




crazy^millman
-
Posts
19,581 -
Joined
-
Last visited
-
Days Won
359
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by crazy^millman
-
-
1 hour ago, bird2010 said:
Are you really familiar with mastercam?
I do not think so
You are already full of hostility!!! No need to communicate anymore
My boss spent money to buy mastercam
But my boss recently purchased solidcam
I don’t want to use solidcam
I am not good at English
Can't convey more of what I meanNo never used it and posted over 19,500 postings that helped not a single person in the last almost 21 years of being on this forum. Again post a file glad to help I guess you cant read that due to your poor English? I live in a tri-lingual house so really annoys me when someone try to use that as an excuse.
沒有人從未使用過它,並且在過去近 21 年的時間裡,在這個論壇上發布了超過 19,500 條帖子,沒有對任何人有任何幫助。 再次發布一個文件很高興能提供幫助,我想您由於英語不好而無法閱讀該文件? 我住在一個講三種語言的房子裡,所以當有人試圖以此為藉口時,我真的很惱火。
上傳一個包含刀具路徑的主文件,然後我們就可以說同樣的語言了。
-
 1
1
-
 2
2
-
-
19 hours ago, cncappsjames said:
So far the Autodesk acquisition of CAMplete has been no factor. The only kind of negative so far is bug fixes and feature enhancements are mostly on a schedule now. That said, the subscription only model isn't great. I like to own stuff, not lease it. However the product is phenomenal and is a way better posting solution than anything else out there.
Several updates per year now is how it is as opposed to how it used to be, but, I haven't run into any show stoppers so it's fine. There's always a work around... just like Mastercam.

The AD haters were predicting doom and gloom for the product. They pretty much look like we all did when we predicted SolidWorks' demise... WRONG!

Not a hater a business owner and to do business with CAMPlete in my line or work would bankrupt me in a heartbeat.
10 programmers 10 user licenses. 10 machines then each user has to pay per machine 100 machine license no way to float them between users.
No floating network license anymore cost per machine plus per user account yeah that doesn't have highway robbery written all over it.
-
1
-
-
19 hours ago, SlaveCam said:
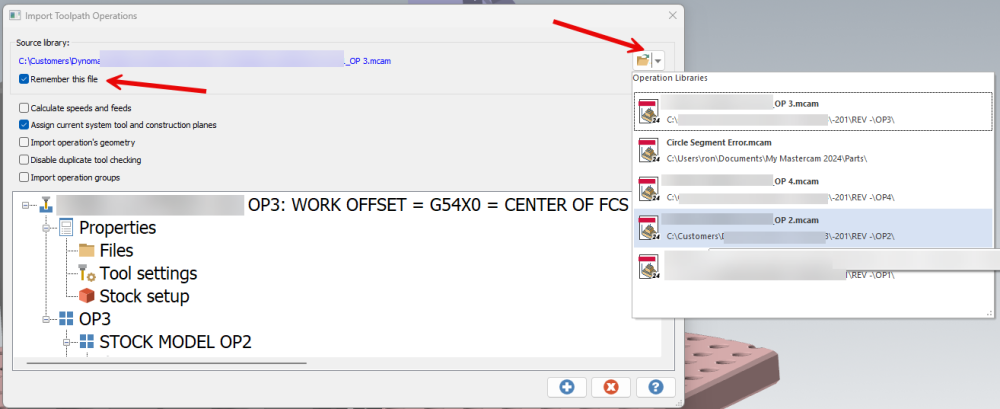
Importing ops is something I do all the time, and I believe I'm not alone with this. But why would I ever want to use the imported file's name as default for the imported operation? No, I want it to be the same as in every other op in the machine group. Please add option to do this. Changing file name every time after import (or forgetting to do that, even after all the years) is no fun. And CAM-programming is supposed to be fun, right?
Edit: I know there are multiple options under Config->Toolpath Manager->NC File name but only "Last operation's NC file name" works for our process.
This not working for you?
-
2 hours ago, bird2010 said:
Why is your conversation unfriendly???
I'm just asking a question
I don't understand why you want to twist my meaning???????????sorry, I am not good at English
You have now mentioned two different CAM Software's in this thread. That can be considered hostile intentions.
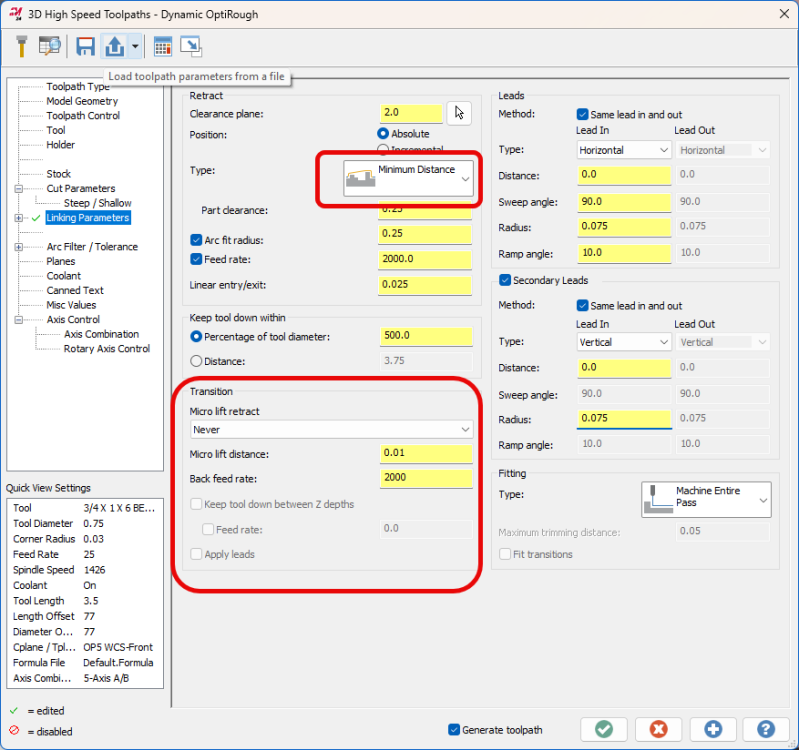
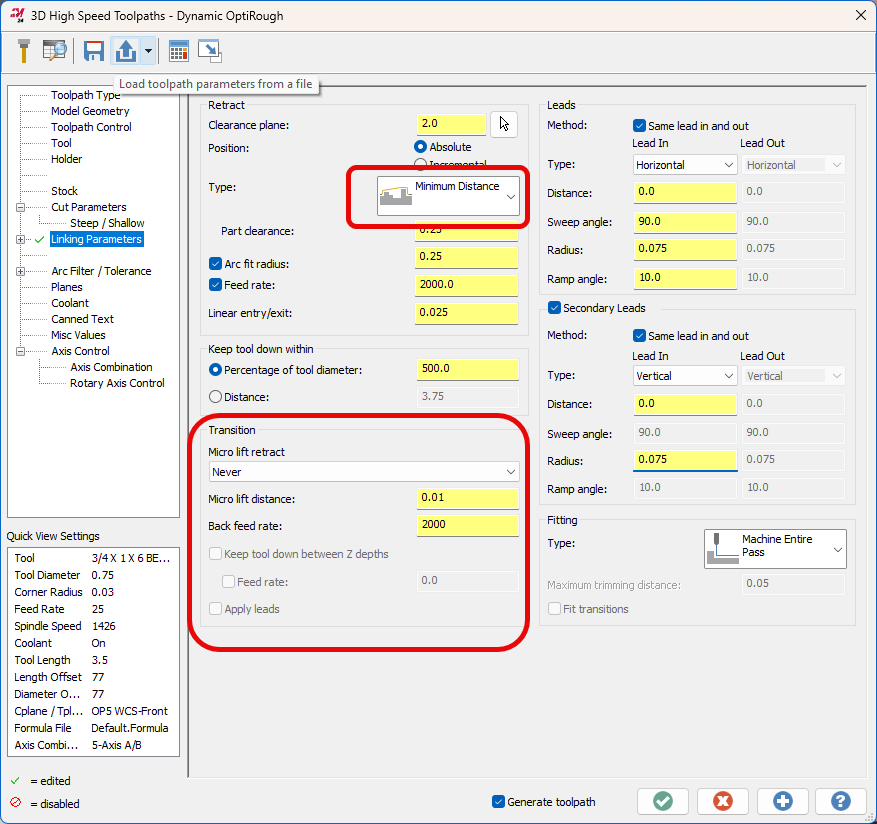
In any culture if you run into crowded theater and yell fire with no fire happening people will be confused. You shouted fire with proof of fire. You have yet to provide proof of a fire. Where is your Legal Mastercam file to prove your not yelling fire when there is not fire. Your definition of fire (perfect) is the issue here. I have used this tool path at 3200 ipm feed rates on machines and never once had and issue with edge clipping when using the correct settings. I have to assume you understand acceleration and deceleration methods and process to know why certain things are done certain ways. What you consider perfect I consider a crash fest and will scrap a part without running the back feed rates much slower. By giving more room away from the part the issue are not a problem. Mastercam can hug a part with .001 on the back feed rate if that is so desired, but not in my opinion the perfect process.
Put up a legal Mastercam file with something that allows someone to see you're a legal user of the software. Then we can have a more in depth conversation. Sorry but until we can shed some light on your true identification it is all just someone trying to promote different software on a Mastercam forum that is just a troll. I am person enough to show you exactly who I am. Are you that person enough to do the same?
2 hours ago, bird2010 said:Does anyone understand what I mean?
sorry, I am not good at English
Without a legal Mastercam file none will understand your thoughts. It could be 1,000,000 lines of perfect English, but without a file it is just has no meaning no way to refute your thoughts. You have asked for them to be refuted, but have not provided the means to refute them. See, see, see, see we say to the blind man. Until we place his hand on the object we want him to see he cannot see it for himself. Your file is the way to let those of us blind to your inner thoughts see what you are seeing. Sorry not a mind reader no matter how many pictures and videos I see. I need to hold it in my hands to see it and the file it the way for me to hold it in my hands.
-
2 hours ago, bird2010 said:
no, you can try !
Mastercam can't achieve the same effect
Well then we have a PICNIC ("problem in chair, not in computer") issue not a Mastercam issue.

Put up your sample file that you cannot achieve it. Don't think you can talk ignorant comments on Mastercam forum and get away with it. I am not called the Crazy^millman for no reason. I am the guy they call to teach SpaceX, AeroJet Rocketdyne, NASA, Air Force and many other companies doing advanced manufacturing. All that said means I no one special just your average guy trying to earn a living. You want help then post a file up and glad to help. Want to pick a fight then bring it on and lets see what Mastercam can and cannot do. I will be waiting for you to respond with a sample file.
If not then go pound sand like Time Markoski used to say.

Here is the Big Even I was part of. Big Event
Here is an interview so you can put a name to the face. Cam Instructor Interview
-
 1
1
-
5
-
-
5 hours ago, bird2010 said:
Use the type and transition settings correctly that have been in the software since around X5.
-
8 minutes ago, Johnward Holmeson said:
Anyone get 3 axis deburr to work without a multiaxis license like it states? I'm guessing they forgot to make that accessible to full 3 axis seats.
Still in the Beta cycle so need to work it out. Might see it in the next Beta release for 3 axis. They are looking for testers so reach out to them and offer to test it.
-
1 hour ago, ajmer said:
make sure 2d/3d is set just in case it is set to 2d and projecting geometry to a z value
Make sure you have your active level showing.
No issues here use it all the time.
-
Best to move the geometry in 2024. It got tore up pretty bad to the point I am not taking any VLT programming from customers.
-
1
-
-
1 hour ago, Camelot said:
I most always use a 3/4" V7 end mill from YG-1 to rough out our molds. Using the parameters of 700 sfm, 10% step overs at 121 IPM.
But with this same endmill, I ended up going to 250 sfm with 50% step overs at 26 IPM. This took a little longer but the end mill looked great after 3 hours of cutting.
This right here is what most managers don't get. Every part tells it own story and it up to us to figure out what that story is.
Excellent problem solving skills and work on this one. Thank you for reporting back faster is not always better. The turtle can still win the race after all.
-
1
-
-
56 minutes ago, SuperHoneyBadger said:
Also, @cncappsjames, while I have your ear...
I'm seeing stuttering and jerky motion during code-dense dynamic paths with G131 on my 660 when the programs are in the data server, vs main memory. Is this expected behaviour? The programs are pushing 300kb, and it feels like it gets worse the bigger the files are. Any insight would be appreciated!
No the tuning of the parameters needs to be done at the most common speeds and feeds to dial the machine in.
-
40 minutes ago, CoonDogWillie said:
I'm with you Brother. Although it sounds like you handle it better than me. I usually decline to comment rather than get into a back and forth. Mainly because it seems like an operator can xxxx on the floor and not get into any real trouble, at least over here in Wisconsin.
It usually gnaws at me so it makes me think, Dude! I started way WAY back on the floor. I've done you're job as a button pusher/operator (depending on the individual when a situation happens) Now, as a manufacturing engineer my job involves CIP's, Programming, Fixture Design, Procurement, etc. You're over here acting like you're a Damn Genius and the reason this tool went through the part and into the table is because I did something. NOooo! it had nothing to do with you not touching off a tool correctly.
Well I haven't changed much in the last 16 years. I pretty much had that same exact speech at least 20 times with different customers. Currently carrying certain Space Companies and others on this back and shoulders of mine. Had the same conversation even in the last 2 weeks with 2 different customers.
Now I just ask what floors need to be mopped, toilets cleaned or walls painted. No different than hiring me to program and job and then handcuffing me with restrictions to help make it better. Lets not use the recommend tools and holders you called out. Lets use a Hydraulic holder(No it is bearings not hydraulic
) have the tool pull out and almost scrap a part. Carbide shanks who needs stupid carbide shanks just use heavy metal in Titanium 6al4v with 8Xd stick out what could possible go wrong?????? 6 hour run time turned into 20 hours and I hear the complaints about how expense I am. On 6 parts customer has loss 200 hours of production time saving on holders and tools. I have over 100 hours of wasted programming time.
.
.
.
.
.
.
What color did that wall need to be painted? Purple neon with puke green highlights??????? excellent choice sir!!!!! Right on it sir!!!!!
.
.
.
.
.
.
What floor needed to be mopped? Want that waxed and paint also sir???? Right on it sir!!!!!!
.
.
.
.
.
Yes sir right on it sir!!!!! Just pay your bill is all I ask, but even that is asking too much.
-
3
-
-
13 hours ago, cncappsjames said:
Ok, you're probably up to date on code formatting. Touch panel machines built after 12/21 can do multiple non overlapping m-codes on the same line, and have a few other pretty awesome functions. Depending on a number of programming paths, plane changes and canned cycles, I've seen 20% reduction in cycle time old vs. new. Sometimes more.
This one statement here is enough to drive me crazy with some customers. Customer has 7 Makino T1 machines and they range in age and I can tell the difference in the control, but they cannot and I tell them a statement like this and get the deer in the head light looks.
-
 1
1
-
-
Bump someone recently liked this topic and it has some good information in it. The link I shared is still good.
-
2
-
2
-
-
1 hour ago, the dog said:
can seem to find the edit button so I will rewrite it
First of all I am sorry if this is something that was asked before. I tired to search but couldn't find an answer.
I have an old 5axis cnc tilted head milling machine and we are in the market for a cam software using our limited budget.
My question is about tilting/ trimming stradegy . When mastercam is trimming toolpaths or tilt calculation its using the tool and tool holder vs the stock. Is it possible to calculate the toolpaths (trim,tilt etc) using spindle body (or other but moving with tool) +tool holder +tool vs stock? I think it can still crash the spindel head since the B is tilting without the tool and toolholder crashing into the stock
I am asking about toolpath calculation and not in simulation that I understand that we can check for all collisions
Here is your answer, Just need to remember it will be a spun shape not a 100% true representation of the head assembly holding the spindle. The simulation software is where we go back and check are there issues with the toolpath. Mastercam is not a kinematic aware software with Toolpath creation. Ones that are can be 2X - 10X the price depending on what it needs to do.
-
1
-
-
19 minutes ago, SuperHoneyBadger said:
The Autodesk Borg was my first thought, unfortunately, too. I've been leery of all the acquisitions.
I know nothing has changed substantially for us as end users, but I fear the day will come. You know... the 'buy now' button beside the recommended tool for your operation based on the AI's suggestion from the Sandvik library.
I have customers that even the mentioning of the word Sandvik will get me kicked out of their shops.
-
You nailed the root cause of a VPN. Best to have Mastercam installed on your home system and then just borrow the license for home use.
-
I see it creating more issues for all Mastercam customers. Happy for Rob and the people at Cimquest they are all good people, but what kind of signal does this send to customers and other resellers? Are we seeing this turn into another Auto Desk or Hexagon power play for the market share?
-
1
-
-
We have just released Public Beta 1 for Mastercam 2025 for your review. You can find the downloads on the Beta Download site of my.mastercam.com: https://downloads.mastercam.com.
-
-
1
-
-
Need to post this in the Mastercam forum and send an email to qc at Mastercam to get some traction. Here is not a place to get that looked at by CNC Software.
-
1
-
1
-
-
Turn the surfaces into sheet solids. then thicken them into solid bodies and then boolean remove all at one time.
-
1
-
-
With rotated planes and a correctly configure post then it should output the rotations you want. Really a couple different ways to control this. Can you make a dummy file with a couple toolpaths to use as example.
-
On 2/17/2024 at 1:26 PM, Camelot said:
I programmed a huge mold made out of cast H13 and I'm finding no success with tool life. 20 minutes and tool is done.
I programmed a similar mold a few years ago with the same parameters with no problem. Tooling lasted 2 hours minimum.
Does anyone have any thoughts what I can do to improve my tool life? It just seems like I'm dealing with a very difficult scale.
Cam
How was it tempered? I was machining some 440 Stainless Steel Casting years ago and about every 4th batch would be impossible to machine. I reached out to the casting house and asked them what was the tempering process on the lot that was giving us the issue. He said they were taking them and quenching them in the snow. I asked him to review what was to correct tempering process for the Rockwell specified. He reviewed and said hum I guess we are incorrectly cooling them and making them about 25 Rockwell harder than the spec. I would have the parts Rockwell tested by a lab and see what they come with. i would then go back and review the supplied specifications and see if they are correct. If they are not then all work ha to stop and this has to be sent to the end customer for approval before wasting any more time on the work. They are not to spec then go back to the supplier and ask them how they want to cover the overages on the tooling cost and run time because they are not within spec.
-
1
-
2
-
3
-
1
-
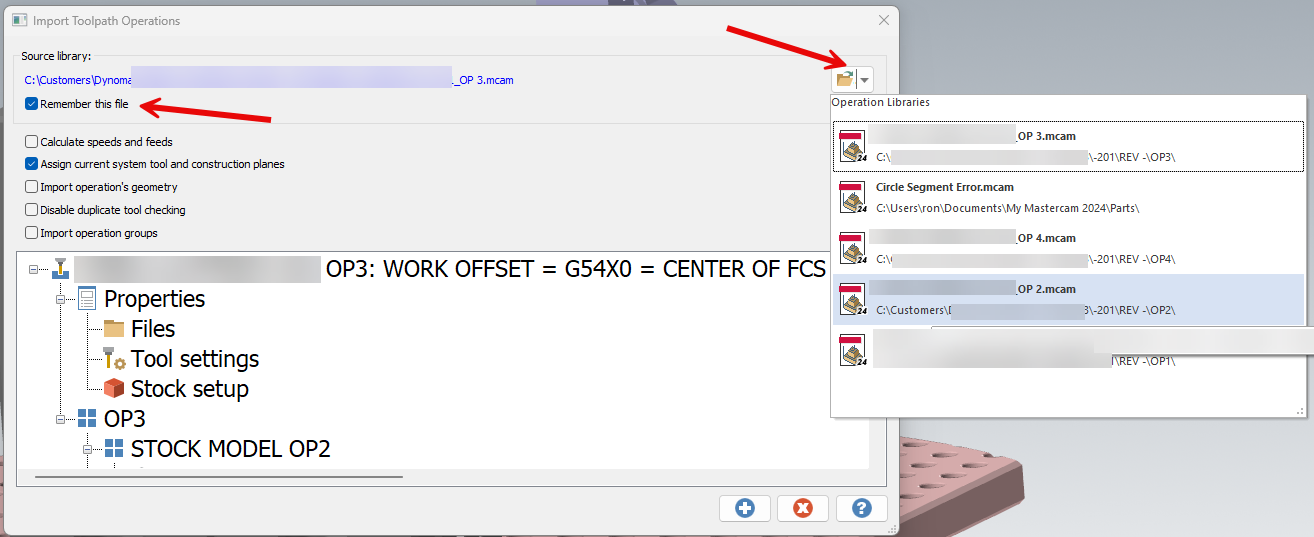
Please add option to use Last operation's NC file name as default for imported operations
in Industrial Forum
Posted
Sorry all we have are these settings. I name the Machine Name or the Toolpath group and use them from time to time.