Aaron Eberhard
-
Posts
1,406 -
Joined
-
Last visited
-
Days Won
103
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Aaron Eberhard
-
 Same way I do it. It's the only way to fly.
Same way I do it. It's the only way to fly. -
He hasn't visited in a few years, so I'll guess at his answer. I don't think it's auto-generated. I think it's part of his setup process, make a level that has all of his pallet information, clamping, and those lines & text.
-
How much in Machine Inspection are you doing?
Aaron Eberhard replied to rgrin's topic in Industrial Forum
Yeah, sorry about not linking to the original thread there. By the time I saw you asked for the link, you had already found it -
How much in Machine Inspection are you doing?
Aaron Eberhard replied to rgrin's topic in Industrial Forum
I'll steal Bob's thunder, by simply quoting previous Bob wisdom. Here's a thread where he replied to me a few years ago: How I would interpret that is if you can't get your manager onboard with processes and procedures, you basically have no shot at true stress-free success. All you can do is document everything, have meetings, make sure everyone from the owners down (say they're) on the same page, then pray -
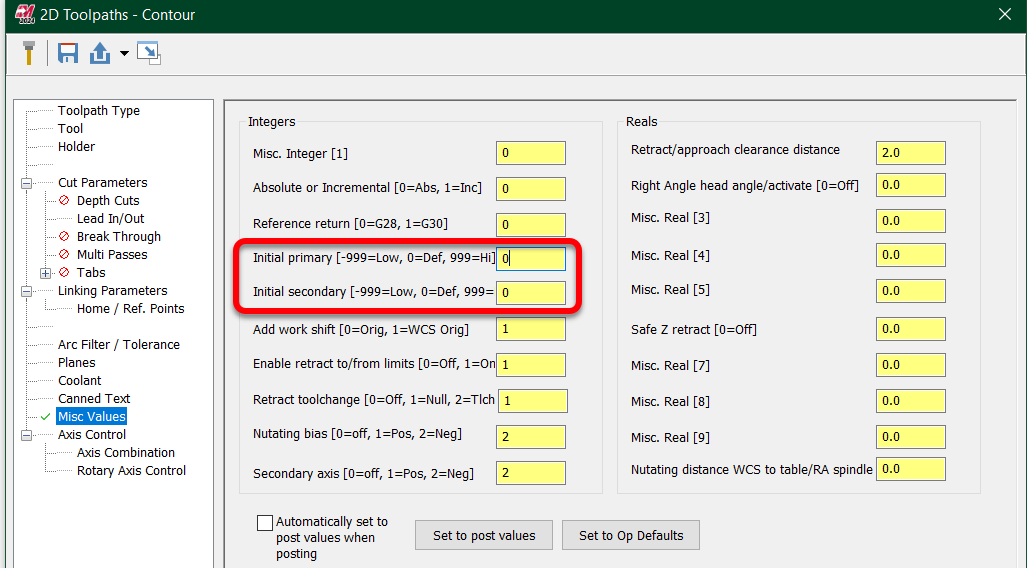
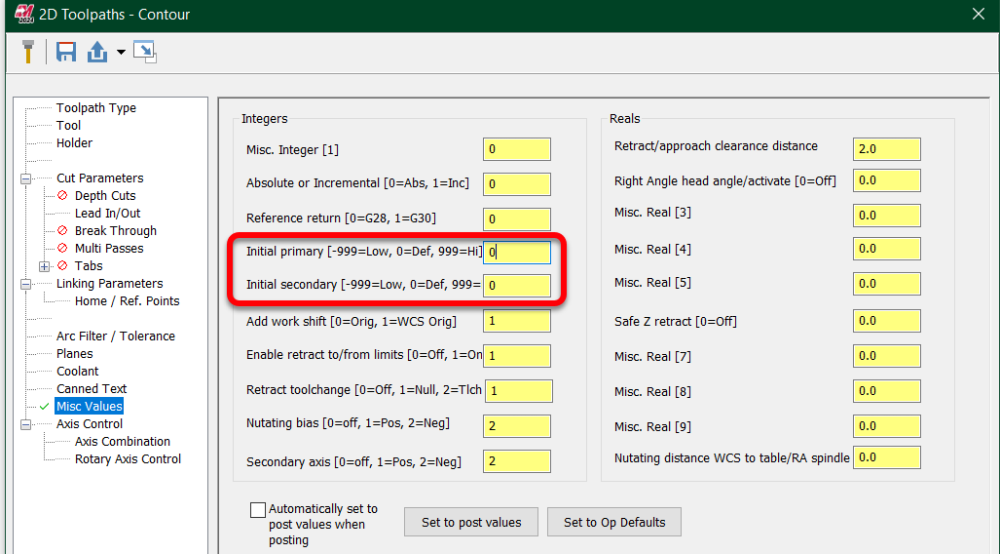
One way that would absolutely work would be to put a manual entry op between the two operations, that was just G0 C0. B0. to index it that way. Without your specific post it's hard to test if this would work, but you could try playing with these misc values You'd edit the second op and set these to a value. What they're supposed to do is tell the post processor "start thinking about this toolpath as if the B & C are already at X degrees. In your case, you can try putting a 1 in both of them and see if that adjusts your output. It may not be hooked up correctly for your use case, though. I've used it when I wanted it to do the opposite of whatever it was doing, i.e., it wants to go C+90, when I wanted it to go to C-270.
-
Anyone know how cutting tools are manufactured?
Aaron Eberhard replied to Metals and materials's topic in Educational Forum
Great video. Except for the upbeat inspiring music (which my shop doesn't have playing), it looks like every other modern machine shop, enginerds designing things, cam programmers 'grammin away, and the CNC machines doing the work (grinding in this case) At my failed attempt to buy out a machine shop a few years ago, the old school owner very smugly showed me how much more efficient it was for him to spend 4+ hours grinding a tool to cut a small feature on the lathe instead of "wasting" $100 to just buy it off the shelf from Micro100... That was a valuable lesson, just not the one he thought it was teaching... -
Anyone know how cutting tools are manufactured?
Aaron Eberhard replied to Metals and materials's topic in Educational Forum
Looking at the "company" page, there's a lot of RolloMatics (the machines I linked to above) in that image... So, maybe they just got REALLY, REALLY good with using the machines, processes, and procedures? -
Anyone know how cutting tools are manufactured?
Aaron Eberhard replied to Metals and materials's topic in Educational Forum
So I've been wandering down this rabbit hole for a bit, and I found anything smaller than this, but I know they exist: http://www.rollomatic.ch/en/products/cutting-tool-grinding/grindsmart-nano6 That'll grind from .001"-.080" (.03-2.0mm). -
Anyone know how cutting tools are manufactured?
Aaron Eberhard replied to Metals and materials's topic in Educational Forum
.... That sounds like magic to me.... -
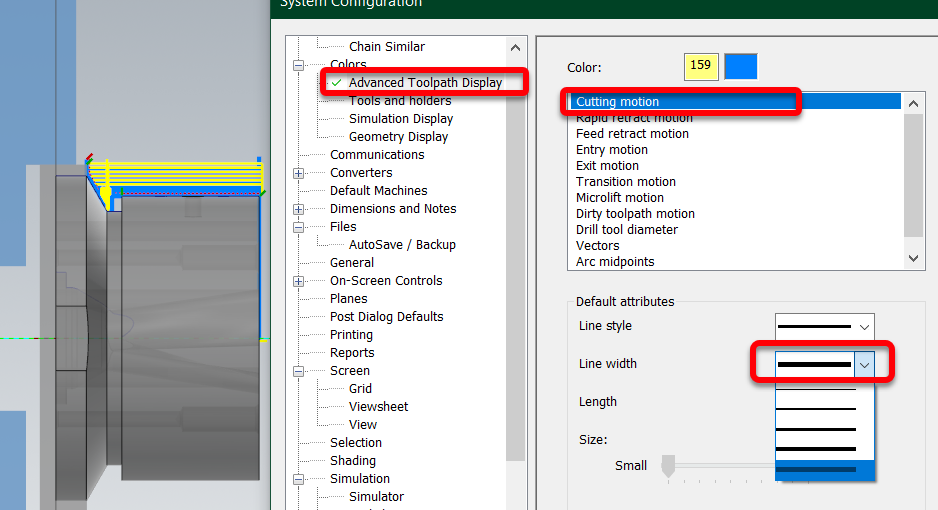
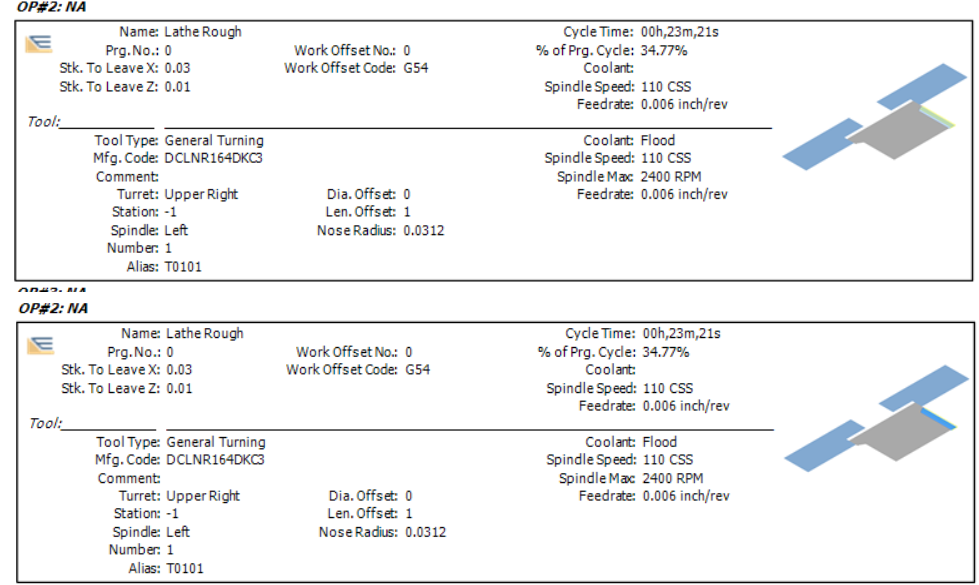
It may not be an exact parallel as I use VarcoReports and I don't know if Jim does any special tricks, but I think it's just a screenshot taken, so you can just thicken up the Advanced Toolpath Display for when it grabs the screenshot:
-
Anyone know how cutting tools are manufactured?
Aaron Eberhard replied to Metals and materials's topic in Educational Forum
Oh yeah, all that nano machining stuff? I have no clue how they make that... I just assumed magic? -
Anyone know how cutting tools are manufactured?
Aaron Eberhard replied to Metals and materials's topic in Educational Forum
I've never done it.. The only place I've ever been in that made their own tools had a CNC grinder a lot like the one in the video I linked to. I've designed quite a few tools to be cut, but they were all being done on CNC grinders I'm pretty sure (most were sent out of house to make custom forms). A lot of larger tooling companies are conglomerates of small tool grinding houses. I would imagine in order to be competitive most surviving tool companies are using CNCs, just like most general manufacturing is. -
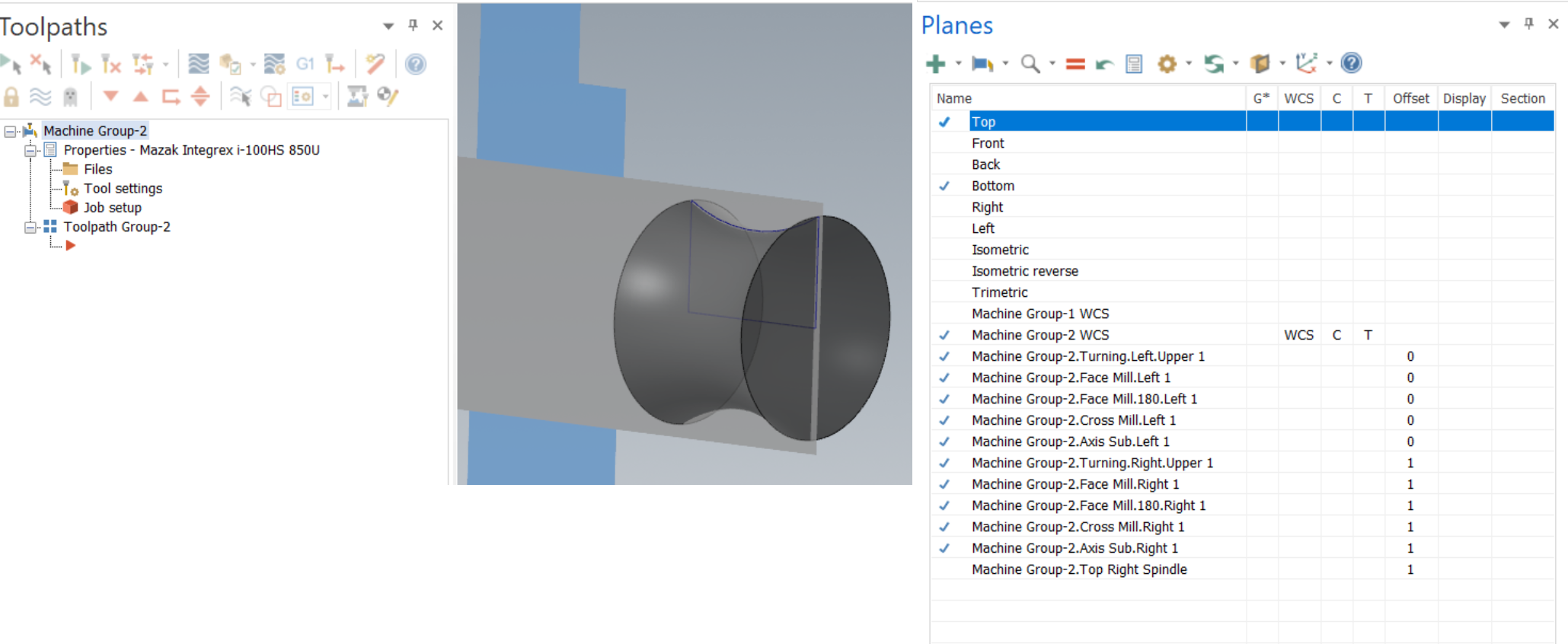
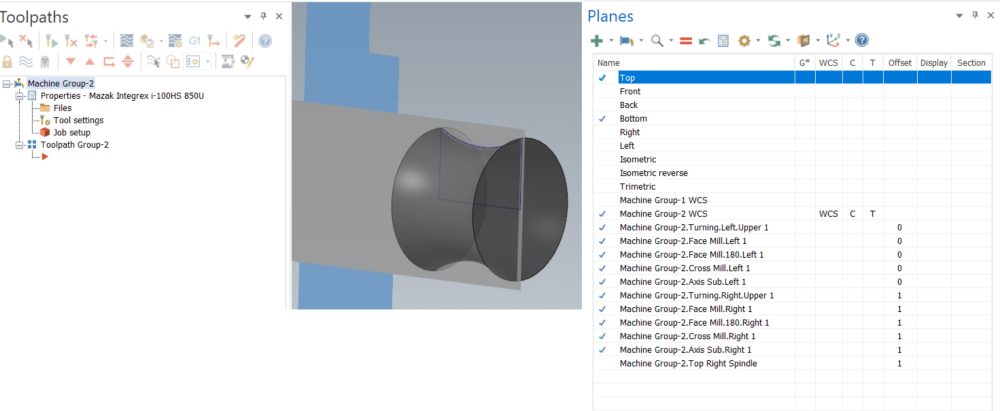
In addition to what GCode is saying (which is how you find out what the plane is being used for) the difference between MT and regular ol' mill and lathe is that when you start a new MillTurn project, it will auto-create any planes that it thinks will be useful to you: Here's a simple part that I loaded a MT machine I had handy, and just simply went through Job Setup. You can see that it added 12 planes, 11 of which are "in use." If you query what they're used for, it'll say that they're called out in the group's MT definition... Basically, it's defined as part of the machine creation.
-
Sure, you're welcome to send me the file . You can reach me at [email protected]. Cheers,
-
Anyone know how cutting tools are manufactured?
Aaron Eberhard replied to Metals and materials's topic in Educational Forum
This'll give you a start on modern tool grinding: -
Which toolpath are you using? Mine was from an Opti. Changing the conversation a bit: @Metals and materials Just out of curiosity, how big is the part, and how much Ti are you removing? What tool(s) are you using for your roughing? I certainly hope it's not that 1/2" endmill shown above?
-
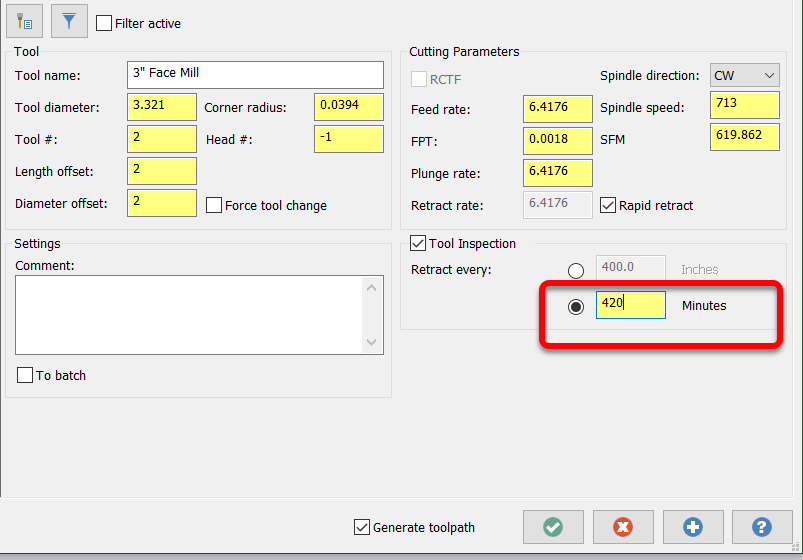
If it's all one toolpath, it sounds like the perfect opportunity for a tool inspection routine:
-
How deep is the hole defined on the linking page? If it's <=10mm, it's only going to peck once. The options available on the drill Cut Parameter page are controlled by your Machine Definition > Control Definition.
-
Agreed. Every time I've given someone a list of an assembly, I always give it to them in that order. For example, if I were building out an extended ER collet setup, I would list it in this order: Cat40 ER-32 xxx ø7/8" ER-32 Collet ø7/8" 8" Long ER-16 Extension 1/16" ER-16 Collet
-
Hah! Damn kids! I'm almost 20 years into Mastercam now and I'm still learnin' every day
-
Any suggestions? My first time HEM with MAsterCam!
Aaron Eberhard replied to Metals and materials's topic in Industrial Forum
Also, I'd recommend finishing with a reduced neck cutter, so you're not rubbing the entire flute length against those ribs. -
Yeah, anything that queries the the tree dialog gets it back in the state it was in. You can find it in the Transform dialog as well:
-
Any suggestions? My first time HEM with MAsterCam!
Aaron Eberhard replied to Metals and materials's topic in Industrial Forum
Any coatings? That will have a big effect on cutting Ti. For what it's worth, HSM advisor is suggesting 7.5mm DOC w/ 4.8% stepover (.2856mm), 6650RPM 56.79 in/min (.0021 FPT/411SFM). Assuming (you know what they say...) 1.375" of stickout from the holder, at your DOC & WOC, it's saying there will be more than .0061" of tool deflection, which is a lot. It's probably not going to sound too good -
Any suggestions? My first time HEM with MAsterCam!
Aaron Eberhard replied to Metals and materials's topic in Industrial Forum
The first hit searching for MW21223001460B points to https://wsies.com/catalogue/product/2012553 which redirects to: https://genericerrormessage.com/ HAH! Either way, Yeah, Ron has the right idea.. Rough with a bull nose, which will keep it from center-cutting. -
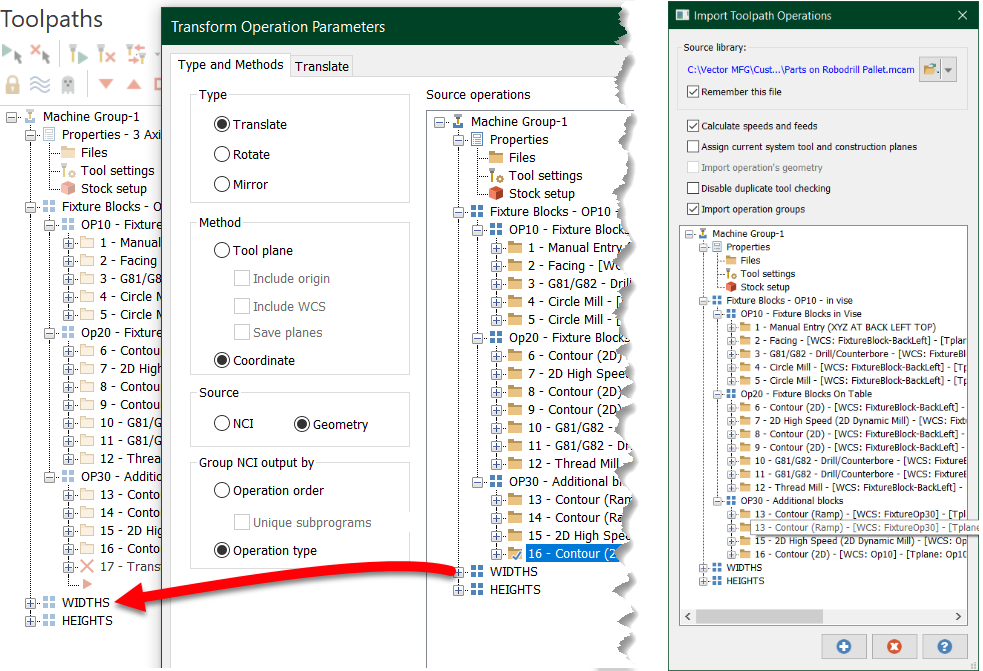
This is simply a shortcut, you still have to manage it through the import dialog. Unfortunately, you can't drag and drop directly between Mastercam sessions, there's a lot of validation that needs to happen (it's what happens under the hood when you import/export). I made a little video showing what I mean: