 more to speed up production.

-
Haas UMC-750 General Questions
Eric@HorsepowerInc. replied to Justin Beebe at Folsom Tool's topic in Industrial Forum
. Yep, you are exactly correct! Which is why we just sold a machine and picked up a pallet horizontal. You either invest in your future or wonder why you don't have any work. -
Impressive, to say the least.
-
Floor thickness
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
Ok, so a follow up on this. We have 2 other contractors stopping, apparently the first guy was way, way off in left field. They both thought we should be able to go 23" or more in the 12-15k range. : ). Much happier already. I think the first guy got his math wrong, or looked at the parts we make and saw$. Keep you posted on an update next week. Thanks to everyone that took the time. I will post pics as we progress. -
I am looking to get your guys experience and knowledge on floor thickness. We are set to receive our new horizontal a month or so from now and looking for floor advice. I know thicker the better, but need honest advice on what minimum is safe for this machine. Weight is about the 29K mark, we are having the floor cored this week and tested, I'm guessing in the 4-6in range. Foundation specs say 23in but that is a way over kill I believe, again I know thicker the better, but that cost big dollar. Just the concrete(4000psi) mix at 15in would run $60000. What are you guys running machines on with close to that weight?