Pitka_Guru
-
Posts
144 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Pitka_Guru
-
Jay, where can I find this tool manager app you are mentioning?
-
True, you cannot open a tool library or DB but you can convert the library to text through MCAM or use the report function. From the report you can save as PDF, excel, txt, html all of which can be read from any android machine. Surely apple has an app for reading these file types? I'm not familiar with apple products btw.
-
Couldn't you just open the file in question from the server on a tablet?
-
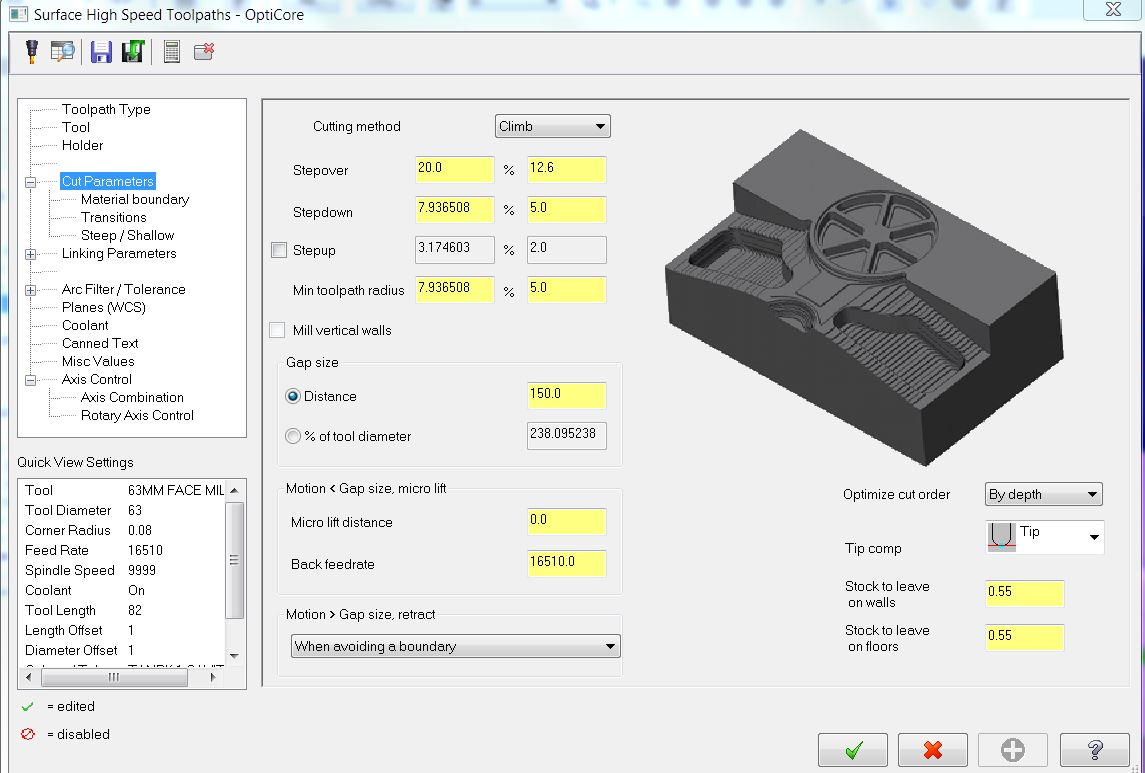
I can't, thats a screenshot from inhouse's webinar But I did notice it on a bunch of parts I was doing with X7 and I had my filter on. I had to set my retract to avoid boundary and to a distance of about 150mm. Chris, you have some Haas machines, is that correct?
-
Just watching a webinar from Inhouse's about new features in X8. I've noticed when dynamic milling on a part shape similar to this one, that my feed move is quite smooth but the back feed movement stutters like crazy. Mainly on the first passes from the outside of the part where it has to get back to the starting point by making a near 90 degree turn. Has anyone noticed this? I've avoided this by telling the tool to retract when avoiding a boundary but it seems silly that I should need to do that.

-
Welcome! Hopefully we can help you but can you provide us with a file? I would recommend staying away from the FBM toolpaths on this, especially with no experience. Do you know how you want to approach machining this part? I usually have an idea before I start programming what order I am going to machine the part in and how I am going to be holding it at every operation.
-
Only 3 thou clearance? Are you scared or something?
-
thanks! It's a Taegutec 63mm, 5 flute Chase-Alu. High polished, high rake inserts for Aluminum. Iscar has the same tool as its all IMC group of companies but I'm sure everyone makes a similar type tool these days.
-
Surprisingly with 100% rapids, my cycle time was very close to what backplot estimated. Normally if backplot says its 5 minutes, my cycle time is 10 minutes.
-
Ron, I wanted to try an End mill but we didn't have anything bigger than 10mm when I ran the part. It's nice to see that many of you believe the endmill method will be quicker so im on the right path. A funny thing I'm noticing with optirough is that the 1st few passes when working from the outside in are a bit jerky but then it smoothes out until it gets very close to the part shape. Some of the moves are so quick it sounds like the machine is lifting itself off the ground so I know what you are speaking of Jay lol. When running these feeds what types of load values should I avoid for each axis? I have had it up to the theoretical max of 833ipm but in fear of seeing the table come flying out of the machine I slowed it down. It likes to make banging noises at those feeds, not a confidence inspiring thing. I will do some mrr calculations and see where we end up and use the debug to check actual feed. Curious to see what it's running at. Thanks as always, this site is awesome!
-
So people on the new forum can see a picture.
Pitka_Guru replied to crazy^millman's topic in Industrial Forum
I have encountered situations like this, not on this grand a scale mind you. I label every toolpath and layer I use for the same reasons as Ron but I might only have 60 ops. Surely there is a way for this to be done with it out being too painful. My gut feeling is most users are not this organized? Good idea Ron. -
Those pics are great, not blurry at all. Thanks for your insight. Very clever steady rest and I like the rotary table fixture you made. Lots of good ideas for us to use in our shop. Cheers!
-
I agree! Translate 3d is too many steps. Jay's mehod will be the quickest by far the least amount of clicks for your dollar. However, It all depends on what you are comfortable with. If you are used to translating your part to 0,0,0 all the time, I would suggest you fight through and use the method Jay is describing. It might take a while to get the hang of it but in the end you will love it. Too many times we get caught up with what works and not what works best. Nice post Jay!
-
PITKA.MCX-7 Ive set a new WCS, is that how you want it?
-
Where would you want the datum on this part? I assume if you want to rotate the part that your vise jaws run perpendicular to the X axis? There are many ways to do it just depends on how you prefer to work. Are you used to translating the part to origin or do you prefer to Create a WCS and work from there? I would create a bounding box around the part, then make a WCS and set my datum to a corner. Then machine one half of the part. Create a new WCS and machine the opposite half. Thats my way and it may not be the best or easiest way to do it. HTH
-
I don't see a file attached miller. Thanks
-
Very Nice! So, the machine base plate never comes off the table and is fitted with locators and tapped holes? The Jergens vises you purchased are they the ones with the aluminum extruded bases? Do you find them heavy? Our shop doesn't have a crane and I'm curious if the vises mounted to a fixture plate will be light enough for someone to lift in and out of the machine unassisted? I also like the ability of the Jergens vises to quickly switch between hard and soft jaws. Is there anything you wished you had done now that you have the system or things you'd like to add now that you've been using it for a while? Thanks for taking all my questions and as Matt asked, pics would be sweet. Cheers!
-
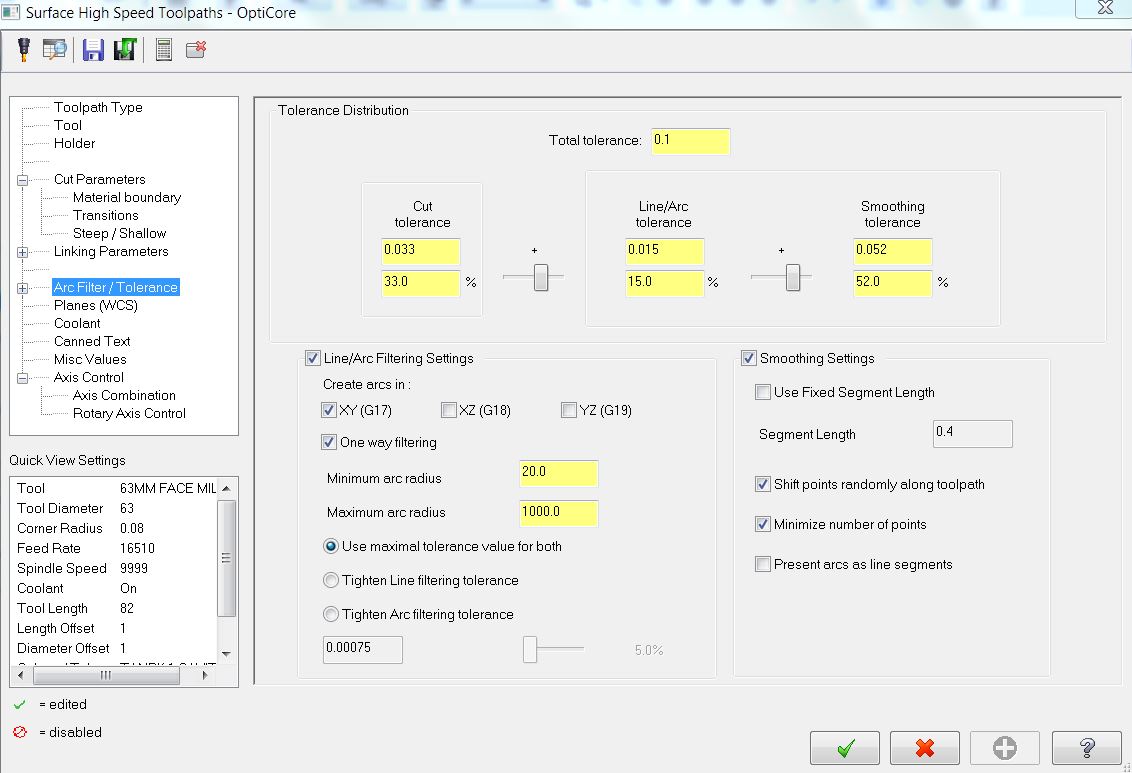
WOW, sorry guys, I just removed their filtering, that was absolutely terrible, lesson learned. I hope I didn't make anyone too sick lol
-
Ron, another Brand question lol, I'm assuming these companies where you are running 600+ ipm feeds have Makino's or similar high quality high speed machines?
-
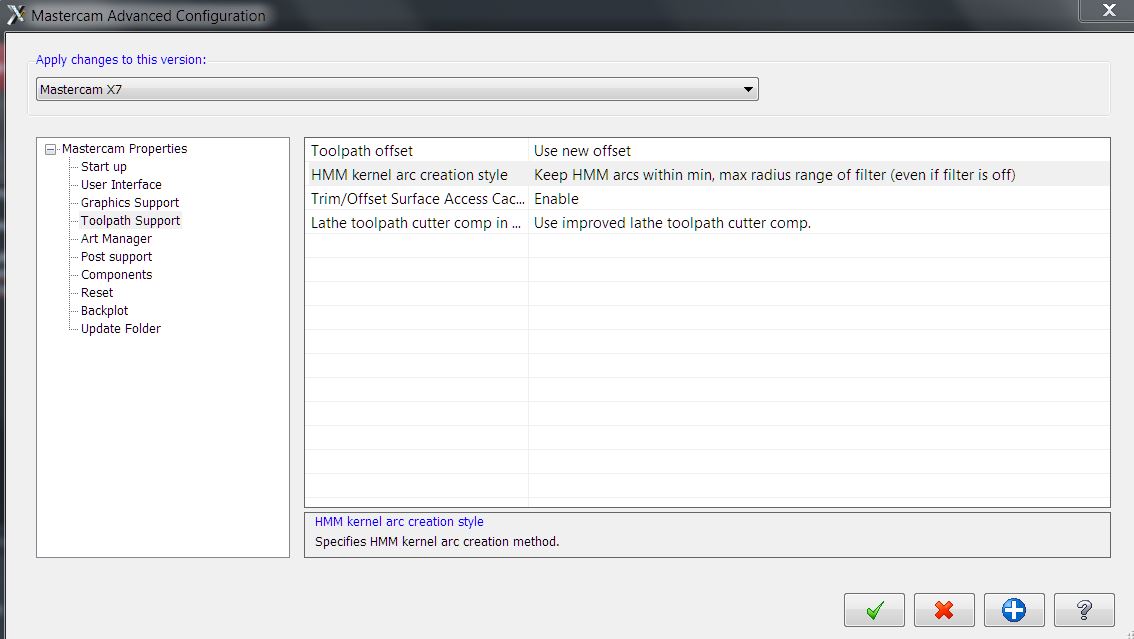
Thanks! The Haas settings are the defaults. I've used G187 P1 (rough setting) to override the default smoothness (which is P2 medium) My X7 settings are below And here is how I've set my advanced config. It seems like the more code I have the better and that the machine seems to stutter with small arcs, which is counter intuitive to me. I read your post with crazymillman about feeding your minimill really high. How are your settings compared to mine? I'm not certain these are the best it's just what I have found works so far.




-
Thanks to everyone's help, including the guys at CAMTOOL in Windsor I've managed to get our Haas VF4-ss running fairly decent. Here is a video running at a feedrate of 16510mm/min. (650ipm) using X7 optirough. Anyway, I wanted to know what you guys think of the smoothness and speed. From what I know the Haas control doesn't tell you what the actual feedrate is just the programmed or overidden value. So for the guys used to running above 300ipm does the speed seem about right? It seems a bit slow to me but over the past few years the machines I've used top out at 200ipm so my experience is limited. What ways would you guys rough this part out? I wanted to try a 12mm endmill with a big d.o.c but it's not something in our inventory as of yet. It's the first video I've taken and edited so laugh all you want, I know I did. Look forward to any feedback. https://www.youtube.com/watch?v=7jquN4UY_zw Cheers! Pitka Guru Pitka: "Rajneesh, I'd like an alligator soup, and make it snappy. Because alligators are snappy, and at the same time, I want it prompt."
-
Thats pretty sick! It still amazes me every time I see high feed and speeds cutting steel like it's MDF. What brand and model endmill are you using and what is the material?
-
Thanks Cathedral. Did you order everything from Jergens or did you machine anything on your own? And what about the vises? Are you using the Jergens or whatever vises you had? What work envelope are your machines and I know from the online price of one zero point system they aren't cheap. PM me if you are willing to offer what kind of numbers I'm looking at in terms of cost for one machine. How long did it take you to get one machine up and running with the full suite of Jergens ball locks? A few days, a week?? Thanks!
-
Hi Guys, Our company is looking for ways to reduce our setup times and become more efficient with our Vertical Mills. 2 VF-4ss and 1 Mazak VTC200B. Currently we use vises (crappy chinese ones..ugh) for about 85% of our parts. Except for some sheet machining that we made a fixture for a few years back. 99% of our parts are aluminum and here are some of the typical components we do throughout the day. Aluminum sheets from 1.5 to 3mm thick that are punched and then we face them flat so we are looking at vacuum holding for this application. 3D form tooling that we clamp in a few vises. These are between 20" and 40" long and get machined on 4 sides. We press 2mm sheets on the above tools, fasten them to the tool and they go back on the CNC for a slotting operation with a 1.5mm endmill. Various billet blocks which are usually not larger than 3x6x10", with multiple setups and anywhere between 1 and 10 pieces. Something new we are doing is thin wall billet (pic attached) which is roughly 12 x 12 x 4". In our first attempt at these we did 1 part at a time and had to make a fixture to hold it to cut the inside. Next time we'd like to be able to set up 4-6 at a time to run unattended. Now that I've given a run down of what we do any and all suggestions and recommendations are appreciated. What do you guys think of workholding sytems like Schunk VeroS and Jergens systems for locating fixtures quickly and easily? What about Witte Vacuum pumps and plates? Is the part attached above something we could clamp with Vacuum? Thanks in advance, Pitka

-
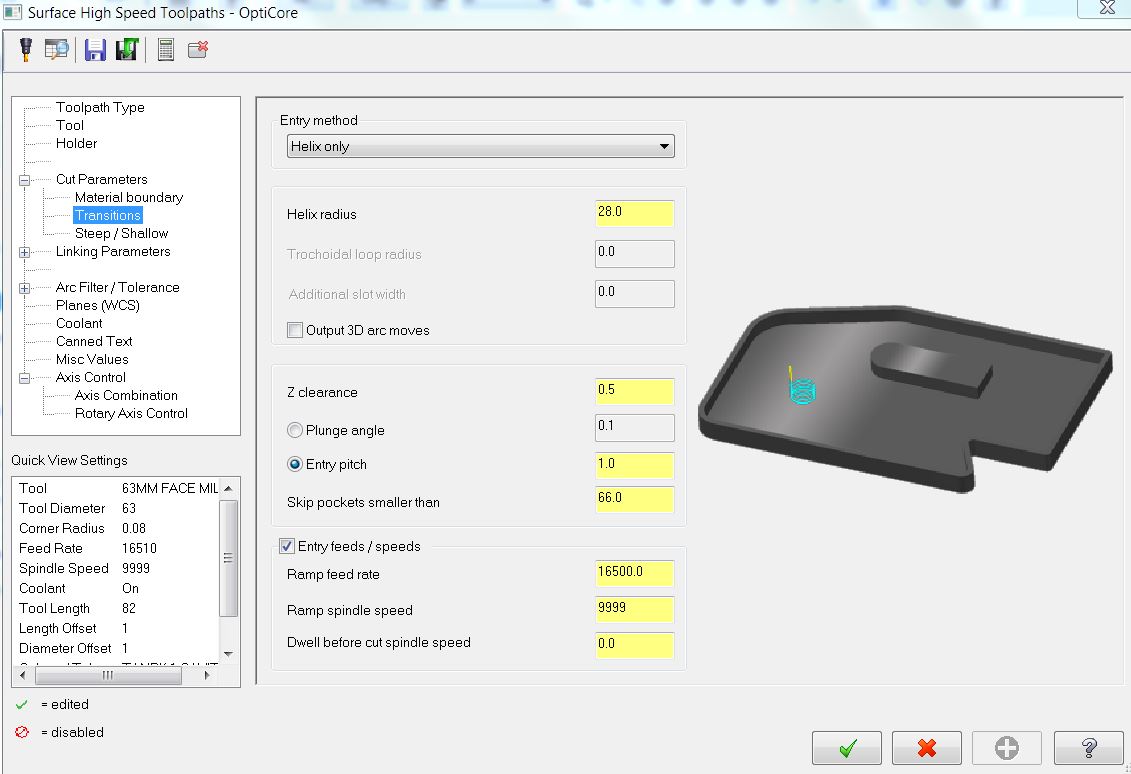
I don't have mcam handy but I think in the helix/ramp parameters page there is something for that. Or on the pocket finishing page you can see if thee is something in there. It sounds like you are just missing a ticked box somewhere.