





CNC CHRIS
-
Posts
42 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by CNC CHRIS
-
we currently have a umc 750 post we are in the process of buying a umc 500. will the umc 500 machine need its own post? or would i be able to use our 750 post on our 500 machine?
-
Unified worked perfect! i was also playing around with 5axis curve and got it to work, all i did was changed the start point of my toolpath and it works. Not sure how or why lol
-
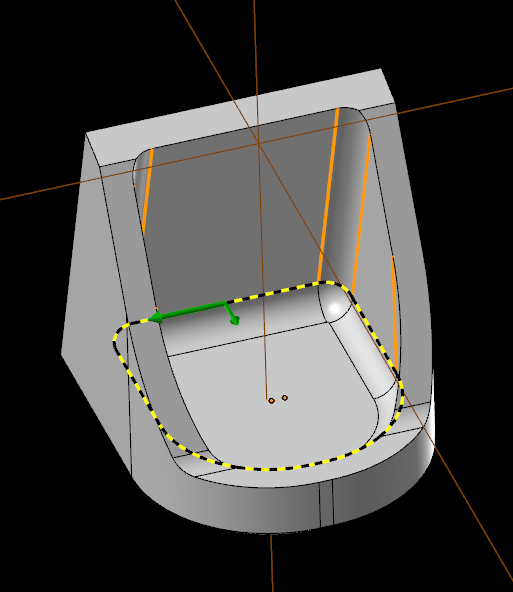
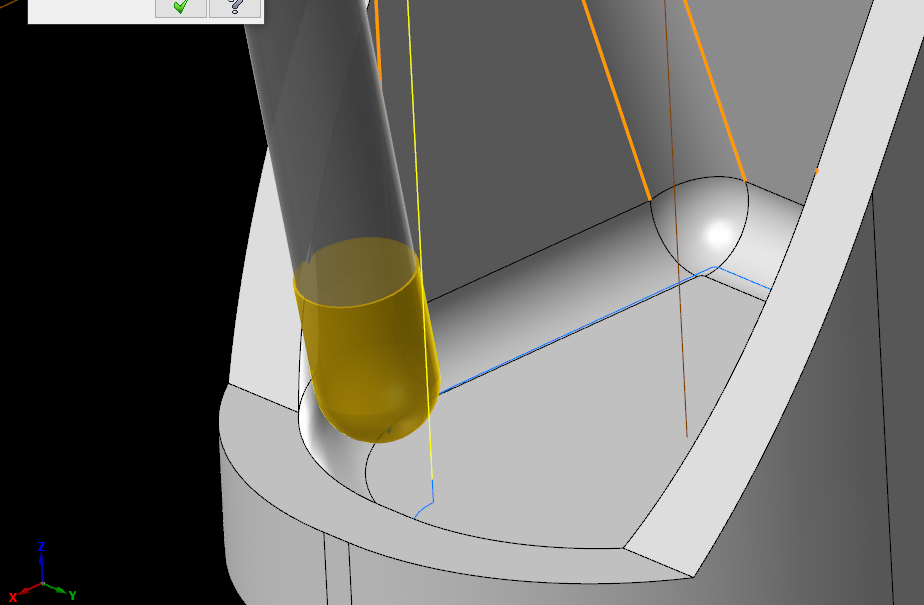
Im trying to use a curve 5 axis to machine the floor radius, but my tool keeps gauging into my part, Can any one help me, thanks in advance. also, i've seen a lot of programmers use the unified toolpath as well, how can i program this using unified toolpath 5x curve.mcam
-
i recently been getting side jobs to program for different companies. not sure whether to charge hourly or per job, to me, hourly, doesn't seem right. i know this is off topic but would like to know what other people charge, Hourly or per program?
-
but when i do, why does it say its going to cut "conventional milling" if you run backplot, isnt that showing "climb cutting"
-
First Time Thread Milling with a left hand cutter. i was told to use a left handed cutter because it was best suited for the type of material (titanium) The call out for the thread is 1/4-28 UNJF - 3B i Define my tool correctly and chose the spindle direction CCW. On my cut parameters, i chose "ID Thread". when its asking "right hand thread" or "left Hand Thread", is that asking for the thread on the blueprint call out or the type of cutter you're using? I pressed the "help" button, and it says its the "thread you are cutting" so i chose "right hand thread" since thats the call out on the BP. then i chose "top to bottom" for the machining direction. and it says its going to be "conventional milling" but when i run backplot, i believe its climb cutting. am i missing something?\ i have attached a file. i am using MC2022 trial.mcam
-
Coolant Options - DISABLE M code with non-xstyle coolant
CNC CHRIS replied to ThickChips's topic in Industrial Forum
try unchecking "support coolant using coolant value in post processor". -
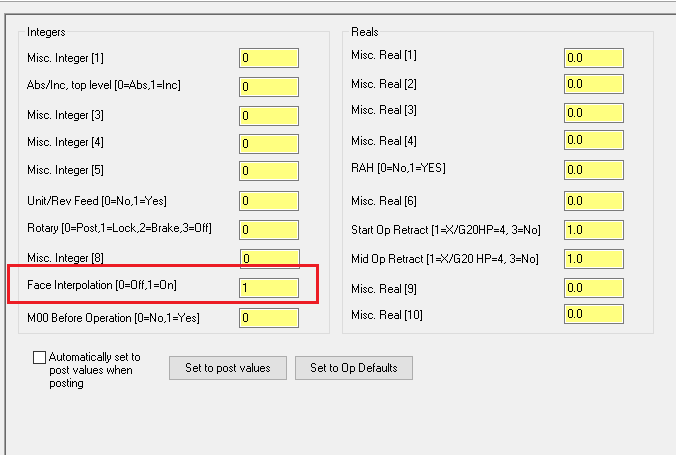
yes, you were right. the face interpolation integer is set to "0" by default. changed it to "1" and everything looks good. thanks millman
-
@crazy millman, thanks for the suggestion, tried it and still no luck. yes, i did send the file to my dealer but some techs are at a trade show so it might take a little longer for them to get back at me.
-
trying to learn how to use the c axis to machine a hex on the sub spindle. i am getting a rotary/tilt axis unwind when choosing "C axis" as my rotary type, if i choose "y axis", i get no warning. i cant use the "y axis" because it'll crash into the sub spindle. i am using a 2d contour toolpath i have tried "face contour" as well and gives me the same warning. thanks in advance. Machine " Okuma LB3000 EX II i have attached a file Hex Trial.mcam
-
i only get 7 days of vacation and 3 days sick time. i can never take more than 2 days off because "they" say i have too much work. smh
-
doesnt the omax software do this already?
-
is there any classes you would recommend to learn multi axis toolpaths? i know a little bit of multi axis toolpaths but would like to improve. i looked at the mastercam website and came across the "Mastercam University : Multi axis toolpahts" course. is this a good course?
-
Does High Feed Tooling generate more heat?
CNC CHRIS replied to [email protected]'s topic in Industrial Forum
Sure Ron, the following cutting parameters worked for me at least..... i was using the Kyocera MFH Raptor High Feed Cutter. 1.250" in diameter / 5 cutting inserts / Grade PR1535. SFM 390 = 1191 Spindle Speed IPT .0169 = 100.00 Feed rate DOC = .020" WOC = 80% = 1.000" No coolant -
Does High Feed Tooling generate more heat?
CNC CHRIS replied to [email protected]'s topic in Industrial Forum
i just finished machining some parts with that same material. (.312" thick) Tried using a 6 flute and warped my part about .010". Then tried using a high feed cutter and it warped about .007. Played around with speeds and feeds on the High Feed Cutter and got it to warp only .003. The only issue was tool life. I ended up running it dry with no air and was able to finish the job and inserts still look good. it was only 35 pcs. -
alt+F9 (show gnomons) click on down arrow next to it and select "selected planes" on your planes tab you can choose what plane you want to display under "display"

