Tinyfxds
-
Posts
332 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Tinyfxds
-
Does the "Min Toolpath Radius" in OptiArea or OptiCore have any significant effect on rest mill programs if I set this to a larger radius? I will be using a .750 dia rougher and then rest milling with a .500" and then with a .250 endmill. I was thinking of setting the "Min Radius" to .125-.1875 (right now its at .075) to keep the .750 endmill from trying to machine really small areas that I know I'll be rest milling anyways. Thoughts or suggestions?
-
Thank You. I don't know why they would go about doing it that way but at least I know for future reference.
-
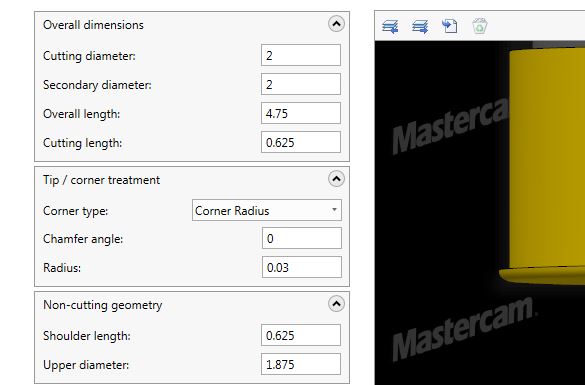
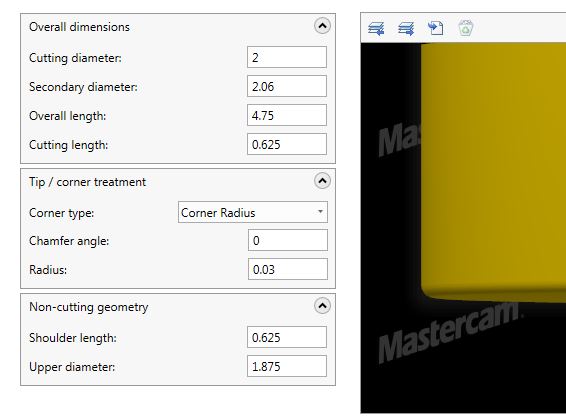
Can someone explain why tool doesn't look correct? I want to build a 2" fly cutter with a .030 radius. I put in a cutting diameter of 2". I'm not sure what the secondary diamter is so I put that as 2" as well. The picture below shows some weird geometry when I do this. Now if I type in 2.060" for the secondary diamater then picture of the tool looks good. What is the secondary diameter? What am I doing wrong trying to build this?


-
We used Surfcam and PowerMill to program our Roders and never had a problem. Now I believe whole-heartedly that Mastercam is vastly better than Surfcam and PowerMill so I would not hesitate programming a Roders with it.
-
This is more of an O.C.D. thing than a complaint. If I create my setup two view first and then create a setup one view, why can't I rearrange those views so that setup one ahead of setup 2 in the view manager? I know this is trivial but it kinda irks me that views are locked in order of creatation.
-
Got it. I had "Assign Tool Numbers Sequentially" checked under tool settings in the toolpath manager.
-
I am trying to import tools from a job tool library into an already programmed job. We have updated tooling so I need to replace the old tools with these newer ones. I have deleted the tools from the file but everytime it try and import the new tools into the file, it changes the tool numbers on me. I still have the tool paths; they are dirty because I deleted all of the tools, which is fine because I want to use my new tools for these tool paths. What am I not seeing here. How do I import tools from the tool library without my current file changing the tool numbers?
-
That's the ticket! Thanks
-
I don't want to change the color of my model but of the "stock shading". Its the icon right next to the show/hide stock icon. If you click it, you get a translucent red box that shows up. I was wondering if I could change the color of that red box
-
Where would I find the option to change the color of my stock shading? I've been looking under colors in the config menu with no luck so far. Maybe I'm just missing it.
-
Don't feel bad it's no surprise that Hurco would do things different
-
The two new new Hurcos we have are running WinMax controller in it?? Or maybe their software runs on top of the Winmax?? Not sure. I found the main program and it is using M20 to advance the indexer. That M code definition is "Advance the indexer one position"
-
I"m looking thru all the posted code right now and it looks like he might be using a main and sub program to call out the rotation. I just haven't found the main program yet.
-
There is a 16 pin plug that they hook up to the Hurco
-
Yes. When they set it up in the machine the arbor of the indexer is parallel to the X axis. I'll look again to see if I missed the program that uses the indexer. I do know that we have a part that machines all four sides using the indexer. The operators load the program and hit cycle start and it will machine the four sides without any other operator input. I'll have to do some more checking
-
I do not see any (A) rotational callouts in any of the programs.
-
We have Pro-E programs that use the indexer but we have never used Mastercam to program parts for the indexer. We could use Pro-E to program these parts but really the only one who uses it anymore is the owner and he's too busy with other stuff to be able to program these parts.
-
Thanks guys. I guess we are only making 2 parts so we will manually rotate the indexer. The indexer is a SMW ACCU Smart 60?? I can't find anything on the interweb related to this type of indexer. There's a surprise, my company buys on obscure off brand product that no one makes anymore <------ Snarkiness intended
-
Honestly I din't know, how would I figure out what controls the indexer?
-
I've ran machines using a Reven mist collector and was not impressed. Now, before you get out the tar and feathers, let me explain. I'm thinking the unit we had mounted up to the CNC was under powered because you could see mist shooting out of the exhaust side of the Reven. We would replace the filters and by the end of a ten hour shift, a noticeable fog was being exhausted from the collector. We were doing some very heavy machining of aluminum and maybe exceeding what the collector was capable of but it just seemed like it wasn't a good fit for what we were doing.
-
We have a job that we are quoting that would require me to machine the part on an indexer in 90 degree increments. This shouldn't be a problem but I've never used Mastercam to program a part using the indexer. How involved is this and what are some things I should look out for? This would run on a Hurco VMX42 (3 axis post) Not sure if that makes a difference. Any pointers would be greatly appreciated.
-
I had this happen to me about two months ago. I have since made a backup just in case this happens again.
-
Any help would be greatly appreciated. I wonder if my local reseller would be able to help me out on this? I'll have to send them an email and see.
-
I've been farting around with Active Reports and can't seem to find where to link the barcode to the "Manufactres tool code" field. There's a ton of options under the "tools" list in Active Reports but haven't found one that'll work
-
So the .SET file is outputting the code that I have entered into that field but how do I get it to output an actual barcode? Would I have to add commands to the .SET file? I will admit that I know nothing about editing posts so if that is the direction I'm headed I will need to get some help.