Eric@HorsepowerInc.
-
Posts
188 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Eric@HorsepowerInc.
-
1-12 UNJF chase die
Eric@HorsepowerInc. replied to So not a Guru's topic in Machining, Tools, Cutting & Probing
-
1-12 UNJF chase die
Eric@HorsepowerInc. replied to So not a Guru's topic in Machining, Tools, Cutting & Probing

-
We’ve had great luck with these in Ti. Buy 2, jig grind the neck on one, run the standard as deep as it will go...finish with the modified one. Hope that’s of some use, good luck. Scientific Cutting Tools40 to 64 TPI, Internal/External Single Profile Thread Mill #4" Noml Diam, 0.08" Cut Diam, 3/16" Shank Diam, 3 Flute, 0.045" Neck Diam, 0.3" Neck Length, 2" OAL, Bright Finish
-
2-3 tpi turning
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
I did look into this originally, but there isn’t enough flank angle on insert or holder to do this...though they could be modified. The main reason this will not work is due to a wall just beyond the thread which would prevent us from being able to go far enough back with this style insert. Thanks for the input though. -
2-3 tpi turning
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
Perfect...exactly what we were looking for. A huge thank you for taking your time to help out. -
2-3 tpi turning
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
Thanks guys, it’s a female thread 4.25ish minor that we need to cut. I would prefer lathe only as thread milling will take far longer due to the qty. We need to make gages, so both ID and OD tooling. It is a standard 60 deg thread profile, 3 or just under tpi . Just having trouble finding inserts big enough w/o having to go custom...but if need be, we’ll quote accordingly. -
Looking for some help in locating some tooling capable doing 2-3 tpi both ID and OD. My vendor and I have looked, but aside from custom, 4tpi is the lowest we can find. Something similar to NT4l & R Thanks in advance, I know someone has done something similar.
-
It can be done, how this triple round thread with Higby’s look . When I get some time I’ll post what I can for you.

-
5ax with pallets
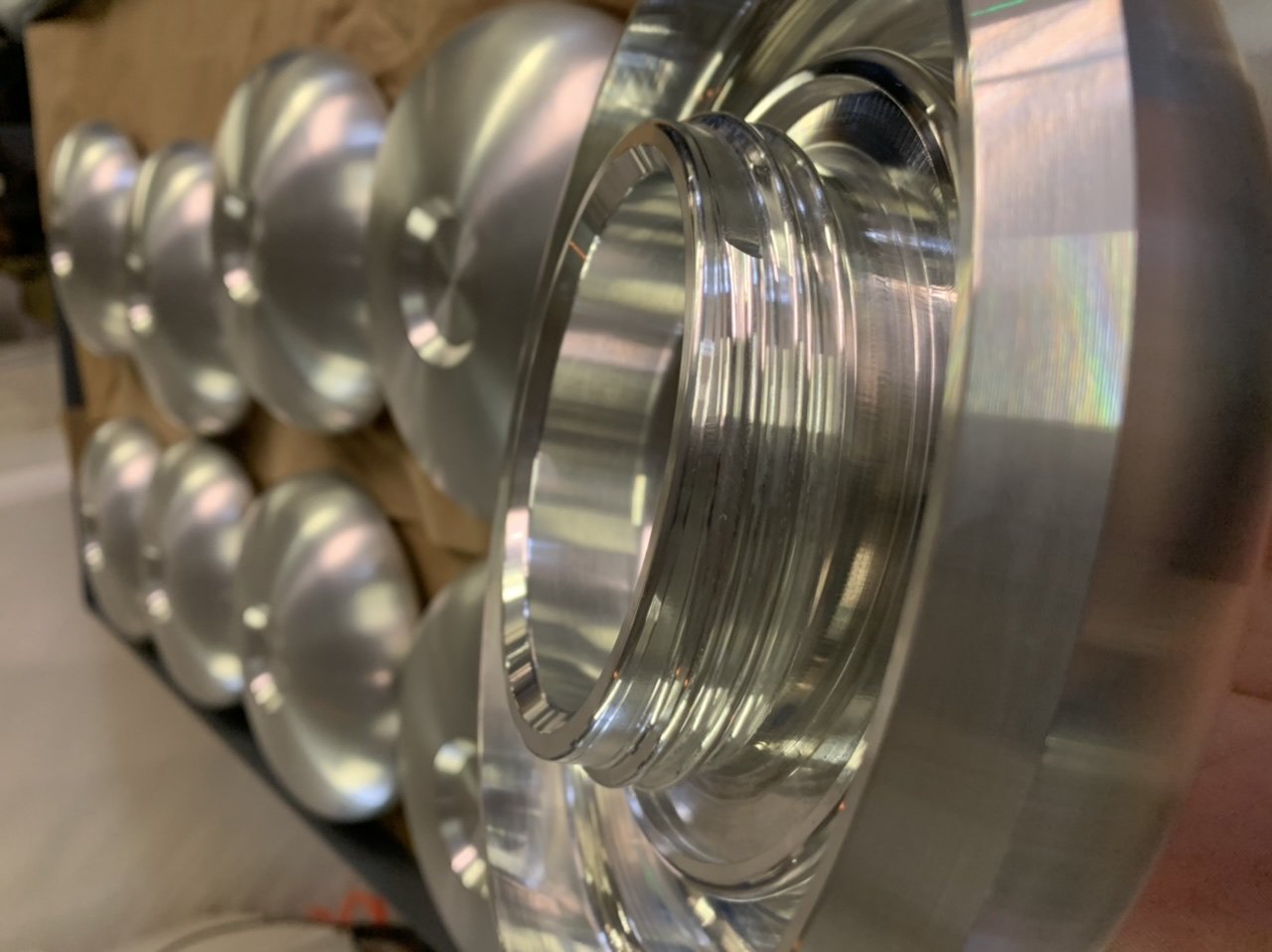
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
One of our biggest concern besides accuracy is table size and clearances, we use it all...all day, everyday from 0 to +120. This part isn’t as extreme, but gives an idea of what we’re doing and part size. A Haas with a Komo 5th, yeah you saw it here 1st lol. Thats how you make a haas significantly better. Had I known the newer control was as terrible as it is, never would have done it. A shame a company that started with indexers has such terrible ones. IMG_2356.MOV -
5ax with pallets
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
MKD thanks for sharing, that was a cut at your shop? Iscar HM90FAL 3fl ? Mind sharing the cut data, looked pretty impressive. Also, what distance was that cut at from tilt pt.? Thank you -
5ax with pallets
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
Cooled table bearings...now we’re talking. Any idea on accuracy specs for the machine, nothing listed on DMG’s site. We have been looking at a Makino DA300, and a Doosan DNM3505ax with glass scales. Makino has there own cell, the Doosan would use a Bot or erowa, I guess the Doosan is pre plumbed for hyd work holding. Is the Siemens or Heid that awesome? I do like our 31i’s, but I’ve always been a fanuc guy, until we made that one Haas purchase . It serves a purpose. Thanks for all the feedback thus far guys, hope you are all doing well. -
5ax with pallets
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
Do either of you guys have any hands on with these? I see it shares the same method of retention as a kitamura, my concern is the same as it was @ imts...repeatability of these. I cannot believe that Lang vise repeats like it currently does on our tsudakomos , due to the key orientation of using cat style retention of the platters. Our Lang platter and vises will consistently hold tenths between jobs and weeks on end. Thoughts? We use a ton of fixtures, so one part load to the next...or 6 pallets full must be near identical. -
Hope all is well with everyone. We are looking to extend the run time of some 5ax equipment and a machine tool in the 400mm envelope would be ideal. What’s available and quality with a 6-10 pallet pool and 60-100 tool mag. Thanks for any and all info.
-
Ramp z axis Zigzag all day long and be done with it. 1-3 deg pending on spindle speed available.
-
Nanocool cil300A-CL chiller
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
So....I find out today, parts for a 2011 model is discontinued, must purchase and entirely new unit. . Really? Wow! You don’t wanna know the quoted $$ -
Nanocool cil300A-CL chiller
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
Yes, but we couldn’t find it. A slight twist in the board allowed her to make chips all day. now...if we can get the board from Korea, or when is the question. -
Nanocool cil300A-CL chiller
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
I think we figured it out, and a half xxxx solution.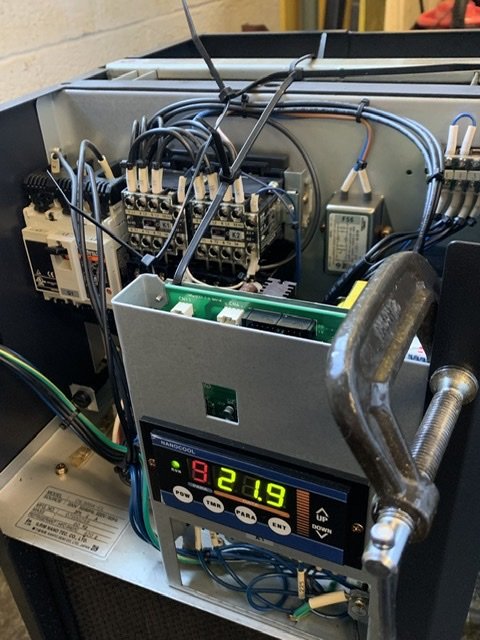
-
Nanocool cil300A-CL chiller
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
Leon it’s funny you mention flipping the breaker twice, that’s the routine we have been seeing to get her running in the am. Thanks for the insight, something we can try and look into. This chiller is on a Doosan, but I will say I’m sorta happy to hear they use this brand on Makino. -
Nanocool cil300A-CL chiller
Eric@HorsepowerInc. replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
Ron good to hear from you, all is good here...thanks for asking, we wish you and yours the same. The 3D gage is still an essential asset to our company and a key component to operations. I can honestly say there is a few jobs we could not have done without this piece of equipment. We have a pretty good maintenance schedule which includes fluids and cleaning ( removing sheet metal) and getting to the good stuff. The chiller ran fine for 6+ hrs today after finally getting it to power on. The units runs within 1 deg of another similar, no strange pump noises or tell tales. Then suddenly...kicks alarm 01 (upper limit reached). Parameters are has always been. We’re thinking a sensor glitching out or the main board. Hate to just start throwing parts...but technical data for unit is limited. I’ll update what we find out, hopefully w/o having to replace the unit. Of course it’s always the hottest job in the machine that shouldn’t stop. -
Looking for some help in diagnosing a spindle chiller that is alarming out our machine. The chiller will occasionally run w/o faults, but more often recently will alarm out the machine. The chiller will alarm during operation, or during initial power on. High/low temps are not the issue, when it runs everything seems normal comparatively to another machine tool with the same unit. The chiller screen blinks A101 when it alarms. Any help greatly appreciated, thanks for looking and keep them chips flying.
-
Are you trying to put the same chamfer size on all them? 2D chamfer works great for either. Does the model have chamfers or just hole minors? Lead in/out will be much easier on the tool, but you can make it plunge if that's what's intended as well.
-
JP, curious why you say it like that? There's not a single thing I/we couldn't do in X2 that X9 or so on has enabled. On board or off, we sail our own ship..generally hate to follow. Has kept us going very very strong! At some point I think people think too far into this, at the days end it's those that put quality parts out the door the fastest wins.
-
^^^agree
-
Maybe strange or otherwise, but I never-ever saw this until X9. Must be one of those paid for bugs we get free.
-
https://diy.haascnc.com/g-codes-lathes Maybe this will help you in understanding the basic g-code needed and correct definition of each.