





Chiragrrao
-
Posts
14 -
Joined
-
Last visited
Recent Profile Visitors
523 profile views





Chiragrrao's Achievements
")



-
5th Axis CGI, Thank you for the suggestion, I spoke to CNC software and they where able to cook one up for me.
-
content creator, Thank you, would like to see how it works.
-
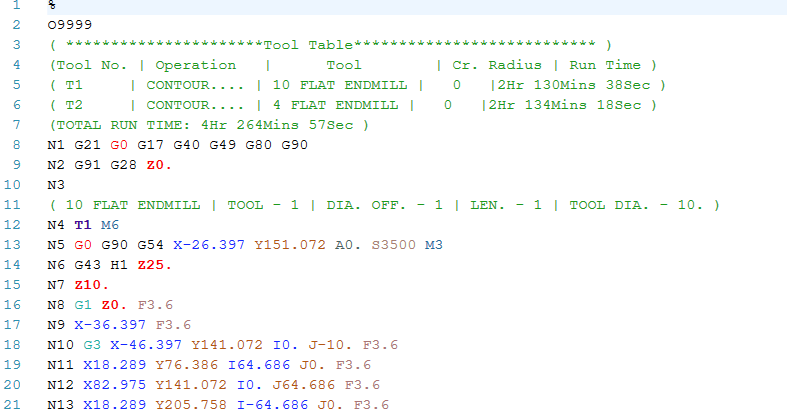
Hi Alex Dales, I had read somewhere about this and was able to integrate the total run time with it, but not the individual time for each operation. I had requested CNC Software and now I have received a new post with chook integration and looks like this. This is what I was looking for.
-
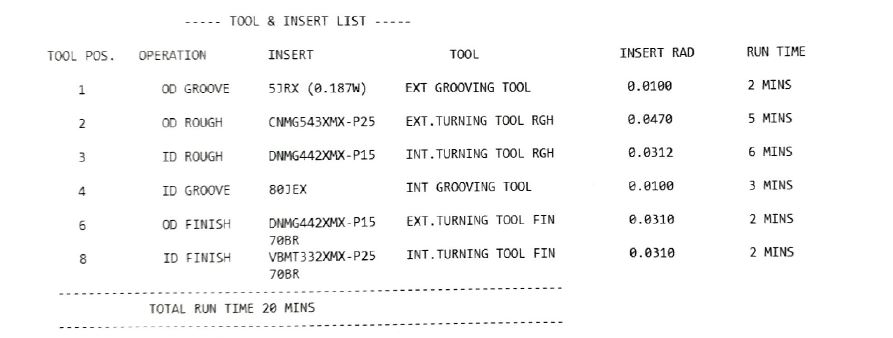
Hello All, I'm trying to add operation name (eg: Contour 2D, Pocket, etc) into the NC program on the header. This should pop up at the start and show me the number of operations the tool used, the insert radius and the run time. The format of which is shown below. How would I go about achieving this format? What modification would I have to do to the tool table so that I could get this output? Could anyone help me with this issue?
-
Post Editing for Fanuc OiTF controller
Chiragrrao replied to Chiragrrao's topic in Post Processor Development Forum
Bump, Could anyone guide me if I'm correct or any changes are required? -
Hello All, I'm facing an oddly an issue when I generate a program in G92 or G78 program. The following image below shows how the machine moves during its end cut and are in a taper angle. I have not given any taper angle I just want the tool to first move downward in X direction and retract back rather than having a taper angle. The depth I had specified is 20mm here is the code below G0 T9191 G18 M05 G0 G54 X9. Z10. M8 G99 G78 X4.699 Z-20. F.8 X4.514 X4.369 X4.244 X4.134 X4.134 G0 X9. M9 G28 U0. V0. W0. T9100 M30 I wanted to know if there is any changes in the post I need to do or is it in the program I would have to mention some parameters. here's the screenshot of the program Can any one help me with this?

-
Hello @nickbe10 I did have a check and i'm not sure why it is doing that since the location of the post is in the same area where it was. I am a noob at this and I do understand it was not linked with the CD, but that same post was generating the code for me. So I'm a bit confused myself. Regards, Chirag
-
Post Editing for Fanuc OiTF controller
Chiragrrao posted a topic in Post Processor Development Forum
Hello All, I recently edited a post for a customer and wanted to confirm if my editing is correct or incorrect or does it need any modification. Firstly I would like to tell you that this was edited on the default post. I will be attaching the .pst file with this post. Here are the changes made to the post. Following things were changed in the post: 1. Reference code which was G28 changed to G30 in the following location. (Since my customer uses G30 instead of G28) a. #Toolchange g50 position b. #Retract to reference return 2. The coolant start which was M08 was changed to M07 in the following location (on the machine M08 command did not respond and the M07 was set as default coolant on) a. Coolant M code selection for V9 style coolant 3. The V co-ordinate during tool change and homing was removed since the machine did not have a Y axis 4. G40 and G97 code where added in the end of the line as per the customer requirement a. pl_retract #Retract tool based on next tool gcode, lathe (Reason of adding is this program is called during “End of file for tool zero” and “End of file for non-zero tool”) 5. When the program ends and goes back to home position the tool T0100 was being called, hence canceled the T0100 by inputting T0000 so that the tool remains in the same location when homing. (as per customer requirement) a. ptoolend$ 6. In canned cycle of G74 peck drill, the value of Q was generating in millimeters wherein the machine was reading the Q line in microns, also the decimal point after the integer value in Q was not reading, hence changed the Q value from 2 to 16 under the location. a. Drill output (fmt "Q" 16 peck1$ #First peck increment (positive)) By changing this integer value the program generates the Q line only in microns which now the machine can read. 7. Threading cycle with G92 was not responding in the machine since G92 is for maximum speed on the machine. Hence changed the G92 to G78 in the following location a. # Select canned cycle type, profile is direction of finish profile vector (“sthdg92 : "G92" #Cycle type G92” to “sthdg78 : "G78" #Cycle type G78” I just recently started editing the post and I'm a noob at this, I just wanted to validate my changes so that I can understand from experts that if I'm going in the right direction. Also, I do not have any document which assists me with my post editing, If any of you do have it please send me a pdf document. Some times it is very hard to understand a script and where it is linked to. HAVE ATTACHED THE .PST FILE WITH THIS POST Thanks in advance Regards, Chirag MPLFAN.pst -
Hello David, In my second NC program the rotary was set to Degree/min not inverse time hence there was no G93 in the program
-
@Frank Caudillo Thank you. Yes I had posted this thread in 2 different forums and found some answers in the other thread. I'm sorry I had reached my posting comment limt of 3 so couldn't reply. The rotary was set to degree/min hence was getting such type of feed which was not what I desired. Thank you all for your help on the post in this thread and my other thread appreciate it a lot This is a good community.
-
@5th Axis CGI Hello, Sorry, couldn't reply the other day since my limit for post was reached. The plunge feed is set to 1000mm/min and retract feed is set to Rapid. Though I removed the inverse time and checked a simulation on the machine and is doing what I desire. @nickbe10 Yes I was just messing around with the post with different value so as to achieve what I want. (Ignore that in the Image) I was just using it show my setting, though I achieved what I want when I changed the Rotary options to units/min instead of inverse time. Thank you all for the support this community is of great help. THANK YOU.
-
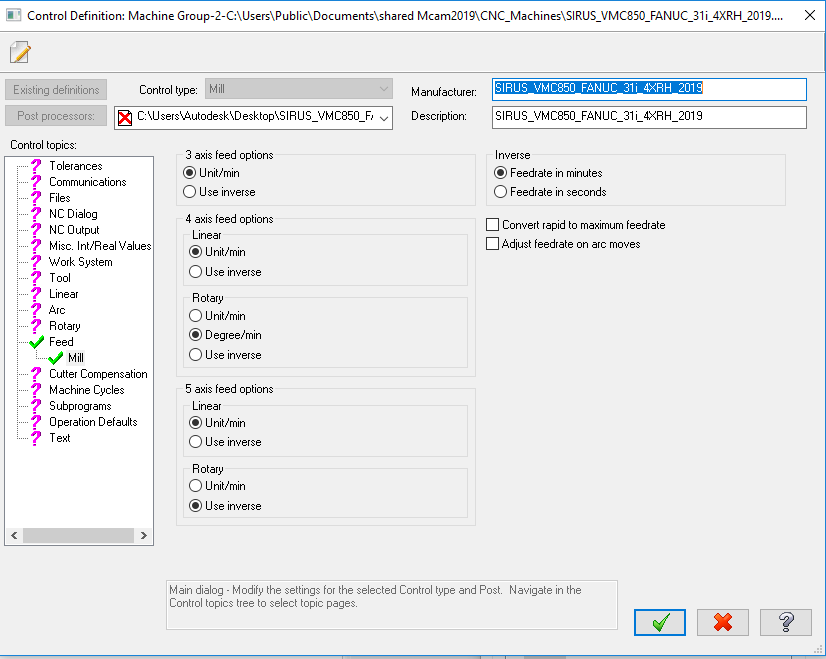
Hello David Colin, I have not tried it on the machine, the thing is my previous code looked like this: % O9999 (PROGRAM NAME - NEW) (DATE=DD-MM-YY - 27-03-19 TIME=HH:MM - 17:31) G21 G0 G17 G40 G49 G80 G90 G91 G28 Z0. N1 ( 12 BULL-NOSED ENDMILL | TOOL - 11 | DIA. OFF. - 11 | LEN. - 11 | TOOL DIA. - 12. ) T11 M6 G0 G90 G54 X-55.9 Y0. A85.328 S2000 M3 G43 H11 Z113.4 M8 Z73.4 G1 Z62.9 F1000. A274.671 F910.9 X-50.699 A274.67 F.2 X-50.531 A274.665 F30.7 X-50.362 A274.654 F63.3 X-50.194 A274.639 F91.5 X-50.026 A274.618 F126.4 X-49.858 A274.591 F156.8 X-49.692 A274.56 F183.3 X-49.527 A274.523 F215.2 X-49.362 A274.482 F242. X-49.2 A274.435 F276.5 X-49.038 A274.383 F303.2 X-48.879 A274.326 F332.5 X-48.721 A274.264 F359.4 X-48.566 A274.198 F387.4 In the line X-50.699 A274.67 F.2 in the feed rate is 0.2 this was because in the control definition the feed for rotary was set to Degree/min as shown below: When this setting was activated the tool moved very slowly during that line and I wanted it to move faster. So wanted to know how I would go about changing that. I have attached a video file of the machine when it runs on the above program so as to get clarity. Other motions are perfect. WhatsApp_Video_2019-03-26_at_9_38.19_AM.mp4
-
Hello All, I am facing the same issue here with my hwacheon Fanuc 31i controller. I have inverse feed time selected but my starting feed rate is F4.8 and then it moves to a constant of F100 let me post my program below. N1 ( 12 BULL-NOSED ENDMILL | TOOL - 11 | DIA. OFF. - 11 | LEN. - 11 | TOOL DIA. - 12. ) T11 M6 G0 G90 G54 X-55.9 Y0. A85.328 S2000 M3 G43 H11 Z113.4 M8 Z73.4 G1 Z62.9 F1000. G93 A274.671 F4.8 X-50.699 A274.67 F100. X-50.531 A274.665 F100. X-50.362 A274.654 F100. X-50.194 A274.639 F100. X-50.026 A274.618 F100. X-49.858 A274.591 F100. X-49.692 A274.56 F100. X-49.527 A274.523 F100. X-49.362 A274.482 F100. X-49.2 A274.435 F100. X-49.038 A274.383 F100. X-48.879 A274.326 F100. X-48.721 A274.264 F100. X-48.566 A274.198 F100. X-48.413 A274.126 F100. X-48.263 A274.05 F100. X-48.109 A273.966 F100. My feed in the tool is set to 1000, The only issue I'm facing is that the first line G93 A274.671 F4.8 and the constant F100 in other lines. I want to change this. How would I go about doing this? Can anyone help me with this?
-
Hello All, I need support in the following modification on the machine Hwacheon Sirius Fanuc 31i 4XRH. In the NC code below you can see in the line: X-50.699 A274.67 F.2 The feed rate is 0.2mm/min, this feed I have not specified anywhere. The feed specified by me is 1000 mm/min. % O9999 (PROGRAM NAME - 9701972668R125-RH) (DATE=DD-MM-YY - 27-03-19 TIME=HH:MM - 10:42) G21 G0 G17 G40 G49 G80 G90 G91 G28 Z0. N1 ( 12 BULL-NOSED ENDMILL | TOOL - 11 | DIA. OFF. - 11 | LEN. - 11 | TOOL DIA. - 12. ) T11 M6 G0 G90 G54 X-55.9 Y0. A85.328 S2000 M3 G43 H11 Z113.4 M8 Z73.4 G1 Z62.9 F1000. A274.671 F910.9 X-50.699 A274.67 F.2 X-50.531 A274.665 F30.7 X-50.362 A274.654 F63.3 X-50.194 A274.639 F91.5 X-50.026 A274.618 F126.4 X-49.858 A274.591 F156.8 X-49.692 A274.56 F183.3 X-49.527 A274.523 F215.2 X-49.362 A274.482 F242. X-49.2 A274.435 F276.5 Can anyone tell me where this feed is coming from or where I can edit it in the post? or what has to be done for this to get the correct feed rate in that location. Please let me know if you would need the mcam file. Regards, Chirag
