Leaderboard




Popular Content
Showing content with the highest reputation on 04/19/2024 in all areas
-
Component size....number of different part numbers to make....required geometric tolerances....tool matrix size....level of required automation....control compatibility with rest of shop....programming SW.....verification SW....etc etc.... As THEE cncAppsGuy has said, TOTAL support is #1 as you're jumping into new water with the 1st machine. Of which, successfully implemented, should lead to your 2nd machine. But it's a BIG jump from a Vert or Hori....daunting if on your own with the hot job sat waiting for you! Knowing who you can then reliably phone, will make your decision far easier IMHO.2 points
-
This is one of the many areas I believe Matsuura is FAR superior to the toilet bowl lovers in machine design. Matsuura can get closer to the pallet center with the head/spindle. Doing this allows you to run shorter tool assemblies and it requires shorter work holding to get ot he part. All that to say a more rigid machining setup = the best metal removal scenario possible. In the MAM series they offer the MAM72-35V, MAM72-42V, MAM72-52V, MAM72-70V, and MAM72-100H. Then in the CUBLEX series there is a CUBLEX-35 and a CUBLEX-63. There was a CUBLEX-42 but I believe they discontinued it. 350mm, 420mm, 520mm, 700mm, and 1000mm respectively. The number after the dash is the CM value of MAX pallet Changing swing diameter essentially.2 points
-
Ref ISO9001, there were 7xmandates when we got approval (2x man shop) back in 2007. It (9001) was updated in 2015 and the mandates were changed, but at the time I remember the assessor saying he knew of 1x UK company that was a 1x man band who had got approval and another company whose manual was 2 pages....the manual then consisted of flow downs to other documents which specified/controlled the said mandates. My manual was total of 35 pages, which was very padded out as the 1st half was design requirements and the tail end were copies of the things like CofC, Job Traveller, Invoice etc - I reckon I could have consolidated it to 15 pages if I'd removed the padding, as the design stuff was only for "sales" as we weren't "ISO approved" for that. But yes to quote Margaret Thatcher...."sometimes it is best to be specifically vague"....ie if you state ail job cards need sign off in ink, just state ink. If you state black pen, someone will use blue and you'll unnecessarily fail the audit (simplification but you get the idea). AS9100 (aero) was the next step with the only real main difference (at the time) being stock control - you had to control every inch of material, every rivet and screw and washer etc - ISO9001 you could just state (for the same material batch number) job 12345 had 10", job 12346 had 20", job 12347 had 10", of material batch number AXXXX and that was okay. AS9100 took that further by stock control monitoring so you had to detail incoming delivery of batch number AXXXX was 50", and you used 10, 20, and 10" on the 3x jobs above, so you now have 10" still left in stock (unsure of exactly how you get around tolerance of cutting and width of saw blades....for billets, washers, screws (ie "items") it's easy). Initially...."getting approval" can seem daunting, but if you break it all down to bite size chunks, the dauntingness rapidly diminishes. Certain practices you should really be doing anyway - such as material batch traceability gauge control and calibration, and office things like "contract review" which catches things like repeat purchase orders which have a revision/change, so you don't make at previous (old) issue.... Overall, it helped focus my business and got a 2x man band approved to be Tier 1x supplier for some major OEM's. Which then allowed us to grow but with control and focus.2 points
-
In fact, the GUI is setup so that it requires 2 presses of the cycle start button. The reason being is in case you do not at first place the tool over the button and 10MM above. Initiate the cycle, press cycle start. You can't see it but there is an M00 active. Without pressing reset, go to HANDLE mode, move your tool in position, go back to MEM mode and press CYCLE START again. The process will proceed.1 point
-
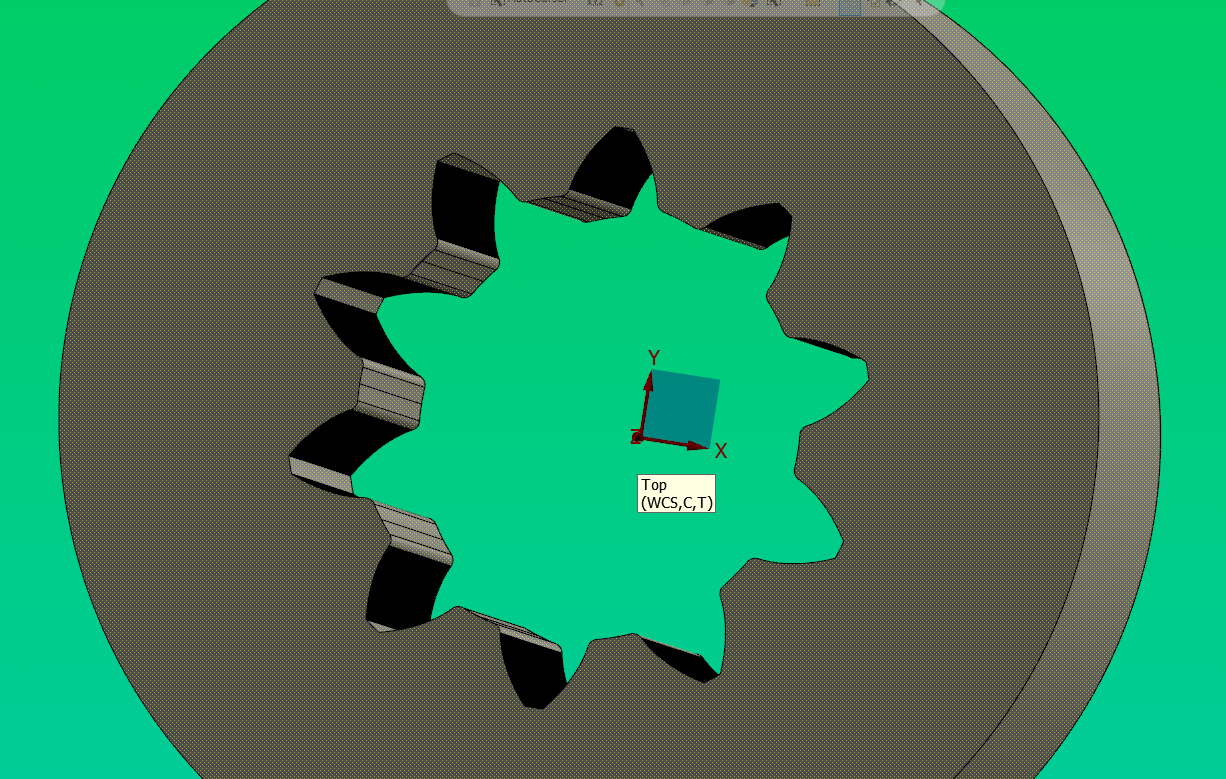
I think this worked pretty good.
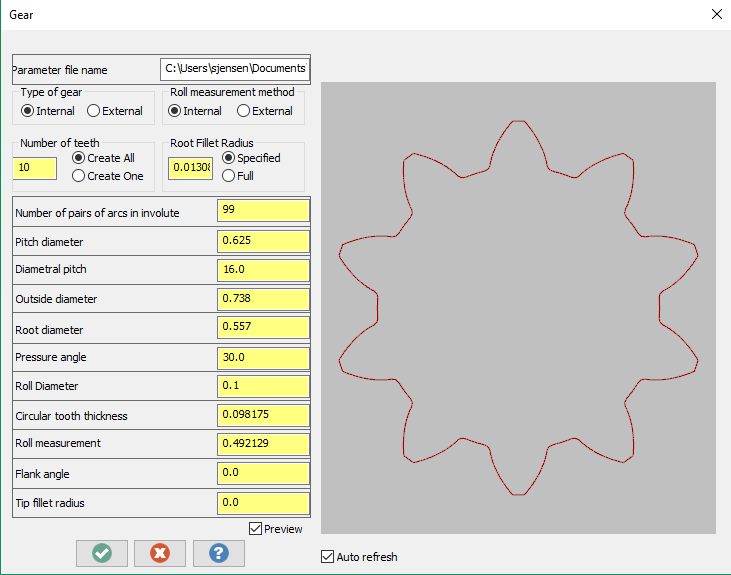
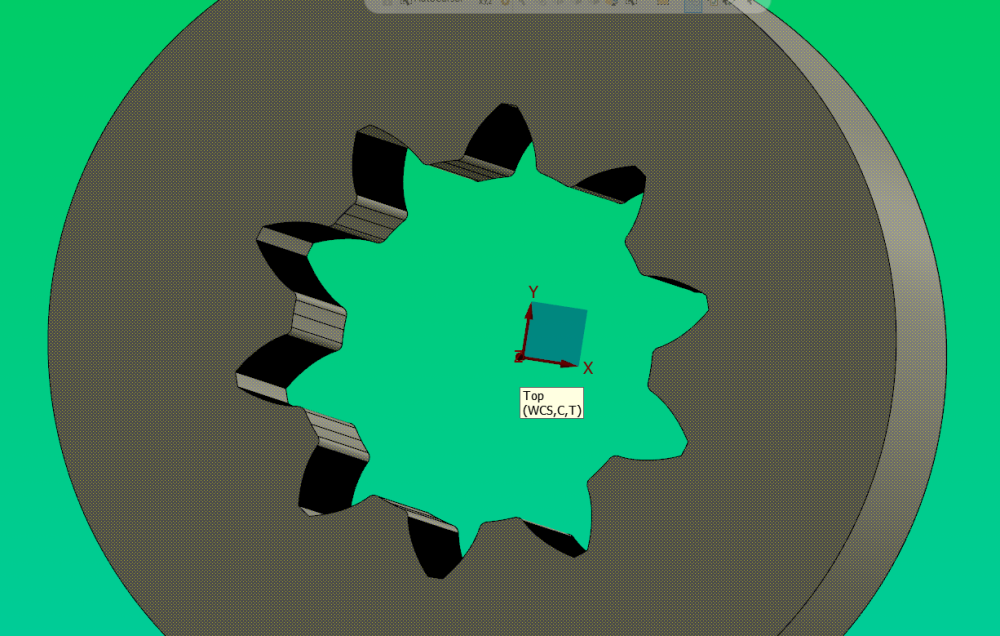 1 point
1 point -
I would think not. Will need to purchase a custom post to get what you are asking for. Only so much a free post will get you.1 point
-
Unfortunately, most of these kinds of decisions are based on $$$ instead of the things you note.1 point
-
Just ran some unattended parts with some tight tolerance 5 axis features and used probing to make it all possible. The parts had a +/-.0005 Dia bore that had to be machined from both sides. Good ole haas love to heat up and move around so relying on just COR for this wasn't gonna work. I machined half of the bore from one side, spun it 180 and did a wash down on the bore with that tool. Grabbed the probe and then from this side reached through to the the bore I just did on the opposite side, set a Work offset for just this feature, checked the size and position(more for mixxxx/chips hitting the probe. Then came and machined the other side of the bore. At the end of the program I had the probe check the whole bore from one side for size and position. This worked great. Both sides were within .0002ish from side to side and only drifted .0001-.0002 in size throughout the 30 part run (verified with a cmm) In process probing IMHO is way underutilized compared to the overall payback. I'm probably going to check more features as an in-process check when running unattended now.1 point
-
@Bob W. Great post, thank you. At my job shop we are about to embark on our "lights out" journey. As with most stuff, everyone around me is saying "now that we bought the machines, we can run lights out" without *really* understanding all the variables. 100% of our multiaxis mill parts have been set up and ran by me, and now I'll probably be programming full time trying to keep these two pallet mills fed with parts. (but I'm sure if a tricky 5axis part is in the pipeline I will want to personally set it up) I have operators at my shop who load drills into dirty er collets with rust on the taper, and don't even bother doing a quick S200 runout EYEBALL check haha. These are the guys going to be setting up my stuff?! oh lawd I also have setup sheets with specific holders and specific stickouts and it baffles me that sometimes they just straight up ignore it. Yeah, go ahead and put that 1/32 endmill stuck .500" out in a side lock holder, sure. Wonder why the finish sucks? My *manager* was running my machine while I was programming and I gave him a torque wrench and told him the spec I was using,... I walked out 30 min later to see him using a regular wrench on the vise. makes me want to pull my hair out. Yeah, it's an OP10 and the part would be fine, but it's the principle... Sooner than later he's going to do that and it won't be fine, or the parts will vary in flatness/thickness/whatever. I could go on for hours lol. Needless to say it's got me excited, and equally nervous. So I'm watching this thread like a hawk looking for tips and tricks1 point