Pitka_Guru
-
Posts
144 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Pitka_Guru
-
This is not meant to bash cinch, I'm generalizing here. Most people don't want to have their life made easier in this trade. We run machines that are automated yet the many operators/programmers I've been around want to do the most work they can. Here are some examples. Not setting toolpath defaults for mundane settings like clearance or retracts Not working with incremental depths when using a solid model or when you have multiple depths for the same routine Analyzing and angle, writing it down and then re entering it in Xform rotate instead of using angle menu within rotate Using contour with an offset value and depth for chambering when there is a perfectly good chamfer program available Having 50 programs and not one comment in any of them Selecting 400 plus chains individually instead of using window chain I could go on and on. There are tons of things I do that I know are horribly inefficient and would love to have someone show me an easier way. I used the right click on quick mask at least ten times today. Thanks again Jay! Wait one more. Having a solid model and creating curves on all edges in the solid color and on the same layer (:
-
Me neither, that is a great tool to add to my arsenal lol. Thanks for that!
-
So funny to hear you say this. I said to a young machinist the other day, if you don't break a tool because you were tying to feed to fast how do you know what the limit is. I have no problem if someone breaks a tool for this reason but if you are smashing tools into the workpiece or a vise that's a different story. Some guys running 1000mm/min plunge feed and max 3000mm/min in fear of breaking a tool. Oh and by the way we cut aluminum almost exclusively. I showed them helical entry at 5000mm/min and they were like wow, aren't you gonna break the tool? Dynamic milling blew their minds lol. I don't blame these guys because when they were coming up they had no influence to show them how things are out there. Ignorance is bliss. This was a good read and +1 to preaching to the choir. And does anyone have any thoughts on how to help bring out the continual improvement/pushing the limits idea to other workers? Or do you either have it or you don't type of thing?
-
Help with smoothing machine motion on Haas VF4-SS
Pitka_Guru replied to Pitka_Guru's topic in Industrial Forum
Update. I've tried the roughing from Cam tool. The movements were smoother in some area's mastercam wasn't but overall they were very close. Either I have forgotten what my machine used to move like or the SS models ball screw pitch is the problem. The machine is feeding at 16510mm/m (650ipm) with both programs so that's pretty good considering it's a Haas. Hopefully I'll have time to try Cam tools 3d toolpath tomorrow. We are starting to do a lot of 3d surface machining so I can post some pics of the surface finish and feeds and speeds. -
Bnfab, if you can save that geometry and upload the file I can try it here and tell you which methods will work. As Greg said surface to surface or surface to curve should work but I can't see if the surface folds underneath itself. Thanks
-
MORPH BETWEEN 2 CURVES BEST TOOLPATH EVER
Pitka_Guru replied to crazy^millman's topic in Industrial Forum
Where is the plus 1 million button? Excellent post!!- 86 replies
-
- 1
-

-
- 5 AXIS
- PORTING LOLIPOP
- (and 1 more)
-
Help with smoothing machine motion on Haas VF4-SS
Pitka_Guru replied to Pitka_Guru's topic in Industrial Forum
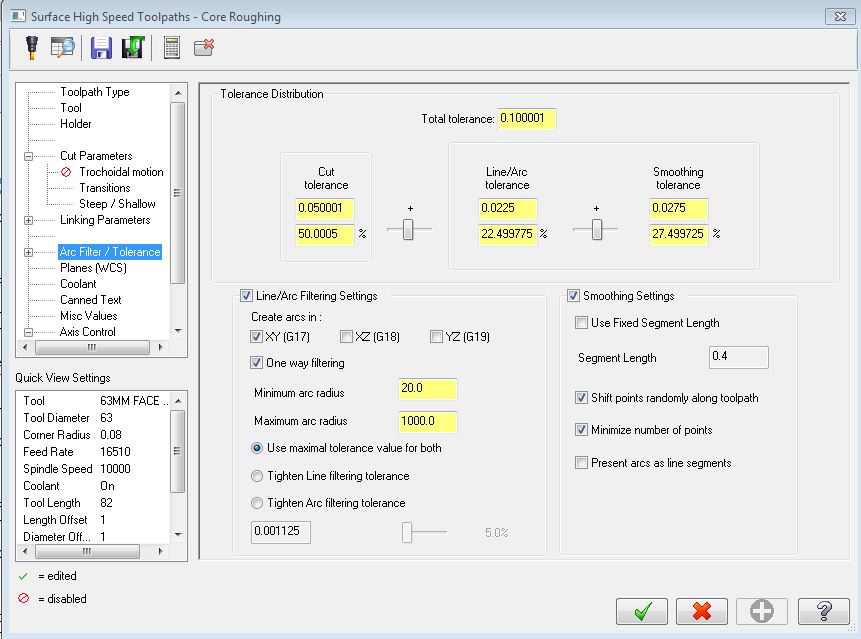
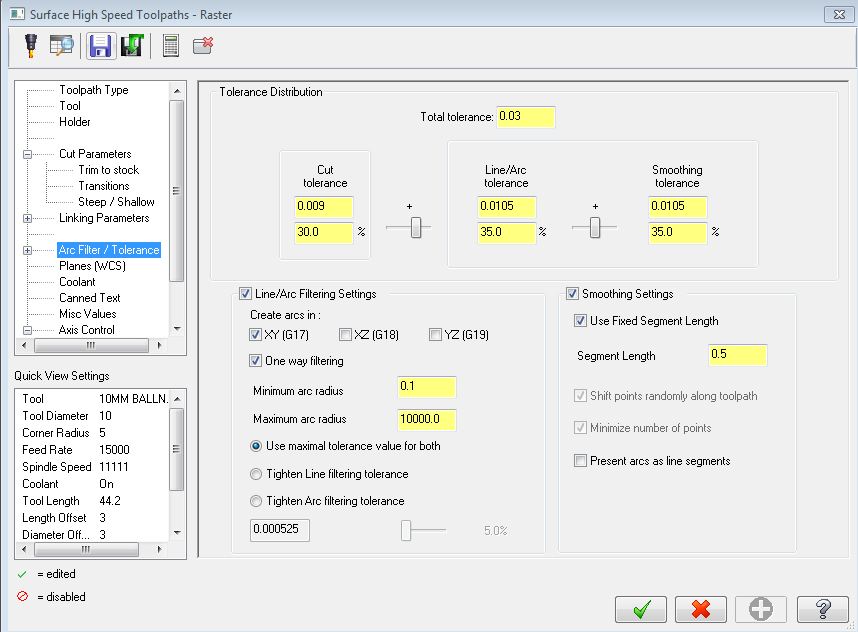
Glenn, have tried the setting you recommended and it was not as good as the settings I have attached. The two images are my best settings yet for roughing and then for finishing. With these setting I can run full feed of 16510mm/min using G187 P1 but it is still jerky on the moves where it enters or exits the part. While it's in the cut its pretty good all things considered. The weird thing is that with the raster settings below and no arcs anywhere in the code the machine will do 15000mm/min in 3 axes. It is definitely slowing down in 2 areas where I have sharp surface geometry but that is expected. The surface finish is not great but that is not my goal in this endeavor. I should have the camtool stuff on Tuesday, as Im in Australia so I need to wait for you all to catch up. Cheers!

-
Help with smoothing machine motion on Haas VF4-SS
Pitka_Guru replied to Pitka_Guru's topic in Industrial Forum
I've tried with no filtering or smoothing but it wasnt very good. I'll try the smoothing in the morning and hopefully CAM tool will get back to me Monday so I can test out their code. Im sure camtool wasnt arc filtering and my vm2 was flying so i think there has to be a setting in mcam or in the post that is giving me this problem. Benk, what sort of tolerances do you think I should run for roughing? Thanks for the suggestion! -
MORPH BETWEEN 2 CURVES BEST TOOLPATH EVER
Pitka_Guru replied to crazy^millman's topic in Industrial Forum
This post should be pinned somewhere, I cannot agree with it enough! -
MORPH BETWEEN 2 CURVES BEST TOOLPATH EVER
Pitka_Guru replied to crazy^millman's topic in Industrial Forum
That's Crazy, no pun intended lol, to reduce a cycle time by 30 hours, wow! We finally have X7 so I will definitely have a play with this morph between 2 curves. I used to use blend back in v9 but it was part dependant and I can see many spots I could use this type of tool path in 3 axis at our shop. I like an earlier post of yours in this thread where you mentioned how you've played with tool paths ad nauseum. This is something I try to tell the younger guys in our shop. There is always some time that they could try a few new things in a tool path just to see how it works. I'm they would find something that would make their life easier. Do yo u have any suggestions on how to get this message across to people? I enjoy reading your posts and can only imagine the hours you have put in through the years to understand how the tool paths work. -
Help with smoothing machine motion on Haas VF4-SS
Pitka_Guru replied to Pitka_Guru's topic in Industrial Forum
Thanks Glenn, i will give that a go SpecV and Htm1, I knew Haas changed the ball screws but I have never given it much thought. It is an interesting idea that due to the pitch, moves on a SS might never be as smooth as my old VM. I'd think that with the new high speed tool paths and all the corner rounding option we should be able to overcome this issue, at least when roughing? Thanks guys, I'll keep testing and let you know how it goes. -
Help with smoothing machine motion on Haas VF4-SS
Pitka_Guru replied to Pitka_Guru's topic in Industrial Forum
Hey Benk, Ive tried Brando's setting he posted earlier and it was very jerky motion. So I've set it this way because when the post outputs smaller arcs the machine stutters. After trying tons of tolerance variations the larger minimum arc runs the smoothest. It's strange because I can post a program with min arc set to .1 and when the machine reads a move of R6.5 it stutters. I'll take the same program and change min arc to 20 mm and post it. In the area where the R6.5 was, which is now some G1, moves the machine does not stutter through them, it looks smooth. I'm going to get the Cam tool guys to run a rough and finish on this part to see if there is any difference. Is it possible the geometry of the part is affecting the tool path in a way where it makes moves that influence a smooth machine motion? Cheers -
Help with smoothing machine motion on Haas VF4-SS
Pitka_Guru replied to Pitka_Guru's topic in Industrial Forum
Hi Chris, I have played with G187 using P1, which is the rough setting. Default is P2 medium. I've even used G187 P1 Enn, where E changes the default corner rounding from .635mm to the value specified by E. I've run all my tests with and without P1 just to confirm the difference. I've also run a raster tool path at a 30 degree angle on the part. That seems to run smoother consider I am moving in all 3 axes and there are no arcs output because of the angle. Adjusting some smoothing settings have improved the part since I started this thread. My best settings for roughing have been .1mm total tolerance (I'm leaving .5 stock) create arcs in xy plane where min arc is 20 mm and max is 1000mm with one way filter on and use maximal tolerance for both Smoothing settings set to minimize number of points and shift points randomly along tool path I'll keep trying and maybe I'll visit the guys at inhouse to see if they have any ideas. Thanks for the help so far guys. -
Help with smoothing machine motion on Haas VF4-SS
Pitka_Guru replied to Pitka_Guru's topic in Industrial Forum
dbl post -
Help with smoothing machine motion on Haas VF4-SS
Pitka_Guru replied to Pitka_Guru's topic in Industrial Forum
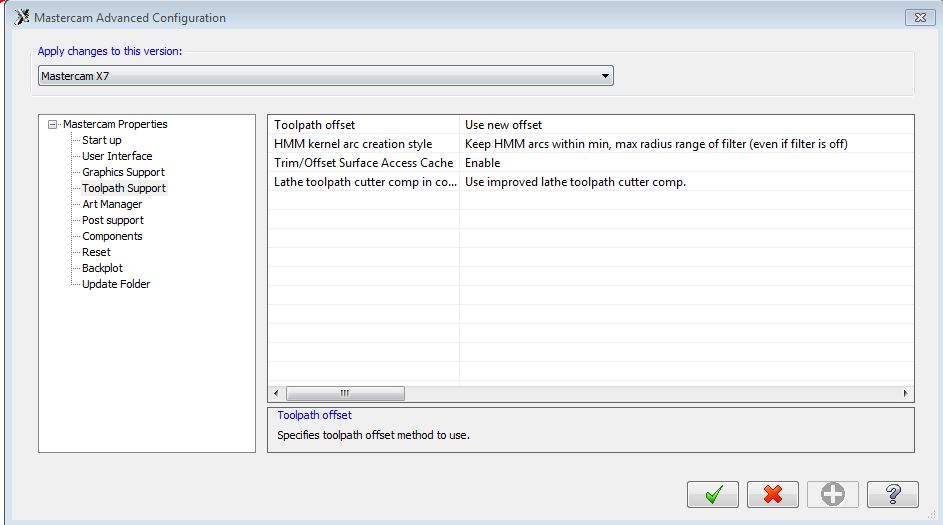
Ok Benk, Ive attached the file with my toolpath, I'm attaching our post as well. This program was run with mastercam addvanced configuration set to match the attrached image. EMASTERCAM TP.MCX-7 Thanks
-
Help with smoothing machine motion on Haas VF4-SS
Pitka_Guru replied to Pitka_Guru's topic in Industrial Forum
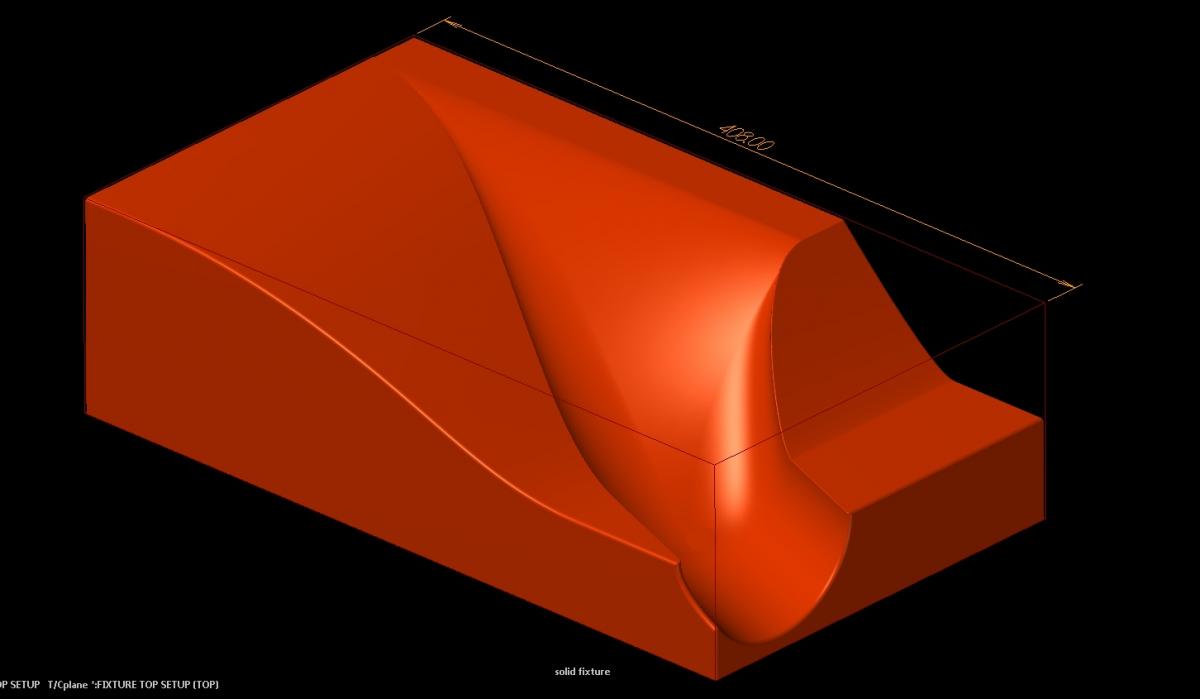
Thanks guys, I'm atttaching the part we are cutting. The issue for us is machine motion. It look as though the machine is stuttering through certain areas of code and others where it is flying. I've attached a copy of the code from a toolpath that looks better than anything we've tried. This was using core roughing and a programmed feed of the machine max. Ive tried it with the hass G187 P1 command which is the rough smoothness setting to keep higher feedrates. ONLINE SAMPLE.MCX-7 Best Motion yet.txt If needed I can attach my Toolpaths and post processor. Thanks again! -
Funny thread. I constantly save my files while creating tool paths or new geometry. Leftover fears from my 9.1 days when it would crash all the time and I'd lose my work. I'm also and escape key addict
-
Hello everyone! New to the forum and posting, so please bear with me. I've been using Mastercam since v7.1 so I know my way around it a bit. My experience is in 3D form dies and molds with a bit of aerospace work. We are currently running X7 and are having some issues with machine motion from the posted G-code. We have a Haas VF4-ss with the hsm option. My Haas VM-2 would run 500ipm (accel and decel permitting) using CAM Tool and I never had these issues. We've tried a few different Surface high feed toolpaths, Core rough, Opticore and Opti area to see if we can get smooth motion. We've played with tons of settings. Corner rounding, arc filter tolerances, smoothing, arcs as line segments etc. We even changed the HMM kernel arc creation style. HMM kernel and a larger minimum arc size in the arc filter have made the most difference but it's not where it should be. Any idea's, suggestions or criticisms are welcome The 408 dimension is mm Thanks in advance Pitka_Guru