Threept82
-
Posts
812 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Threept82
-
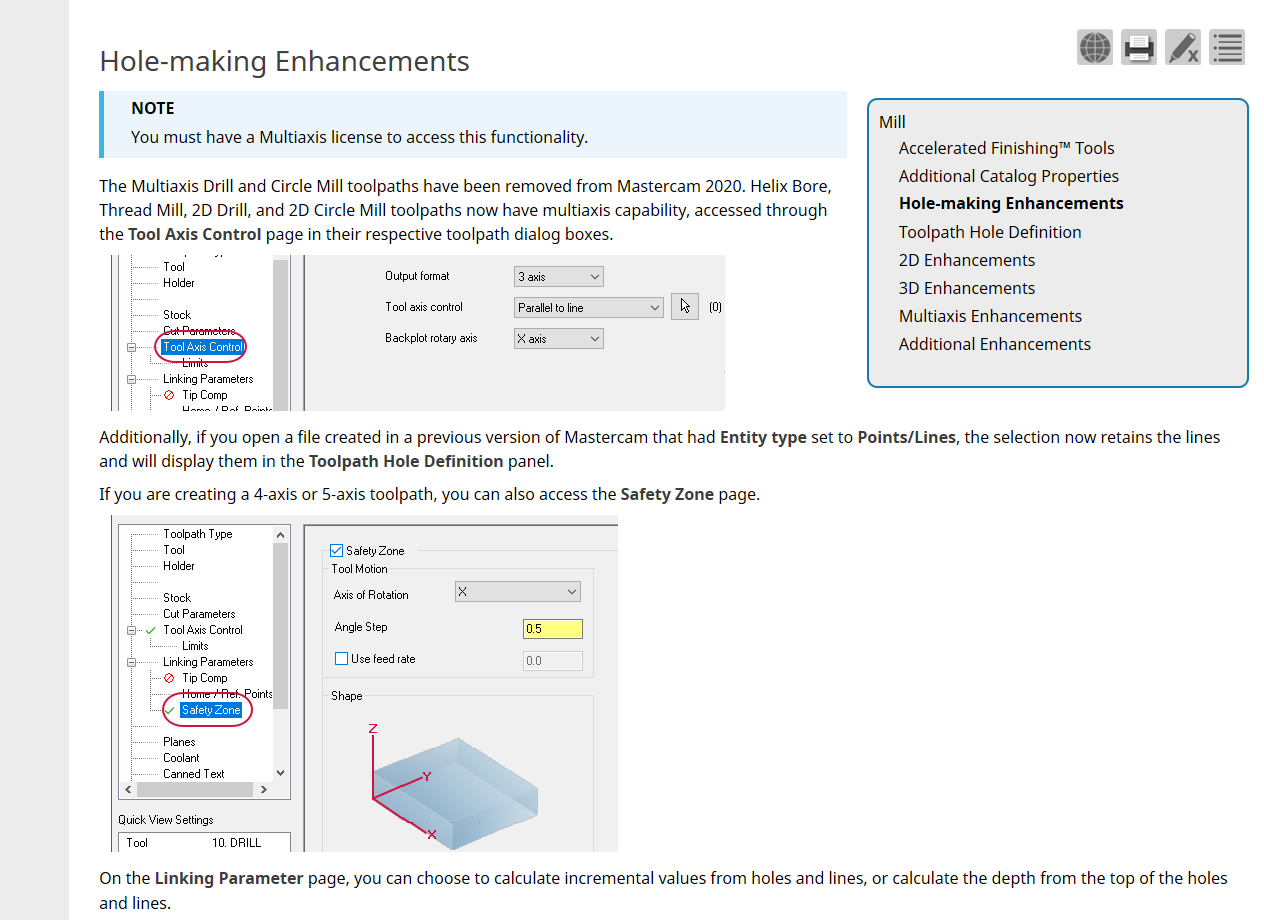
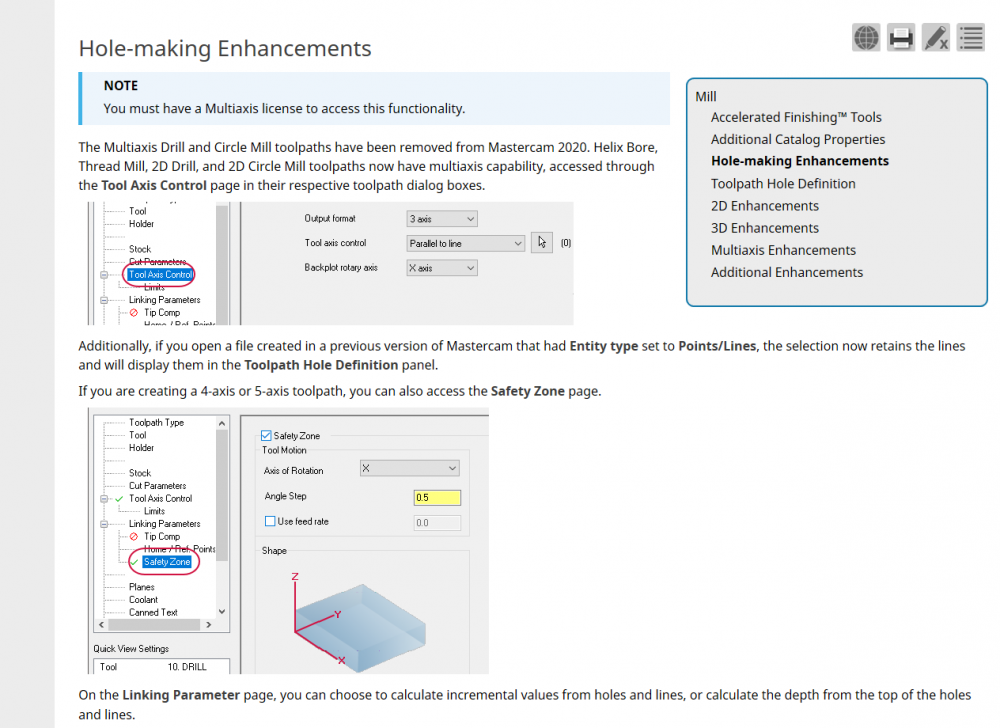
Hello People, Is it me or does this new """ enhancement """ in 2020 make things much more time consuming ? Should have left it alone as a mult axis feature. ??
-
2019 - 2020 Verify issue
Threept82 replied to Threept82's topic in Machining, Tools, Cutting & Probing
it is not the file. It is a setting or glitch between 2019 & 2020. -
Hello All, I am hoping someone can help or at least explain why. I programmed a part with 2020, 1st tool up is a 3/8 end mill that I am peel milling with. looks good. when part is done I run it thru verify picking the target model to cut. As soon as the tool touches the part it stops with -A collision occurred error. I did the same thing using 2019 and it cuts with no issues. ? Thanks
-
Backplot VCR bar above the graphics window
Threept82 replied to Threept82's topic in Industrial Forum
I wasn't sure so I looked and found both 2019 and 2020 on the control panel. Changed the 2019 settings to match 2020 and all looks good. Your question gave me the answer. Thank You. -
Good Morning all, We had a computer guy come in to speed up my new windows 10 system because it seemed slower then my older system. Now the backplot VCR bar above the graphics window comes on then the buttons on the left and the slide bar disappear. If I run my mouse over the buttons they reappear but disappear once the mouse is no longer over them. The computer guy updated the graphics card and that's when all went bad and he cant figure out what went wrong. He then reverted the driver back to before the update but still the same. This is with MasterCam 2019, So we loaded MasterCam 2020 and It works fine. Now for my question; Is there a way to compare the MasterCam graphics settings between 2019 and 2020? Thanks
-
I did. It is from tool and still post out the same. Has to be embedded in code somewhere.
-
I did. Still posts to tool number not diameter offset number given.
-
Good Morning all, I am posting out a threadmill to cut 3 different size threads so I want to use 3 different "D" numbers. in the operations I give the three operations a D125, D126 & D127 respectfully. When I post out code all three are using the same number, the tool number. I have reposted with different machine posts and it posts fine. My question (took long enough) Does anyone know where in a post it forces the "D" number to match the tool number. Thanks
-
Good Morning All, We have two different horizontal machines. One works fine, the other... not so much. We have a job that needs two work offsets. G55 & G56. One machine posts out great the other posts out the same but will not post the G56 at rotation, it remains at G55. The machines are different and comparing the posts is useless due to the differences. Any thoughts would be appreciated. Thanks.
-
I can not seem to find this?
-
Hello all, Hoping one of the MasterCam Gurus' has an answer. Using MasterCam 2019, milling. When we make an multiple operations for a part and then transform the operations to other parts on the fixture ( all the same parts) all works great. If we need to alter something in one of the operations all other operations tied to it highlight. "Quite annoying" It never did this on earlier versions. Question; Is there a setting somewhere to stop the highlighting of all? Thanks
-
Canned lathe cycle issues
Threept82 replied to Threept82's topic in Post Processor Development Forum
It is the same as yours. -
Hi Guys, Hoping someone here can help. Our lathe programmer has been manually changing this forever and I'm sure its a quick fix. Please see below. O0000 (SC250) (01/18/19) N1G50S1500M8 G0T0101M03S200(CNMG-431 .0156 TNR.) (ROUGH TURN) G96S350 G0X-3.25Z.03 G71U500R.02 G71P100Q110U-100W30F.0075 N100G0X-.9777 G1Z-.0053 G2U-.005W-.0022I.0156K-.0204F.001 G1U-.0183W-.0091F.0075 G2U-.015W-.0182I.0181K-.0181F.001 G1Z-.537F.0075 X-2.1478 G2U-.0133W-.0009I0.K-.0256F.001 G1U-.9044W-.1211F.0075 G2U-.038W-.0248I.0066K-.0247F.001 G1Z-.87F.0075 X-3.25 N120G0Z.03 M9 G28U0W0 M30 % This is how it posts out. He manually changes the N120 to N110 to match the canned cycle. Anyone know how to have it post out 110
-
Hi Guys, Hope all had a good holiday. After the long weekend, I got in this morning and fired up MasterCam only to get a butt-load of errors. It would appears someone dragged/dropped something on the server that should not have been. Can someone tell me what the file for the custom right/click menu is named and where it is stored? I may be able to straighten things out from there or make it worse... Thanks
-
Adding a tool holder to surfacing operations
Threept82 replied to Threept82's topic in Industrial Forum
Thank You -
Adding a tool holder to surfacing operations
Threept82 replied to Threept82's topic in Industrial Forum
and how do I alter the below? 3.82 = The meaning of life... X-9 Mill Level 3, Solids, MultiAxis X-9 Lathe X-9 Wire -
Adding a tool holder to surfacing operations
Threept82 replied to Threept82's topic in Industrial Forum
Also for me "Pardon my ignorance but can you please explain this further"? I'm using 2019" newer tree style parameter dialogs? -
Adding a tool holder to surfacing operations
Threept82 replied to Threept82's topic in Industrial Forum
Yes, as do I. I was hoping there was an easier way. -
Good Morning all, I'm sure there is but ? After I make a surfacing or high feed operation. Is there an easy way to add the tool holder I want? Most other operations allow it in the parameters area but not the ones in question. Thanks
-
I start with the high-feed speeds/feeds from this Mfg. cat. and tweak from there. Never failed me "Yet" supermill-catalog.pdf
-
Works good. Thanks Guys
-
So I should make it? pdrill_2_cmn #Canned Drill Cycle, additional points pdrlcommonb punclamp pcan1, pbld, n$, sgplane, prdrlout, feed, strctxt, e$ << you're calling the dwell again here in the additional positions as Leon mentioned pclamp pcom_movea
-
I am not modifying yet. I am looking to see why it spits out multiple dwells and I see no * to forcing. pdrill$ #Canned Drill Cycle pdrlcommonb pcan1, pbld, n$, *sgdrill, *sgdrlref, sgabsinc, prdrlout, dwell$, *feed, strctxt, e$ pcom_movea ppeck$ #Canned Peck Drill Cycle pdrlcommonb pcan1, pbld, n$, *sgdrill, *sgdrlref, sgabsinc, prdrlout, *peck1$, *feed, strctxt, e$ pcom_movea pchpbrk$ #Canned Chip Break Cycle pdrlcommonb pcan1, pbld, n$, *sgdrill, *sgdrlref, sgabsinc, prdrlout, *peck1$, *feed, strctxt, e$ pcom_movea ptap$ #Canned Tap Cycle pdrlcommonb pbld, n$, "G95", e$ if met_tool$, pitch = n_tap_thds$ #Tap pitch (mm per thread) else, pitch = 1/n_tap_thds$ #Tap pitch (inches per thread) if peck1$, [ if drlgsel = 6, gtap = 84#184 else, gtap = 74#174 ] else, [ if drlgsel = 6, gtap = 84 else, gtap = 74 ] pbld, n$, "M80", *speed, e$ pcan1, pbld, n$, *gtap, *sgdrlref, sgabsinc, prdrlout, [if peck1$, *peck1$], *pitch, !feed, strctxt, e$ pcom_movea pbore1$ #Canned Bore #1 Cycle pdrlcommonb pcan1, pbld, n$, *sgdrill, *sgdrlref, sgabsinc, prdrlout, dwell$, *feed, strctxt, e$ pcom_movea pbore2$ #Canned Bore #2 Cycle pdrlcommonb pcan1, pbld, n$, *sgdrill, *sgdrlref, sgabsinc, prdrlout, *feed, strctxt, e$ pcom_movea pmisc1$ #Canned Misc #1 Cycle (Finish Bore) pdrlcommonb pcan1, pbld, n$, *sgdrill, *sgdrlref, sgabsinc, prdrlout, shftdrl$, dwell$, *feed, strctxt, e$ pcom_movea pmisc2$ #Canned Misc #2 Cycle (Floating Tap) pdrlcommonb pcan1, pbld, n$, *sgdrill, *sgdrlref, sgabsinc, prdrlout, shftdrl$, dwell$, *feed, strctxt, e$ pcom_movea pdrill_2_cmn #Canned Drill Cycle, additional points pdrlcommonb punclamp pcan1, pbld, n$, sgplane, prdrlout, dwell$, feed, strctxt, e$ pclamp pcom_movea
-
Hi Guys, I post out this; G82 G99 Z6.24 R6.535 P100 F20. X-.75 Y6.1622 P100 X1.125 Y5.5372 P100 Y3.2872 P100 X.25 Y3.0122 P100 X-1.125 Y3.2872 P100 G0 G80 Z7.435 M9 G49 G53 Z0. M19 I want to post out this; G82 G99 Z6.24 R6.535 P100 F20. X-.75 Y6.1622 X1.125 Y5.5372 Y3.2872 X.25 Y3.0122 X-1.125 Y3.2872 G0 G80 Z7.435 M9 G49 G53 Z0. M19 The dwell cycle is the only issue . The peck cycle only spits out the first "Q" Thanks
-
Wow. Thanks guys.