Tinyfxds
-
Posts
332 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Tinyfxds
-
Yep. Just talked to my boss today about it. He forgot to tell me that we'd have to program the indexer for the rotation angles we'd need in order for the m20 command to work.
-
So basically at some point, some one programmed the indexer. I'll have to look into how that things work. Maybe you can have different programs set on the indexer
-
I need to machine a part on three sides and I will be using our indexer to do this. We've never used Mastercam to do this before, only PRO-E. The former programmer used a main program to call out an M20 between the sub programs. What I don't understand is that there isn't a rotation command after the M20 nor is there a rotation command in the sub program. There is only one offset call out as well. When they run this PRO-E program, the operator doesn't have to enter anything into the indexer, it will automatically rotate the part after each program with just an M20. So...what is telling the indexer to turn to 90 degrees or 180 etc etc? If you need more information let me know.
-
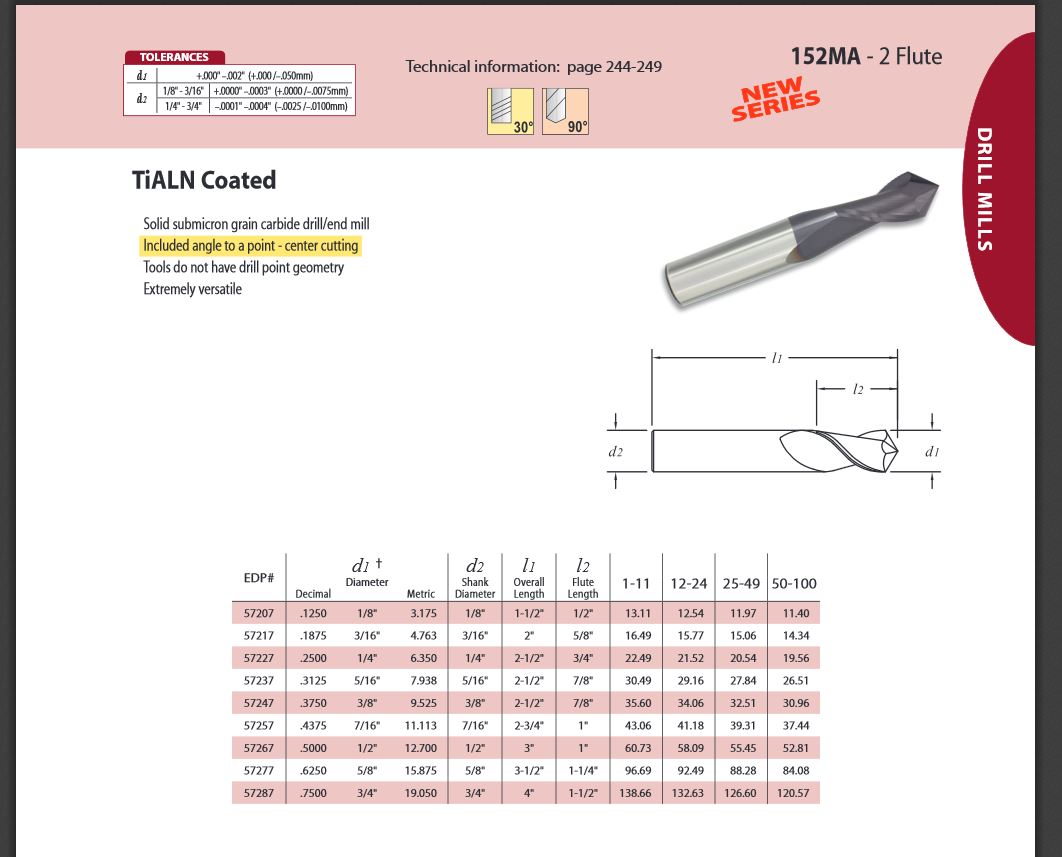
I believe the guy in charge is planning on replacing our current chamfer mills with these. One small problem, if these come to a sharp point, then every program I've used with our current chamfer mill will be wrong. Our current chamfer mill has a .020 flat on the tip. Maybe these will have a slight flat as well
-
We are getting a new tool vending machine and they have drill / mills stocked in the machine. The only thing we've used them for is engraving and I don't really think they do the best job at it either. I'm curious as to who has used them and for what applications they are used for. I would think you'd be able to use them as a chamfer mill?? We have Garr drill / mills P.N. 57267

-
We cut the roof in half on our Kuraki boring bars and made one half able to slide over the other half. This allowed us to position our parts on the table with an overhead crane. It works great, just remember to put a stop on the end of the track or there's nothing to stop the roof from sliding right off onto the floor....not that it has ever happened:)
-
That's why I said "general" guidelines. In this application I'm finishing a cutting a floor next to a wall and I need the small diameter to finish the radius where the floor and the wall meet. Mostly we cut aluminum but I wanted to see what people generally thought was a good starting point. Thanks! We have Hurcos which I don't think are much better than Hass. We have gone through 4 spindles in the 2 years I've worked here. We don't dare push our spindles any closer than 2000 rpm from max, even for short periods of time.
-
I found an article in Modern Machine Shop that was suggesting no more than a 10% depth cut for roughing and about 1-2% chip load for finishing. My RPM limits me on this one
-
What are some general guidelines for SFM and RPM when using small cutters? I'll be using a .062 carbide ball mill for finishing a drafted floor. Max RPM on the machine is 12000 and the cutter only needs to be out of the holder by .100
-
Currently my computer has an Nvidia Quadro K600 graphics card. I have a better shot at getting another K600 card then getting a really nice one (read into that as "expensive"). Would running two cards give me any advantage over running one card that is a step or two higher than a K600?
-
We have Job Boss and from what I hear from the guys that use it is that it's "ok". They still have some problems with it but I guess nothing is perfect. The other place I worked at had Vanage? (sp) I never heard anything bad about that software
-
I'm running X9 Beta
-
I agree. We are trying to work with what we got. I like using 90 degree spot drills simply because a lot of the stuff we do calls out for a 90 deg chamfer on drilled holes but using a 140° would be a small inconvenience if the holes turn out correct.
-
I am not using tip comp for the center drill operation. Everything I am finding shows that whether I use a 60 or 80 deg center drill Mastercam has it built correctly it just doesn't verify correct. I was using a spot drill but we are having a problem with the drills walking a little bit. We are using .098" diameter drills so we are thinking that the center drill option will work better
-
I can never seem to get my center drill depths correct. I have a chart that tells me how deep to send a center drill to get "x" diameter chamfer but when I go to verify it in Mastercam, it shows it's going too deep. Now it doesn't make a difference if it's a 60 degree or 90 degree it always shows that it's going deep. I'm missing something here, could my center drills be built wrong?
-
Quick Question. If my maintenance expires does that mean I lose access to my license and the ability to use Mastercam or do I just lose the support and the ability to upgrade to newer versions? I guess I never put much thought into it. We just renewed our maintenance but it got me wondering how it works.
-
It is a very useful tool to have. I never realized how much I used it until I started using X9 which, obviously doesn't have it yet. I miss the setup sheets the most. I will be waiting patiently until X9's release.
-
Hopefully X+ for X9 will be coming out soon.
-
I have not checked out the thread mill stuff yet. I"m just playing around with X9 right now. I've been opening up files that I've posted in X8 with X9 and reposting them to make sure everything looks the same. I'll probably make the switch to X9 in another month or two
-
Building a radius mill in X9 is AMAZING!! The tool tip is no longer linked to the radius. You can have whatever size radius and whatever diameter flat on the tool and it doesn't matter! (within reason) Finally. Thank you for making this much easier and less frustrating.
-

Mastercam X9 Public Beta now open
Tinyfxds replied to Jim Evans from CNC Software's topic in Industrial Forum
How does one go about doing that? When we switched to X8 our reseller updated the posts for us. -
Mastercam X9 Public Beta now open
Tinyfxds replied to Jim Evans from CNC Software's topic in Industrial Forum
Do we need to send our post in to our local reseller and have them update it to run X9? -
I'm glad I posted this. We do need a locking Helicoil insert which we didn't order and we didn't have an 8-32 Helicoil tap either. So now our purchasing department is trying to scramble and buy everything we need before the material show up today
-
I'll have to get clarification from the customer. They call for those two sizes that it must be a "locking insert" but then it also says all holes must have a Helicoil.
-
There is a call out on the print that the 10-32 and 1/4-20 need to be locking inserts