Pitka_Guru
-
Posts
144 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Pitka_Guru
-
Yup, strange but true.
-
Can't get block delete to post
Pitka_Guru replied to BBprecise's topic in Post Processor Development Forum
Sorry for the the ad hijack and Merry Christmas to everyone. Colin I'm trying to PM about your 5 axis course but your inbox is full. Thanks -
They looked after me when when I went to look at the Mikron's and Matsuura's and i'm not even in their sales district. They spent over 2 hours showing me around and answering all of my questions. Makes me wish our shop was in southern Ontario, on second thought no, I can't take the cold anymore. Thumbs up to Elliott from me.
-
can you run a haas at 12k rpm cont.
Pitka_Guru replied to savagemachines's topic in Machining, Tools, Cutting & Probing
We run 12000 with balanced holders for 2 to 3 hours cycles with no problems. It's been 4 years and surprisingly the spindle is still ok. My 2006 Vm2 was not so good as I went through 2 spindles doing the same thing. We always runs the warmup cycle as well. Hth. -
what is a reasonable amount of time to learn 5 axis
Pitka_Guru replied to The_kid's topic in Industrial Forum
Colin, I emailed you through e apprentice but never heard back about this course. Unfortunately I'll be flying back to Australia on the Monday and can't attend but I want to take this course. Is there any way it can be taken after the fact? Will it be online somewhere that I could watch on my owe time? Please let me know as I'm very interested in this class. Thanks! -
Quick update. It turns out that Matsuura New Zealand now supports the Australian Market. So I stopped by the Matsuura and Mikron factory in Toronto yesterday to look at some of the equipment and ask questions. I don't know why but I really like the Mam72-63 and I have yet to hear anyone say a bad thing about Matsuura. Thanks
-
You know because I know for the same reasons lol.... I already do this but the name template threw me off and now that I do 5 axis work I can see having planes saved as well making life a little easier. Thanks JP
-
I have another question and hopefully it's not a stupid one. I've been trying to do as much of our 5axis work with positioning and avoiding simultaneous because we have a Haas. With a high end machine do you work primarily in 5axis and only use positioning when needed?
-
I'm trying to read up on these template files you guys are talking about but I'm a bit confused by the name. Is a template file, just a file of a Raptor fixture adn trunnion, (for example) that I merge my new part into before I get ready to machine it?
-
MORPH BETWEEN 2 CURVES BEST TOOLPATH EVER
Pitka_Guru replied to crazy^millman's topic in Industrial Forum
Thanks Ron! -
MORPH BETWEEN 2 CURVES BEST TOOLPATH EVER
Pitka_Guru replied to crazy^millman's topic in Industrial Forum
I'm trying to download this file but the link is dead. Does anyone have a copy of this somewhere or is it on the ftp site? Thanks -
Thanks for your insight. I actually know of your company, a friend used to work for Zdenik before the two companies merged and i don't remember them having such nice gear. Are you running Vericut or something else and is Mastream the only Cam system you use for programming? Cheers
-
LOL and PM sent mate. Thanks!
-
High speed 5 axis will be a big step for us in every aspect so service and support is going to be a huge deal. What type of support should be expected with a purchase of a machine of this caliber? This is uncharted ground for us as the samples I posted are the first mutliaxis parts that myself and the company have done using our Haas Trunnion. We will be needing lots of help programming and running a machine that is light years from a Haas in every aspect. Do the machine tool companies come on site for a few visits to teach all these advanced capabilities? Very exciting times and I'm eager to learn it all, glad there is a place like this that can provide answers to all of my questions.
-
Wow, if that's included with a Mikron it definitely seems like it's good value for something so powerful. With Camplete, Vericut is not needed, is that right? I assume Camplete comes with the post processor if you buy a Mikron? Does camplete add extra programming time versus just using Mastercam? I understand Mastercam's simulator doesn't simulate the G code so even if it does take longer, the verificaction is worth the time. I'm glad I posted this because i'd never have considered Mikron. I'very already contacted Mikron in Australia to discuss our needs.
-
Carmen, do you have a favorite among the two and if so why? What type of work do you guys do, automotive? Aerospace? I'm from Bolton, ON but working in Australia now so i'm wondering what shop you work in with such nice equipment
-
Thanks for all the great responses. I'very finally found Mikron's site, I had no idea they were Angie ChaChamillionaire, I know of them from my wire cutting days. Is the pricing of a Mikron close to that of a Makino or is it another step above them? A few of you have mentioned Camplete which I have yet to look into. What does this package do? Does it run on the control or on a separate PC? I'm not at at home so the Internet is slow otherwise i'd take a closer look at Camplete. Something I didn't mention was the part sizes. The largest parts we'd machine would be 20" x 10" x 6" (450-500mm x 250 x 150mm) I'm going to read some more and then ask more questions, thanks for everyone's input so far.
-
That's so sick and you could go faster still, wow! What feedrate is that running at and was it programmed with Mastercam?
-
If you want a working vacation no problem lol. I'm sure we are gonna need a good programmer once we get the new machine so I might have some roles to fill and I doubt I can do it with workers from Australia. To Joe, if I can get a true 250 ipm with an accurate surface finish i'd be stoked. I can run our Haas at 200 ipm (5000mm/min) 3d finishing in aluminum but with accel/decal i'm not averaging that over the whole part and the finish leaves much to be desired. I'm looking at Mikron's site but not sure if i'm in the right spot. Do you guys know a model number?
-
Thanks for the replies. Some Crazyman showed me a MAM72 in Chicago and I loved it. The problem is we can't get matsuura in Australia and like you say, support is important. Another problem with our geographic location is there is a limited knowledge base. I didn't expect to hear not so nice things about mori's lol but it's good to hear from the guys who actually run the machines. So Foggy, those options you mentioned, will I find them on a Fanuc control or will it be a Siemens or Heidenhein? Or all of the above? We have Mazaks but I'M not sure if thats the route we want to go for this next purchase, especially one where my neck will be on the line. The service and support at Mazak is lacking but we have these issues with everything, from mastercam down to our romer arms. Very small market with limited knowledge base. Thanks Carmen, I'll dig into Mikron and look closer at a Makino. Mr Leg horn has scared me with the mori's now . I'll do some searches and ask you guys some more questions. Oh, any ballpark prices on a Matsuusa or Makino that is similarly sized to the mori? The DMU40 evo linear with pallet changer was roughly 500K, in our neck of the woods.
-
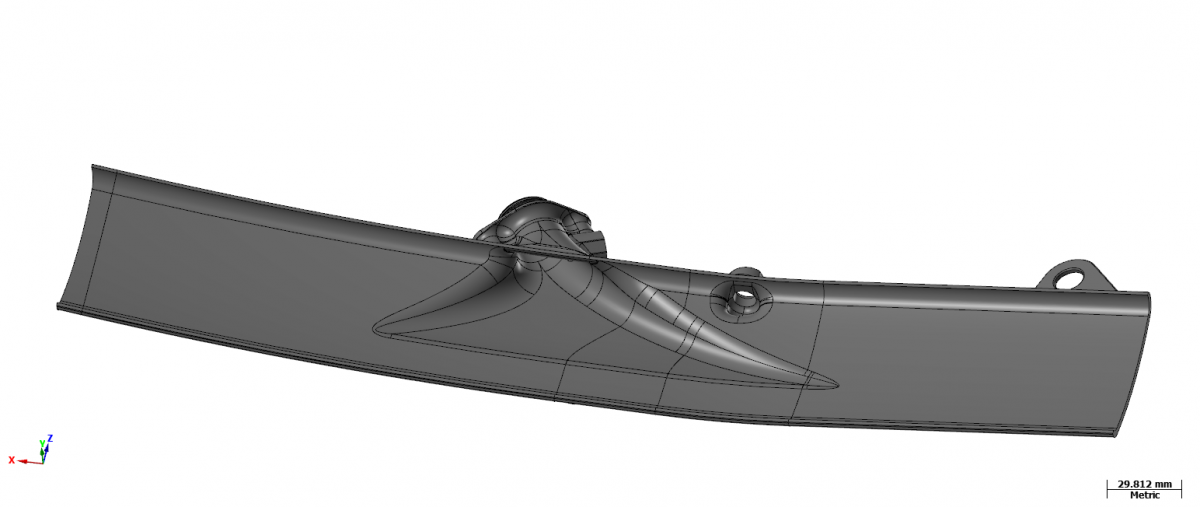
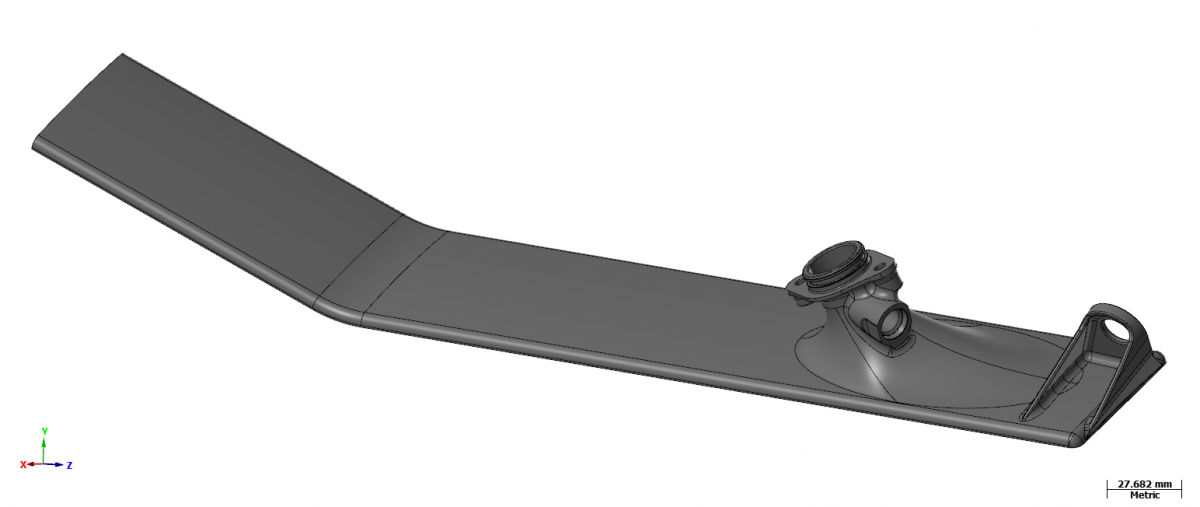
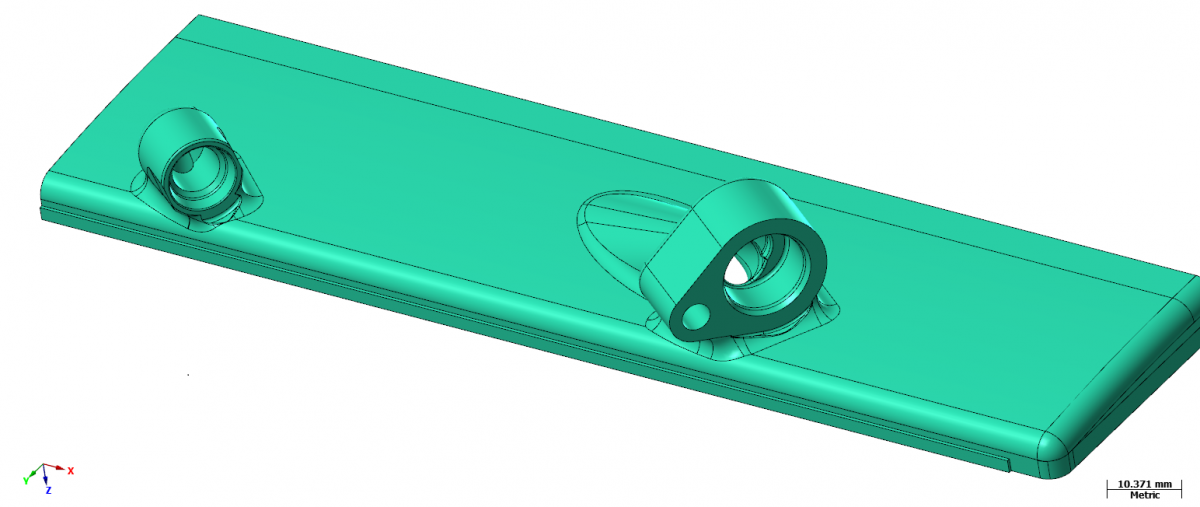
I can't attach a larger file so here are some screenshots.



-
Hey guys, We are in the market for a high speed, 5axis CNC. I've attached some sample parts, the material is 6061, and range in wall thickness from .05" to .09" (1.25 to 2.25mm) They are low volume from 1 to 12 parts with very short lead times. There are a few features with tight tolerances but nothing too crazy. Our main concern is the speed and quality of surface finishing. We've had a DMU40evo-linear quoted to see where pricing is at for a higher quality machine than our Haas lol. We'll be looking at Makino, Mazak and anything else that fits the bill and we can get in Australia. What are the cutting feedrates I could achieve on a machine of this caliber for surface finishing and 3d roughing? How beneficial is a pallet changer for this kind of work? What controls have the best features for high speed machining and have post processors readily available? What are some must have options? Thanks why is my max upload limit 700K? I cant upload the samples now
-
J Paris, that is one nice machine you have. Ron showed me one in Chicago and I'very been talking about it ever since.
-
Hey lands, I have experienced the exact same problem and I found a workaround for it. I had a part with 8 ops, op1 was in the top plane and ops 2 thru 8 used different planes. When I simulated starting with OP1 (TOP) all was good. But, If I simulated op2 only, the A-axis would show up facing the back of the machine but would post correctly. So i noticed if i'd simulate something in the top plane first, any plane change after that would be correct. Hth.
-
+1 million. I do the exact same thing lol