Josh Kinney -Elite Engineering
-
Posts
1,045 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Josh Kinney -Elite Engineering
-
The Mori comes with Mori-Server. You can send files to the machine from your local computer or look at the network drive from the Mori. For older machines I used Calmotions Lan Cards and had a lot of success. Basically you connect the cards to the network via ethernet, connect the cards right at the machine with a short RS3232 cable and then you'll see the machines as an FTP site on the network. Then the machines can send/receive or DNC right at the control. It gets a little expensive but it's a good investment in my opinion and experience. I hate running RS232 cables everywhere. Ethernet is much easier.... http://www.calmotion.com/lancnc.html It looks like they have a new product that will pull directly from the server. The LANCNC you have to dump the files onto the card and then you can get them at the machine, this new version sees a drive on the server. Nice! http://www.calmotion.com/lanserver.html Josh-
-

Tool, Holder combos not sticking
Josh Kinney -Elite Engineering replied to GoetzInd's topic in Industrial Forum
Agreed, it's a HUGE PITA. I only use holders on our horizontal programs for this reason. I hear X7 will make this a non issue as the tool/holder are together..... -
X+ Setup Sheet and Tool List - 3rd party Add-on
Josh Kinney -Elite Engineering replied to a topic in Industrial Forum
Try the last link I put up. Josh- -
X+ Setup Sheet and Tool List - 3rd party Add-on
Josh Kinney -Elite Engineering replied to a topic in Industrial Forum
Her'es a cop of my lang.dll I changed quite a bit in mine. Josh- https://docs.google.com/open?id=0B5XaYM4BtcGQMElsbXVIQ0hOdlE -
X+ Setup Sheet and Tool List - 3rd party Add-on
Josh Kinney -Elite Engineering replied to a topic in Industrial Forum
Makes sure you copy it before trying to edit. I haven't had any issues. Maybe try running Resource Hacker in Admin mode? Josh- -
X+ Setup Sheet and Tool List - 3rd party Add-on
Josh Kinney -Elite Engineering replied to a topic in Industrial Forum
The lang.dll You'll probably have to save it to the desktop and then move the old, copy the new to the chooks\X+ folder. It's string table 5 that your looking for. -
Mastercam won't exit
Josh Kinney -Elite Engineering replied to Jason @ CPM Industries's topic in Industrial Forum
Yup/ Totally random what it says is still open... -
2-56 Holes 2x Deep in Titanium
Josh Kinney -Elite Engineering replied to 65Mustang's topic in Industrial Forum
I blind tap Ti all the time with Guhring roll forms. Drill the minor to the high side, use good tap fluid and grind relief after the first 4 leads to avoid binding in the hole on the way out. -
speeds and feeds for dynamic area mill CRS
Josh Kinney -Elite Engineering replied to FTI2007's topic in Industrial Forum
Too fast... Your not gonna like the tool life. 5%-8% and 350-450SFM is gonna be much better. -
Titanium Tooling Suggestions
Josh Kinney -Elite Engineering replied to Mic6's topic in Machining, Tools, Cutting & Probing
Just remember sometimes going too slow will cause excessive heat and wear out tools. Faster is sometimes better. I usually adjust the step over and feed together to find the best tool life. http://www.volumill.com/files/ACTC_White_Paper_1.pdf -
Titanium Tooling Suggestions
Josh Kinney -Elite Engineering replied to Mic6's topic in Machining, Tools, Cutting & Probing
350SFM (5,348RPM) 75IPM 0.015" Step Over is where I would start. Around 5-8% Step Over is good. You should be able to go a lot faster. Around 125-175IPM. But to be on the safe side... -
Logged already as cnc00107508
-
My reseller has been working on getting me a ProtoTrak 2 axis "tool-post" lathe post for 3 months.... I'll just kick the can as I'm only here at TMF for the rest of the week and then on to another job. I have too much to do right now anyways. Maybe X7 will fix it..
-
I'm aware of this but I can't find the reference anywhere. Pretty lame if you ask me.
-
I just went to a older computer, copied the Shared McamX5 and put it on my computer.... Works now. Not sure what the problem is?
-
Yup.
-
Updated all the files I could. Even deleted the config..
-
Is killing me! How do I get this to stop? It's looking to the X5 shared folder which isn't there and for the life of me I can't get this to STOP!

-
Tha would be typical CNC fashion. How about a "Don't Ignore Solids" button? Kinda like "Coolant on" until I say "Coolant off"....
-
I absolutely HATE this "new function".
-
X+ Setup Sheet and Tool List - 3rd party Add-on
Josh Kinney -Elite Engineering replied to a topic in Industrial Forum
While I'm asking How about if the field is blank it doesn't output? Like the Holders. Sometimes I have files with no holders defined and I would rather it now output the fields. I know, splitting hairs but I figured I would ask anyways -
X+ Setup Sheet and Tool List - 3rd party Add-on
Josh Kinney -Elite Engineering replied to a topic in Industrial Forum
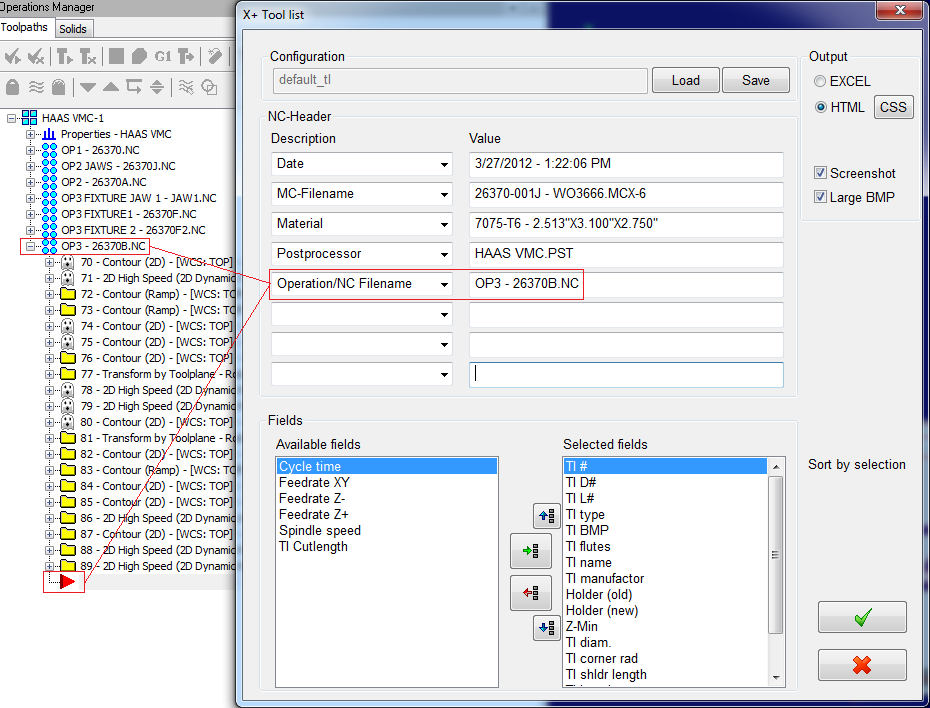
I forgot to attach the picture.... Can you add back the "bug" that outputs the tool path group comment that is the active group? Before it would output the group that contained the red arrow. I always have a tool path group that tells me the Op# and Program name. I might program 7 different Op's in one machine and post all at once. See attached pic. Please
-
X+ Setup Sheet and Tool List - 3rd party Add-on
Josh Kinney -Elite Engineering replied to a topic in Industrial Forum
Thanks Günther! It seems with this change we lost the ability to grab the Tool Path Group Comment. Before it output under "Machine Group". Attached is a picture. The Black box is outputting now as "Machine Group" which is great. Can we also have one that outputs "Tool Path Group" (Red Box)? Thanks for all your work! Josh- -
X+ Setup Sheet and Tool List - 3rd party Add-on
Josh Kinney -Elite Engineering replied to a topic in Industrial Forum
Been getting this error when trying to close MasterCam. Two separate computers with the same issue. Every time I have to ctrl/alt/delete to kill MasterCam
-
Live tooling spindle direction
Josh Kinney -Elite Engineering replied to Zoffen's topic in Industrial Forum
That's great info. Thanks Colin!